
(From the archive of ”bulk solids handling", article published in Vol. 36 (2016) No. 5 , ©2016 bulk-online.com)
Introduction
With its 2030 energy strategy, the European Union has set ambitious specifications for its climate and energy targets. One of these targets is to increase the share of renewable energy to at least 27% of the total energy consumption [1]. Within the share of primary energy generation from renewable energy, the vast majority is contributed by solid biomass. As can bee seen from the orange lines in Fig. 1, the generation of primary energy from solid biomass was just slightly short of 45% of the total renewable portion in 2014. The overall usage of solid biomass has been steadily increasing at least since 2005, whereas the lion’s share is utilised for heat and power generation.
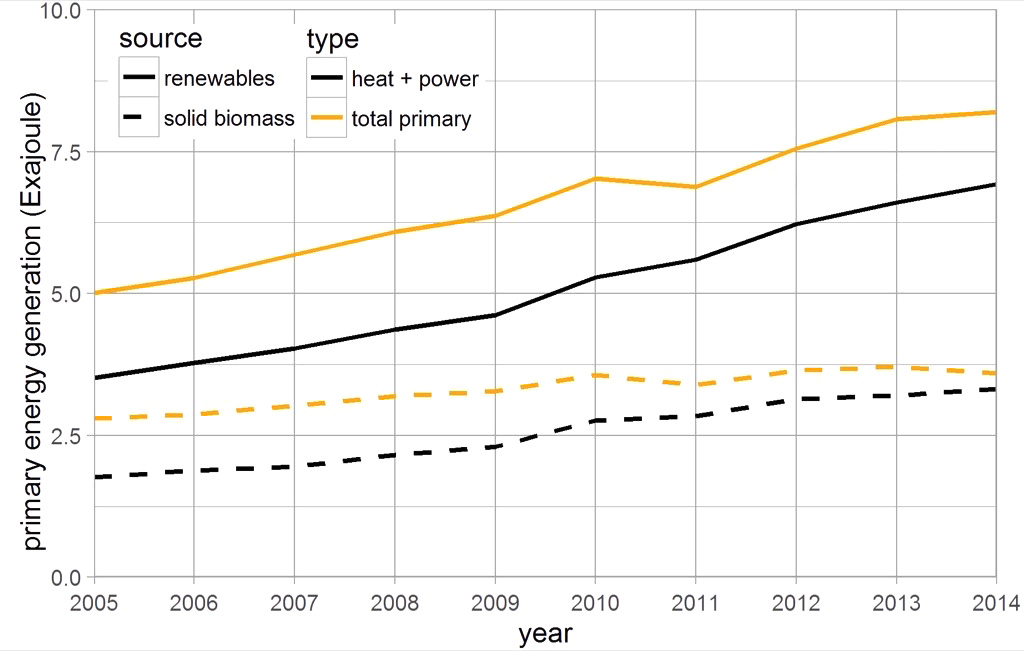
(Picture: © Eurostat [2])
Solid biomass will continue to contribute a large share in renewable energy generation in the future [3]. Its major advantage over other renewable energy forms such as solar or wind is its high availability, since energy retrieval does not depend on the time of the day or the weather. Furthermore, there are no special requirements for storage facilities with regard to environmental aspects or protection of labor. Nonetheless, solid biomass contains significantly less energy per mass and bulk density than fossil fuels. Thus, when replacing fossil fuels with solid biomass, considerably larger volumes need to be in place, which has direct implications for the capacity and size of storage, transport and handling facilities.Even though solid biomass has been utilised and handled for a long time, there still exist no (standardised) design guidelines for corresponding handling and feeding equipment. Relevant design considerations are typically restricted to trial-and-error and related experience and hence solely at the respective manufacturer’s disposal. In addition to this, only a relatively small number of scientific studies are concerned with such issues. With this lack in published research – and hence openly discussed best practices – and knowing that most issues in biomass processing are related to handling and feeding [4], it falls into place that there is a considerable knowledge gap. It is important to address this gap for the growing demand for large-scale handling equipment for biomass.
1. State-of-the-art Feeding of Wood Chips
Although there is a large variety of biomass bulk solids, this article focuses on woody biomass and wood chips in particular. In addition, the last section of this article briefly summarises some projects concerned with other types of biomass fuels and introduces the EU-Project Flexifuel-CHX, which targets in innovative fuel-flexible heating technology.
1.1 General Properties of Wood Chips
Handling equipment is typically designed based on certain properties of the respective bulk solid. The most commonly used properties are the particle size distribution (PSD), particle or bulk density, angle of repose and the friction coefficient against the feeder wall material. The latter is almost always steel.Origin of the WoodWood chips is the term for a broad range of particulate biomass, which is produced from wood by chopping with sharp tools. The wood species used, the particular production method and pre- as well as post-treatment can vary; however the most common sources for wood chip wood are forest and plantation wood as well as residual wood from industrial or domestic processes. An international standard [5] classifies the quality of graded wood chips into two property classes, A and B. Class A wood chips are defined as untreated with low moisture and ash content (A1) or higher moisture and ash content (A2) and produced from full trees without roots, stem wood, forest residuals or chemically untreated wood residuals. Class B1 extends the sources to short rotation forestry and B2 also allows untreated used wood and residual wood from industry.Three ungraded wood chip samples are depicted in Fig. 2. It can be seen that the samples differ in particle size and bark content. Among the three samples, the average particle size decreases from a to c. Sample c are wood chips from forest residues with a characteristically high share of fines consisting of bark as well as needles from conifers.

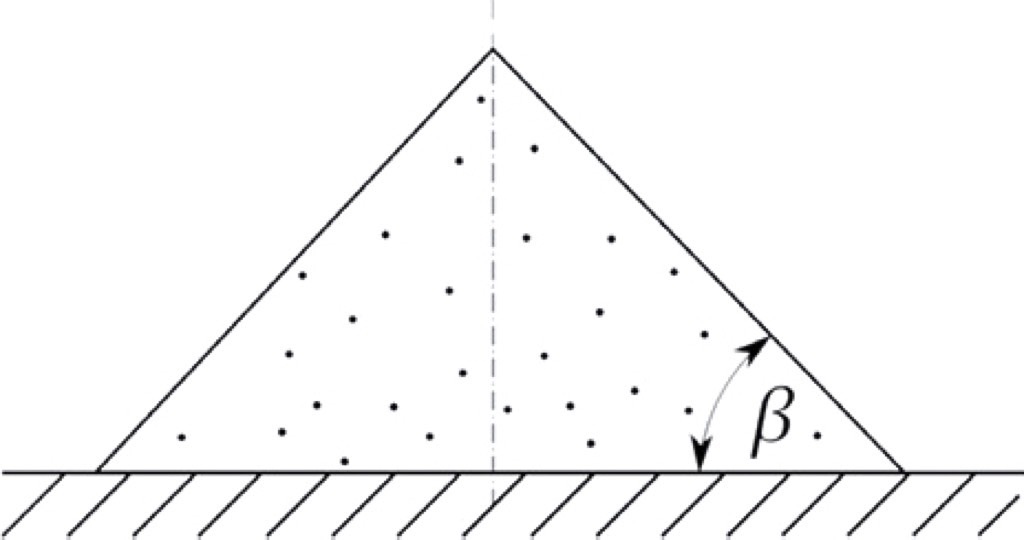
Particle Size DistributionThe previously mentioned standard [5] specifies three distinct particle size distributions for wood chips based on passage of a round-hole sieve. The distributions are referred to as P16S, P31S and P45S. At least 60 mass percent of the particles must lie between the lower level of 3.15 mm and 16, 31.5 or 45 mm for P16S, P31S or P45S, respectively. A share of fines, smaller than 3.15 mm, of less than 10 to 15% is allowed and oversized particles, which are larger than 31.5, 45 or 63 mm, have to be limited to less than 6 to 10%. The maximum length of particles is restricted to 45, 150 and 200 mm. This means that for P31S and P45S wood chips with approximately 4.5 times the size of the largest particles of the main share are allowed to be present in the bulk. In combination with the share for fines, graded wood chips can feature a very wide particle size distribution, which has to be considered for feeding equipment design calculations.Angle of ReposeThe angle of repose is a commonly used value to characterise bulk solids for silo discharge design. It is defined as the angle between the lateral surface of a bulk solid formed under gravity and the ground, as shown in Fig. 3. According to the literature, it can be useful to categorise bulk solids from freely, easily, normally or poorly flowing to cohesive (p. 14, in [7]). With an angle of repose between 29° and 46° [6,8–10], wood chips can hence be categorised from normally to poorly flowing. The steep maximum angle of repose of wood chips arises from the combination of many different particle shapes and sizes and wood fibers. There is a strong tendency for wood chips to form bridges over orifices, because they can get tangled with each other. Thus, wood chips can cause severe problems in silo discharge [11,12] and other applications, like screw feeding, where they can cause blockage [6,13] which eventually leads to damage of the feeding system.
Friction Coefficient against SteelHandling equipment for wooden biomass is mostly manufactured from carbon steel or stainless steel. In silo discharge design, the outlet angle should be greater than the angle of repose of the bulk solid in order to grant mass flow and reliable draw down of material. The static friction coefficient between wood chips and mild or carbon steel can be considered equal [6] and its value typically ranges from 0.3 to 0.7 (p. 4-17 in [14]). However, the friction coefficient depends on surface roughness of steel, moisture content of wood chips and other micro-mechanical aspects and should always be measured in an application-oriented setup.Remark on the Standardisation of Wood ChipsEven though international standards for wood chips exist, there are wood chip manufacturers who do not offer wood chips according to these specifications. Those manufacturers mostly are small enterprises, which mainly produce for domestic customers and forgo processes such as drying or sieving of their product in favor of a competitive price. Thus, wood chips from such sources are ungraded and large deviations in qualitative aspects and physical condition have to be expected among different batches. One should not rely on the characteristics described in the above subsections, unless there is a clear statement from the manufacturer that the provided wood chips are in accordance with such standards.
1.2 Wood Chip Feeding for Combustion
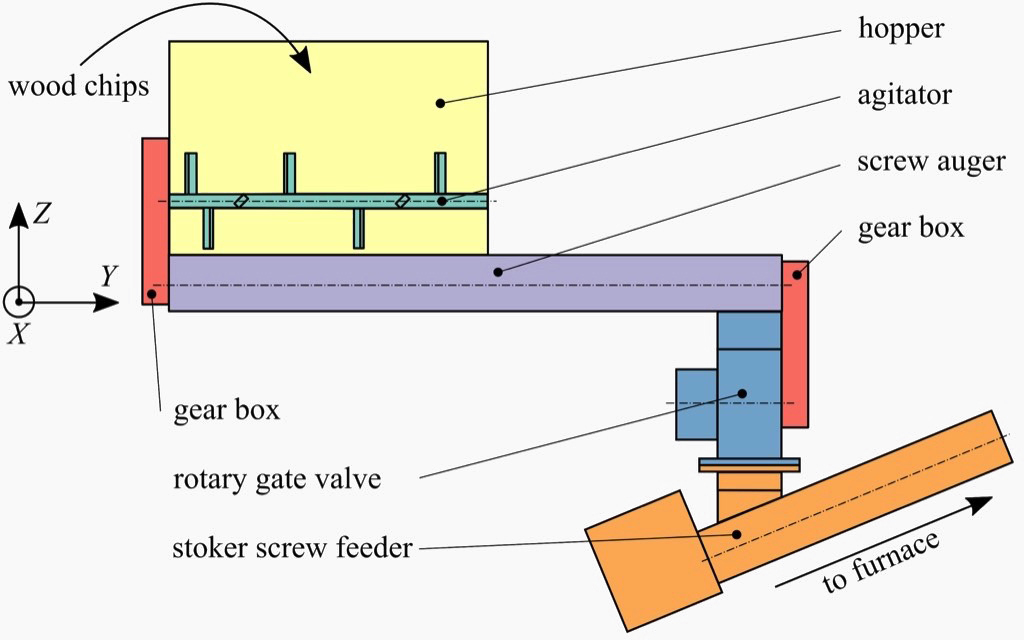
In context with energy generation, biomass is very often handled as particulate matter and the spatial dimensions of single particles range from a few millimeters for saw dust to about 100 millimeters for example for wood chips and elongated fibrous biomass. In addition, a certain share of dust is always present. Handling is carried out with stationary and mobile continuous or discontinuous bulk material handling equipment, e.g., grabs, belt conveyors, screw feeders or wheel loaders. Many of the handling devices which are used for biomass are designs, which had originally been developed for other bulk solids. Energy biomass (especially wood products) had mostly been used for domestic heat generation in the past and the transported quantities were rather small; hence there has only been limited demand for dedicated designs in the past.One typical application in small- and medium-scale combustion of wood chips is their transport from a bunker to the furnace. Fig. 4 shows a schematic of such a feeding system. Coming from a bunker, wood chips are fed into a hopper with a horizontally arranged agitator. The agitator’s task is to omit bridging above the hopper outlet and grant reliable mass flow from the hopper to the screw auger. After the trough of the screw auger, the wood chips pass a rotary gate valve before arriving at the stoker screw feeder. The rotary gate valve is a safety component for application in combustion to prevent backfire from the furnace to the bunker. This could occur if the feeding system was stopped, yet filled with fuel, and there were no spatial separation of fuel as provided by the valve. Finally, the stoker screw feeder transports wood chips directly into the furnace.
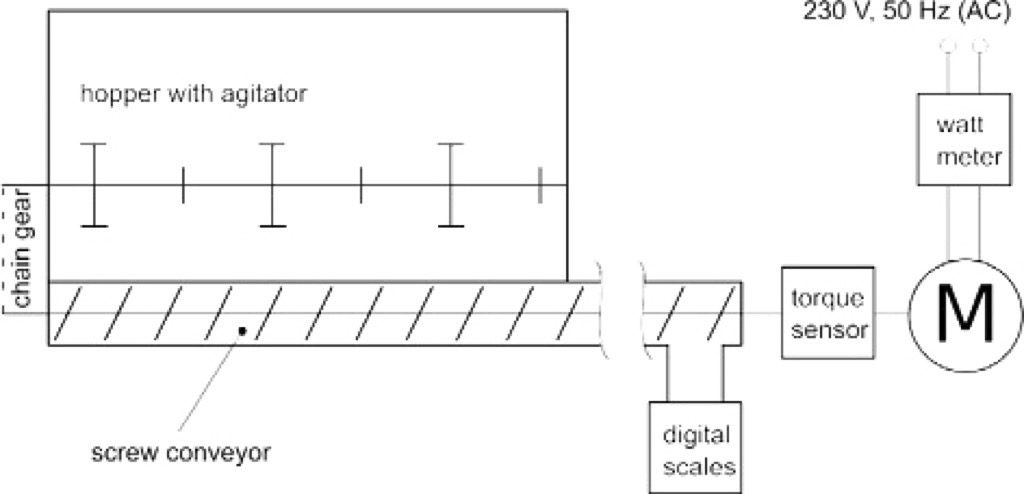
The three samples depicted in Fig. 2 were subject to experimental investigation by Rackl and Günthner ([6]; open access publication). Mass flow, combined driving torque of the agitator and screw auger as well as power consumption were measured with the setup depicted in Fig. 5. Apart from the basic wood chip samples S1, S2 and S3, two blends were investigated. Blend 1 consisted of 30 mass percent of S1 and 70 percent S3, whereas blend 2 consisted of 70 mass percent S1 and 30 percent S3. This means that the blends consisted of chunky wood chips and forest wood chips with a high share of fines.
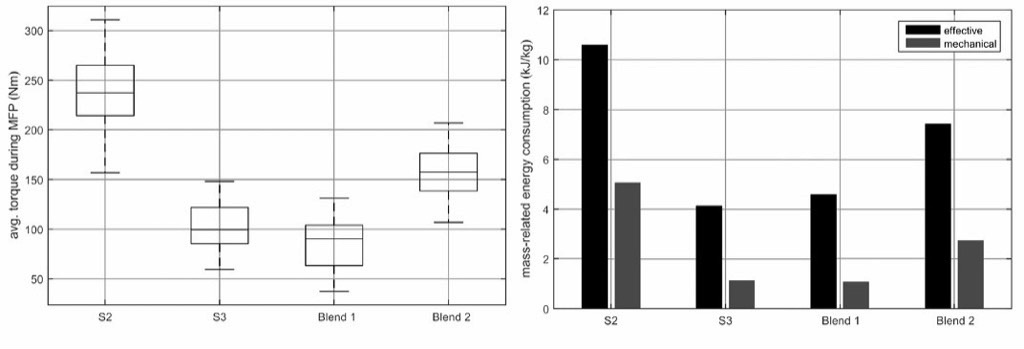
The results in [6] revealed significant differences for the investigated wood chip samples. Fig. 6 presents the driving torque and mass-related energy consumption of the overall system for the different samples. Sample S1 led to jamming of the screw auger of the experiment and these results could not be further considered. The remaining results show clear differences between S2, S3 and the two blends. One conclusion from these experiments is that blending hard-to-feed wood chips with forest wood chips can omit screw feeder blockage. This is due to the fines of the forest wood chips acting as a solid lubricant between the larger particles of S1; adding high-fine-content wood chips can increase the flowability of a blend.
2. Simulation of a Wood Chip Feeding System Using DEM
The discrete element method (DEM) is a numerical simulation method, which was developed by Cundall and Strack [15] to model rock mechanics. Over the last two decades it has been adopted to model the mechanical behavior of bulk solids for various applications, ranging from powder technology to mining industries.
2.1 Discrete Element Method Theory
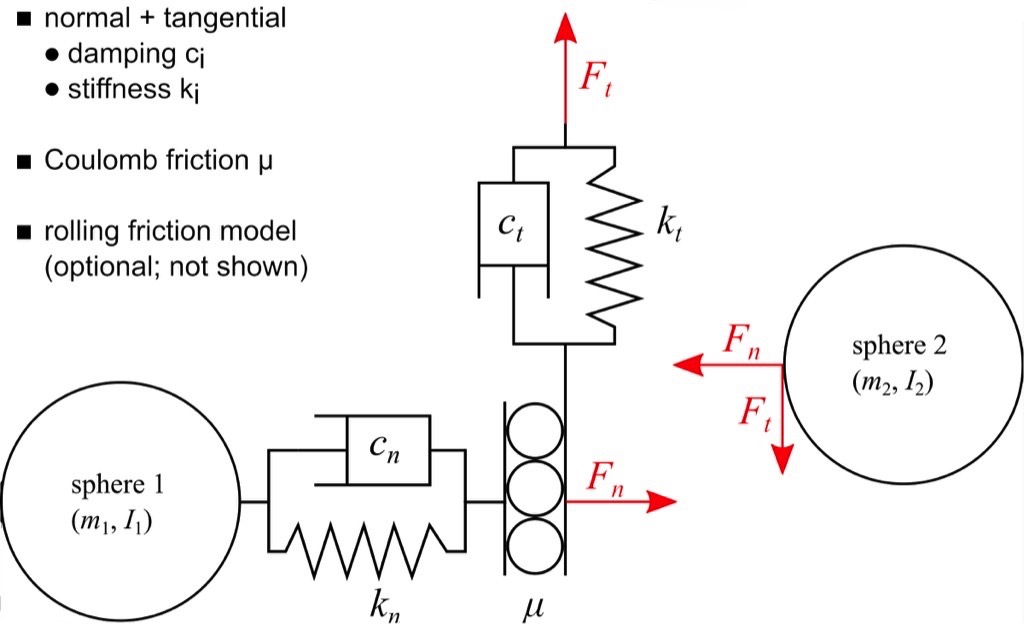
A considerable part of DEM’s recent career can be attributed to the availability of ever affordable computer power, since this method is very demanding for central processing unit (CPU) power. DEM can describe the motion and interaction of thousands of particles in a simulation domain. Such interaction can occur between particle and particle as well as between particle and so called walls, where the latter could be mesh geometry of machinery. DEM can be especially useful to compute forces and loads acting on feeding equipment or to predict possible problems with the flow of bulk material at transfer points.Particles are modelled as spheres in classical DEM, because of the computationally cheap contact detection. More complex particle shapes can be accounted for by clumping several spheres together. For the soft-sphere approach, the Hertz-Mindlin contact model [16] is a widely applied model to describe the contact situation between two particles. It is a non-linear contact model and, as depicted in Fig. 7, based on normal und tangential contact stiffness and damping as well as Coulomb friction; various rolling friction models can be implemented, too.
In DEM, the motion of particles is governed by Newton’s second law of motion and the forces acting on a single particle consist of two parts in case of a cohesionless bulk solid. In Eqs. 1 and 2, the temporal derivative of the ith particle’s velocity, vi, times its mass m equals the sum of the gravitational force, Fi,g, and the contact forces, Fi,HM, from the Hertz-Mindlin contact model. Analogously, the rotational velocity depends on the rotational moment of inertia, Ii, and the torque, Ti, acting on the respective particle. [17]![]()
![]() The following material data are required to parametrise a DEM simulation with one bulk solid and walls made from steel. For the bulk solid and wall: particle sizes, particle density, Poisson’s ratio, Young’s modulus. In terms of contact law parameters, the following quantities are needed: static friction coefficient, coefficient of restitution and rolling friction coefficient; each for particle-particle and particle-wall contact. Also note that the rolling friction coefficient is sometimes used to mimic particle shape [19].
The following material data are required to parametrise a DEM simulation with one bulk solid and walls made from steel. For the bulk solid and wall: particle sizes, particle density, Poisson’s ratio, Young’s modulus. In terms of contact law parameters, the following quantities are needed: static friction coefficient, coefficient of restitution and rolling friction coefficient; each for particle-particle and particle-wall contact. Also note that the rolling friction coefficient is sometimes used to mimic particle shape [19].
2.2 Parameter Study on the Mounting Position of the Agitator
The commercial DEM software EDEM [20] was used to model the system depicted in Fig. 5. The main aim was to investigate the influence of the mounting position of the agitator, since the experimental investigation had indicated that a large part of the driving torque is taken up by the agitator to stir through the wood chips.The mass-related energy consumption of the feeding system was computed for a total of eleven configurations (Table 1), where the agitator’s axis of rotation was displaced vertically and horizontally [21]. Corresponding results were compared to the original mounting position, which was used as a reference.
| Number | Displacement from reference configuration [mm] | |
| X | Z | |
| 1 (reference) | 0 | 0 |
| 2 | 0 | -30 |
| 3 | 0 | 40 |
| 4 | 0 | 120 |
| 5 | 0 | 200 |
| 6 | 0 | 280 |
| 7 | 40 | 0 |
| 8 | -40 | 0 |
| 9 | 40 | 40 |
| 10 | -40 | 40 |
| 11 | 100 | 120 |
| 12 | -100 | 120 |
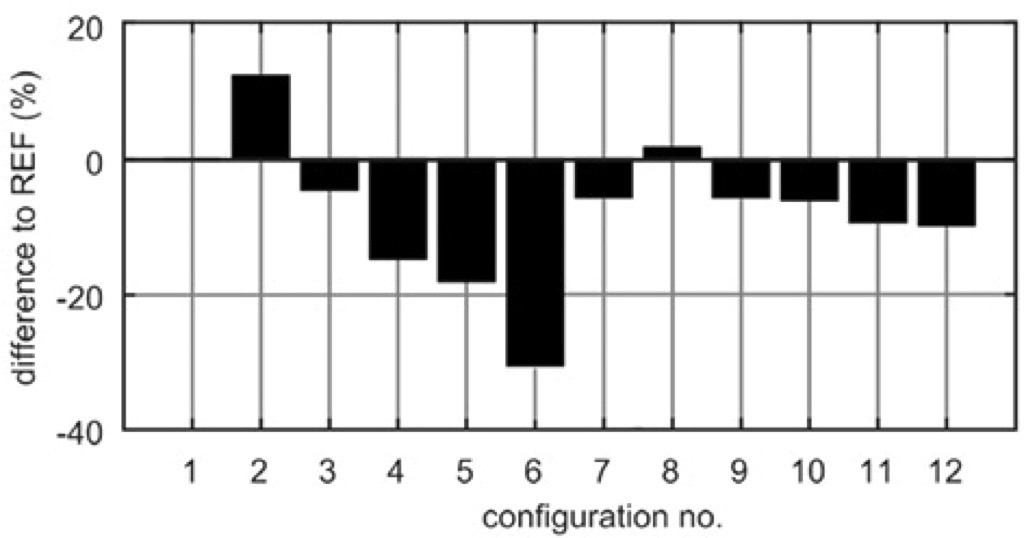
Fig. 8 shows the results for the mass-related energy consumption in relation to the original mounting position of the agitator. Energy consumption of the feeding system can be reduced by as much as 30% when the agitator is mounted higher above the hopper outlet (no. 3-6 in Fig. 8). This effect is due to the agitator having a smaller amount of wood chips pushing down onto it. In addition to this, the agitator loses contact with the wood chips at an earlier stage, as the wood chip filling level inside the hopper decreases.
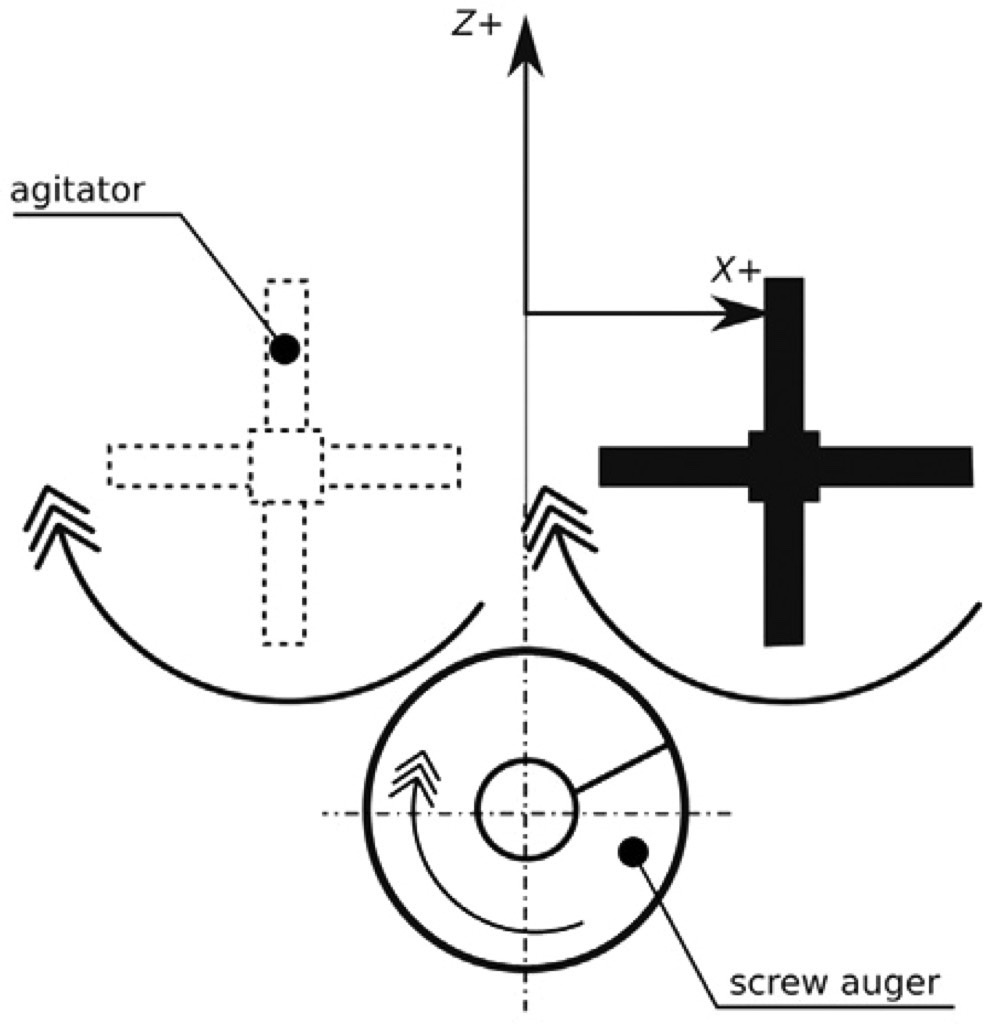
The effect of shifting the agitator horizontally had less influence, however there could be other reasons to arrange the agitator’s axis of rotation asymmetrically. Fig. 9 shows the effect, when the agitator is displaced towards X+ (solid) and X- (dashed) including the direction of rotation of the agitator and screw auger. If the agitator is shifted towards X+, it tends to loosen wood chips above the screw auger, while in the X- configuration, it pushes down onto the latter.
In conclusion, the mounting position of the agitator can have a significant influence on the mass-related energy consumption of a feeding system, i.e., the energy use per kilogram of transported wood chips. It could be demonstrated that even simple changes in assembly design may significantly reduce energy usage and that auxiliary feeding equipment can contribute a significant portion to the requirements for driving torque and connected load.
3. Ongoing Research Concerning Biomass and Biomass Feeding
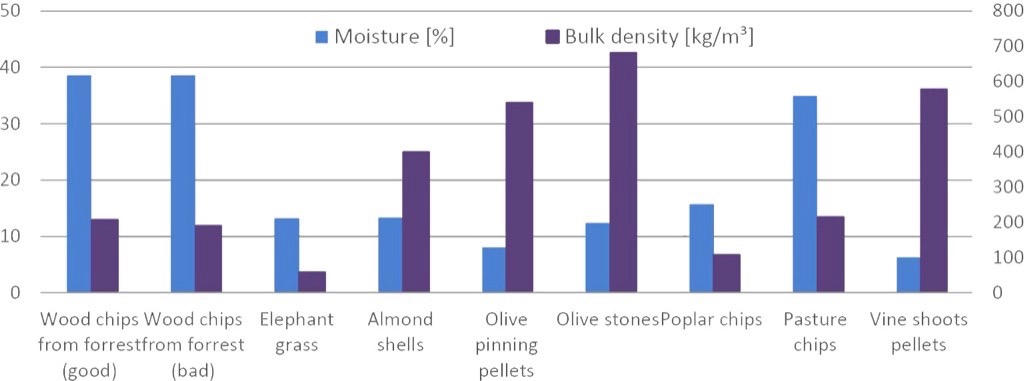
As mentioned before, several other biomass materials, such as straw, miscanthus and lawn grass, are also available on the market. However, the physical nature and mechanical behavior of these materials usually differ a lot; particles can be elastic, fibrous, flaky, and even stringy naturally.In recent years, many research projects around the world, such as BioBoost [22] or DIBANET [23], were initiated to address previous difficulties in harvesting, pretreatment, storage, transport and feeding of biomass, so as to optimise small- and large-scale applications. Besides, other ongoing EU projects, like FlexiFuel-CHX [24], aim at developing a new and highly efficient residential biomass heating technology regarding fuel flexibility; for example utilisation of forest residues, short rotation forestry (SRF- willow, poplar), miscanthus, olive stones, nut shells and agro-pellets. One important step of this project is to develop a fuel-flexible fuel feeding system, including fuel extraction system and feedstock.It is well known that the physical conditions of biomass depend on their type. Fig. 10 shows large and irregular differences between them with regard to moisture content and bulk density.
According to the preliminary results from the FlexiFuel-CHX project, the feeding behavior varied significantly among different biomass fuels, such as forest residues, miscanthus and pellets, which were also discussed in similar studies [25]. It means that the various properties of biomass affect process features, including the flow rate, energy rate as well as torque. For example, the flow rates of these three fuels mentioned measured within 10 minutes were 0,002 kg/s, 0,0005 kg/s and 0.02 kg/s, respectively, when the screw auger ran under the same conditions. In addition, the recorded power fluctuations when feeding forest residues and pellets with the same rotational speed of the screw auger were clearly different from each other as well, even though the motor was always configured with the same frequency controller. Considering these properties, possible problems with fuel flexibility and air tightness with certain fuels will have to be addressed in particular. Two prototype screws are planned to be designed and manufactured after analysing the results from discrete element method (DEM) simulations, in which material models for different biomass will be established.
4. Conclusion
As mentioned in various previous works ([26], [27]), the reliability of a fuel-flexible feeding system, which is of major importance in application, is mainly affected by the wide range of different biomass particle properties. Therefore, more research and testing are necessary in every aspect of fuel-flexible feeding systems for popularisation of biomass energy. All those works have provided a common basis for further analysis, but are still incomplete regarding standardised engineering practice for designing biomass feeding systems.
References:
- European Commission, Directorate-General for Energy: Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions: A Policy Framework for Climate and Energy in the Period from 2020 to 2030, Brussels, 2014, available at http://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:52014DC0015&from=en (accessed on August 30, 2016).
- eurostat: Primary production of renewable energy by type, available at http://ec.europa.eu/eurostat/tgm/table.do?tab=table&init=1&language=en&pcode=ten00081&plugin=1 (accessed on August 9, 2016).
- Scarlat, N., J.-F. Dallemand, F. Monforti-Ferrario, V. Nita: The role of biomass and bioenergy in a future bioeconomy: Policies and facts, Environmental Development 15 (2015) 3–34.
- Dai, J., H. Cui, J.R. Grace: Biomass feeding for thermochemical reactors, Progress in Energy and Combustion Science 38 (5) (2012) 716–736.
- European Committee for Standardisation: Solid biofuels - Fuel specifications and classes - Part 4: Graded wood chips (German version), Beuth Verlag GmbH, Berlin 27.190; 75.160.10, 2014 (accessed on August 10, 2016).
- Rackl, M., W.A. Günthner: Experimental investigation on the influence of different grades of wood chips on screw feeding performance, Biomass and Bioenergy 88 (2016) 106–115.
- Hoffmann, K., E. Krenn, G. Stanker: Fördertechnik 1: Bauelemente, ihre Konstruktion und Berechnung, 6th ed., Oldenbourg, Wien [u.a.], 2001.
- Ima, C.S., D.D. Mann: Physical Properties of Woodchip: Compost Mixtures used as Biofilter Media; Agricultural Engineering International: the CIGR E-journal (9) (2007) Manu-script BC 07005.
- Mattsson, J.E.: Basic handling characteristics of wood fuels: Angle of repose, friction against surfaces and tendency to bridge for different assortments; Scandinavian Journal of Forest Research 5 (1-4) (1990) 583–597.
- Wu, M.R., D.L. Schott, G. Lodewijks: Physical properties of solid biomass; Biomass and Bioenergy 35 (5) (2011) 2093–2105.
- Jensen, P.D., J.E. Mattsson, P.D. Kofman, A. Klausner: Tendency of wood fuels from whole trees, logging residues and roundwood to bridge over openings; Biomass and Bioenergy 26 (2) (2004) 107–113.
- Mattsson, J.E.: Tendency to bridge over openings for chopped Phalaris and straw of Triticum mixed in different proportions with wood chips; Biomass and Bioenergy 12 (3) (1997) 199–210.
- Dai, J., J.R. Grace: Biomass granular screw feeding: An experimental investigation; Biomass and Bioenergy 35 (2) (2011) 942–955.
- Bergman, R., Z. Cai, C.G. Carll, C.A. Clausen, M.A. Dietenberger, R.H. Falk, C.R. Frihart, S.V. Glass, C.G. Hunt, R.E. Ibach, D.E. Kretschmann, D.R. Rammer, R.J. Ross: Star, Wood handbook: Wood as an engineering material. General Technical Report FPL-GTR-190, Univ. Pr. of the Pacific, Madison, WI, USA, 2000.
- Cundall, P.A., O.D.L. Strack: A discrete numerical model for granular assemblies; Géotechnique 29 (1) (1979) 47–65.
- Mindlin, R.D., H. Deresiewicz: Elastic Spheres in Contact Under Varying Oblique Forces; Journal of Applied Mechanics (20) (1953) 327–344.
- Y. Guo: A coupled DEM/CFD analysis of die filling process. PhD thesis, Birmingham, 2010.
- Rackl, M., F. Top, C.P. Molhoek, D.L. Schott: Feeding System for Wood Chips: A DEM Study to Improve Equipment Performance; Biomass and Bioenergy; manuscript under review.”
- Wensrich, C.M., A. Katterfeld: Rolling friction as a technique for modelling particle shape in DEM; Powder Technology 217 (2012) 409–417.
- DEM Solutions: EDEM 2.7; Edinburgh, United Kingdom.
- Rackl, M. F. Top, W.A. Günthner: DEM study on the interaction of an agitator with a screw-conveyor-discharged hopper: Poster; in: PARTEC 2016 - International Congress on Particle Technology, Nuremberg, VDI Verlag GmbH, 2016, p. 348.
- BioBoost consortium, available at http://www.bioboost.eu/home.php (accessed on August 29, 2016).
- DIBANET consortium, available at http://www.dibanet.org/ (accessed on August 29, 2016).
- FlexiFuel-CHX consortium, available at http://flexifuelchx.eu/ (accessed on August 29, 2016).
- enkins B., L. Baxter, T. Miles: Combustion properties of biomass; Fuel Processing Technology 54 (1-3) (1998) 17–46.
- Ramírez-Gómez, Á.: Research needs on biomass characterization to prevent handling problems and hazards in industry; Particulate Science and Technology 34 (4) (2015) 432–441.
- Gil, M., D. Schott, I. Arauzo, E. Teruel: Handling behavior of two milled biomass: SRF poplar and corn stover; Fuel Processing Technology 112 (2013) 76–85.
| About the Authors | |
| Prof. Dr.-Ing. Dipl.-Wi.-Ing. W.A. GünthnerProfessor Günthner is head of the Institute for Material Handling, Material Flow, Logistics. He studied Mechanical Engineering and Industrial Engineering at Technische Universtität München and finished his dissertation in 1985. Subsequently, he became head of the engineering design department of Kettner Verpackungsmaschinen. In 1989, he started his career in academics with a professorship for materials handling at University of Applied Sciences Regensburg. He then changed to the Technical University of Munich in 1994. Professor Günthner is chairman and board member of several associations, including the scientific advisory council of the BVL, WGTL, the VDI Society Production and Logistics and the VDI Special Field Technical Logistics.Institute for Materials Handling, Material Flow, LogisticsTechnical University of Munich; Germany | |
| Michael Rackl, M.Sc.Michael Rackl is a research associate and PhD student at the Technical University of Munich (TUM) in Garching, Germany. He completed an apprenticeship as Tools Mechanic before he studied Mechanical Engineering and received his Master’s degree from OTH Regensburg, Germany, in 2013. During his studies, he specialized on numerical modeling and simulation and spent about 15 months working in the United Kingdom, Taiwan and the USA. Since 2013, he is employed at the Institute for Materials Handling, Material Flow and Logistics at TUM’s Mechanical Engineering Department. His main research interest is calibration of discrete element models and simulation of particulate solids with regard to bulk materials handling.Institute for Materials Handling, Material Flow, LogisticsTechnical University of Munich; Germany | |
| Yuan Tan, M.ScYuan Tan is a research associate and PhD student at Institute for Materials Handling, Material Flow and Logistics (fml), Technical University of Munich, in Garching, Germany. Before, she studied Mechanical Engineering at Technische Universtität Darmstadt with a specialization in production, automation and engineering design, she got her bachelor degree in Chongqing University (China) with honor of outstanding graduates, in 2013. As member of fml’s bulk materials research group her research field is bulk solids conveying. While she works mainly on the EU project “Flexifuel-CHX” since beginning of 2016, she is also responsible for industry projects with focus on bulk solids conveying using DEM-simulation.Institute for Materials Handling, Material Flow, LogisticsTechnical University of Munich; Germany |
■

