

(From the archive of ”bulk solids handling", article published in Vol. 32 (2012) No. 1 , ©2012 bulk-online.com)

With the emergence of novel secondary raw materials challenges regarding their storage and conveying arose. Hence, new testing methods, which, for example, characterise the flow and conveying behaviour of these materials are needed. Approaches for solving these problems exist for powdery materials and granulates, by using ring shear systems and hopper testers, respectively. For more coarse bulks, such as plastic grinds, agglomerates, flakes and pellets, with an average grain diameter of 0.5 to 30 millimetres, useful evaluation methods are only conditionally available.The hopper test according to EN ISO 6168, for instance, fails, if the flowability of agglomerates instead of granulates has to be determined.Even an enormous enlargement of an extruder hopper to a die diameter of 70 millimetres did not result in any flow through. Beside the large grain diameter, material characteristics as broad grain size distribution, asphericity of grains and versatile surface nature, contribute to difficulties in assessing the flowability of bulk materials.For practical application, the angle of repose, which describes the inner friction of a material, is often used to estimate the flowability of bulk materials. Several similar methods are known; however, also here restraints impede the measurements or lead to doubtful results (narrow diameter of the testing device, de-mixing while pouring or irregular shapes of the bulk-cone).
A novel Approach
In 2005 the German company LRS developed a new testing method for the measurement of the flowability of plastic agglomerates, the "Auslaufbox" (the German name can be freely translated with "Discharge Box"). With this new tool companies that produce or process agglomerates, are able to assess the flow behaviour of their products and to arrange supplier agreements with regard to the flowability of the agglomerates. The "Auslaufbox" is a cuboid steel box with glass panes. After the release of the flap gate the bulk material flows out at the short side of the box (see Fig. 2).

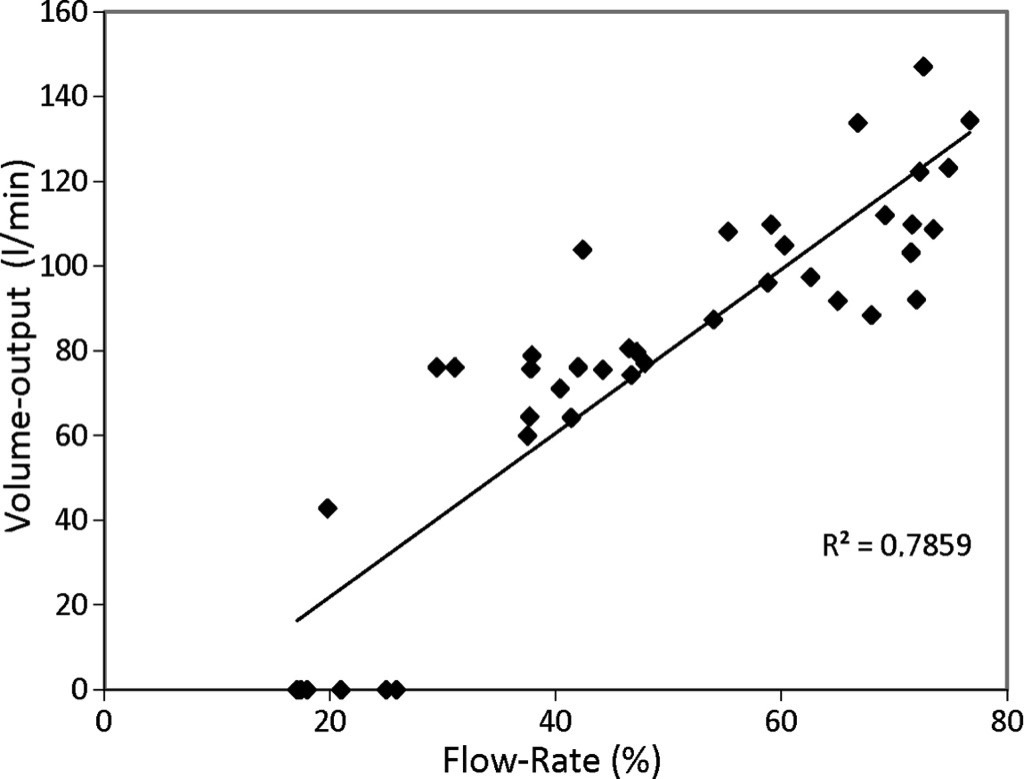
The relation between discharged mass and total mass, defined as "flow rate", is a material specific parameter for the flowability, which in principle corresponds to the repose angle. However, it avoids the disadvantages described above. The flowability of many different bulks, for instances bran, beet seed, nuts, salt, gravel, plastic agglomerates, granulates, pellets and grinds were evaluated by the Auslaufbox. Meanwhile this method finds application also in other branches. However, it should be noted, that the Auslaufbox is not in-tended to meet scientifically founded demands, but it is sufficient for practical requirements.The flow rate is a relative material parameter and is – similar to the repose angle – an expression for the inner friction of a bulk materil. Other factors affecting the flowability of a bulk material like wall friction, dumping height and bridging cannot be considered by the Auslaufbox. For many practical problems the knowledge of the flow rate is sufficient. For instance, if the quality constancy of a product during processing is needed; recipes concerning the flow behaviour need to be optimised, or if a supplier comparison is required. Especially, the knowledge of bulk-flow rate of moist material is crucial.It has been shown that there is a significant relation between the flow rate and the volume flow of a 50 litre hopper (Fig. 3, coefficient of determination: 80 percent).
It is in the nature of poorly flowing bulk materials (pot-agglomerates, saw mill waste), that highly variable grain configurations are formed behind the flap gate during the box feeding process, resulting in a higher statistical spread. Based on the t-test a decision has to be made, if test runs are necessary to reach a reliable statistical result. The reproducibility can be increased by the help of a special feeding hopper.Sometimes the knowledge of the bulk density of the respective bulk is required. It can be determined with high accuracy by using the "Auslaufbox" by dividing the filled mass by the volume of the box (2 or 4 litres). For cohesive bulk materials the box is not recommended.
A useful Extension
While testing further bulks, especially coarse materials, such as EPS-packaging-chips, a shortcoming of the "Auslaufbox" became apparent: the lack of comparability of coarse and fine grained bulks. This might be important for producers of packaging machines, who have to adjust their machines to manifold bulk materials. Although the "Auslaufbox" obtains high flow rates for coarse bulks, those materials were found unable to discharge out of a 50 litre hopper due to their relative large particle diameter (compared to the hopper opening).To describe this behaviour in comparison of bulks with different grain sizes the "Auslaufbox" was revised: the back-wall was replaced by a movable bolt which can be manually raised by means of an elevating screw. By slowly raising this bolt the opening continuously widens; and the so called "opening-height", at which the bulk does not build up behind the bolt anymore, but rather pours out, is determined by a ruler.Consequently, this new measurement device, the "Kombibox", is able to describe two characteristics: the flow rate as a measure for the inner friction of bulks and the opening height as a main trait that considers the inner friction and the particle size.In a new testing series, the flowability traits of 22 deliberately chosen materials with variable grain size (including extreme materials like PP-hollow balls with a diameter of 26 millimetre) were evaluated with the "Kombibox". The correlation of results obtained by the "Kombibox" and a 50 litre machine hopper is shown in Figs. 4 and 5.
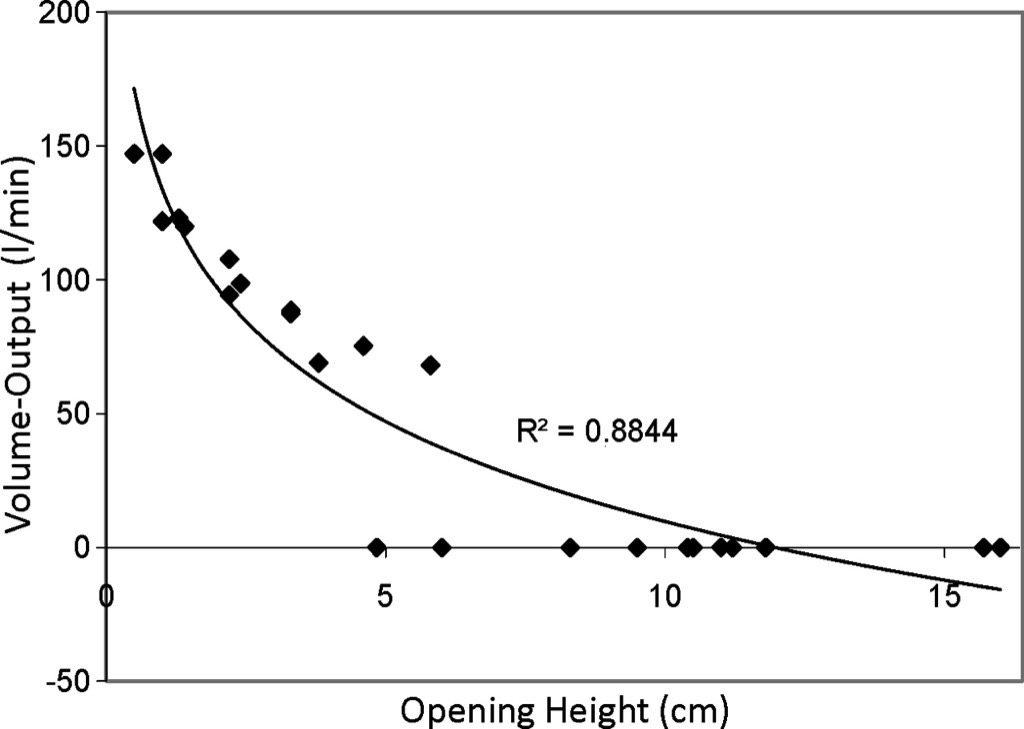 Fig. 4: Relation between opening height of the “Kombibox” (bolt side) an the volume flow of a 50 litre machine hopper.
|
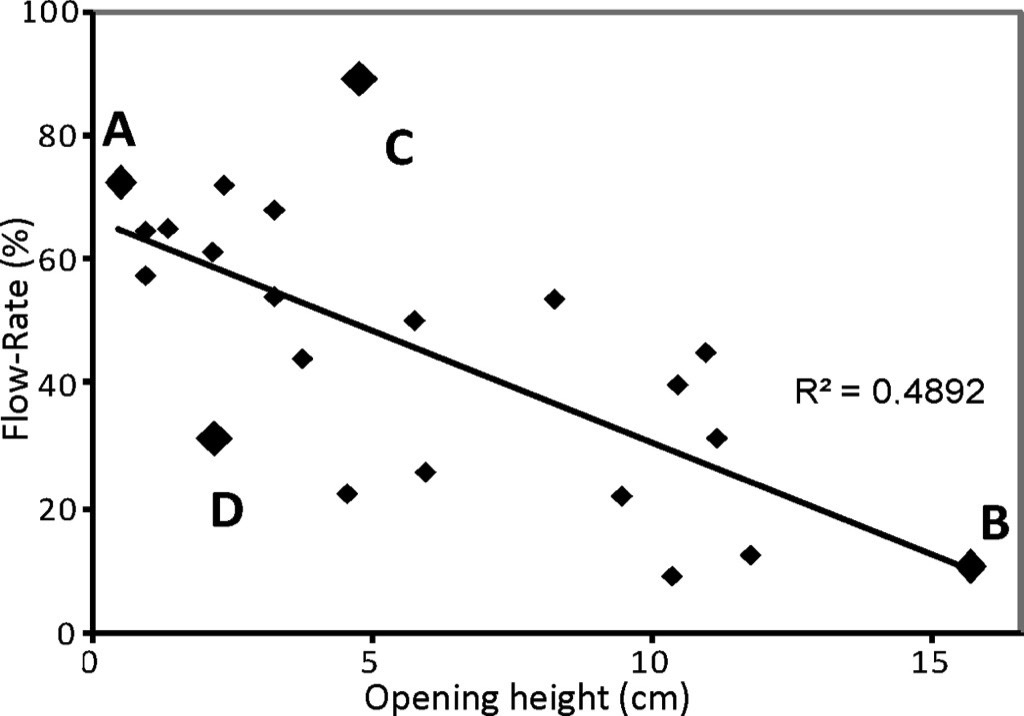 Fig. 5: Relation between the flow rate of the “Kombibox” (flap gate side) and opening height of the “Kombibox” (bolt side).
|
However, as mentioned above, the relation between the flow rate, obtained by the flapgate-side of the "Kombibox", and volume flow, obtained by machine hoppers, fails to describe several discrepancies: e. g., though materials might have a high flow rate, they nevertheless cannot discharge out of the hopper.A comparison of the opening height of the "Kombibox" (bolt side) and the volume flow of the hopper gives a better correlation (Fig. 4).The reason for this improvement becomes obvious, if the flow rate is correlated with the opening height (Fig. 5). Generally, bulk materials with a high flow rate also have a low opening height. Al-though a negative correlation between those two characteristics was found for many bulks (metal grains, grained rubber), several exceptions exist:For example, bulk materials characterised by a small grain diameter but high inner friction will still discharge well out of a hopper. In the diagram in Fig. 5 those materials are localised close to the point of origin.Results for bulk materials which hardly discharge because of their large grain diameter, albeit law inner friction, cluster opposite of the aforementioned ones. Table 1 shows the main cases A to D that can be identified in Fig. 5.
| Case | A | B | C | D |
| Flow rate of the Kombibox [%] | 72.6 | 10.4 | 89 | 31.2 |
| Opening height of the Kombibox [cm] | 0.5 | 15.7 | 4.8 | 2.2 |
| Volumetric discharge of a 50 liter machine hopper with 70 mm opening [l/min] | 140 | 0 | 0 | 94 |
- Case A: the material flows out well due to its low inner friction and also discharges well from a hopper due to its small grain diameter, e.g. metal grains.
- Case B: the material flows poorly because of its high inner friction and is also prone to bridging in hoppers due to its large grain diameter, e. g. grained rubber.
- Case C: although the bulk has a low inner friction it tends to bridging in a hopper due to its large diameter, e.g. PP-hollow-balls.
- Case D: although the material has high inner friction, it quickly discharges from a hopper, because of the small grain diameter (wheat-bran).
Following conclusion can be drawn: if bulks with versatile grain diameters have to be tested, both, flow rate and opening height determined by the "Kombibox" should be considered.If this leads to contradictory results, the issue should be discussed with respect to the application: For bulk materials used in hopper applications, the opening height plays a more important role than the flow rate. For other applications, the knowledge of the inner friction, the flow rate, might be sufficient. Both, the measurement of the flow rate and the determination of the opening-height are just comparative tests.
Summary
The "Auslaufbox" and the "Kombibox" represent convincing testing devices for the determination of the flowability of versatile, fine and coarse bulk materials (0.5 to 30 millimetre diameter) and reflect realistic sceneries for hopper applications. They impress by their simple handling, cost-effectiveness and compactness. For comparing bulks of different particle size the "Kombibox" should be preferred.
A Note from the Editor
For all statements in this article that refer – directly or indirectly – to the time of publication (for example “new”, “now”, “present”, but also expressions such as “patent pending”), please keep in mind that this article was originally published in 2012.
| About the Authors | |
| Dipl.-Ing. Alfred Sonntagretired, was responsible for Quality Control ans Product DesignLSR AG, Germany | |
| Dr.-Ing. Stefan BosewitzOwnerIngenieurbüro Bosewitz, Germany |
■

