

(From the archive of ”bulk solids handlingshowthread.php?32098 About the bulk solids handling journal and this archive", article published in Vol. 32 (2012) No. 3 , ©2012 bulk-online.com)
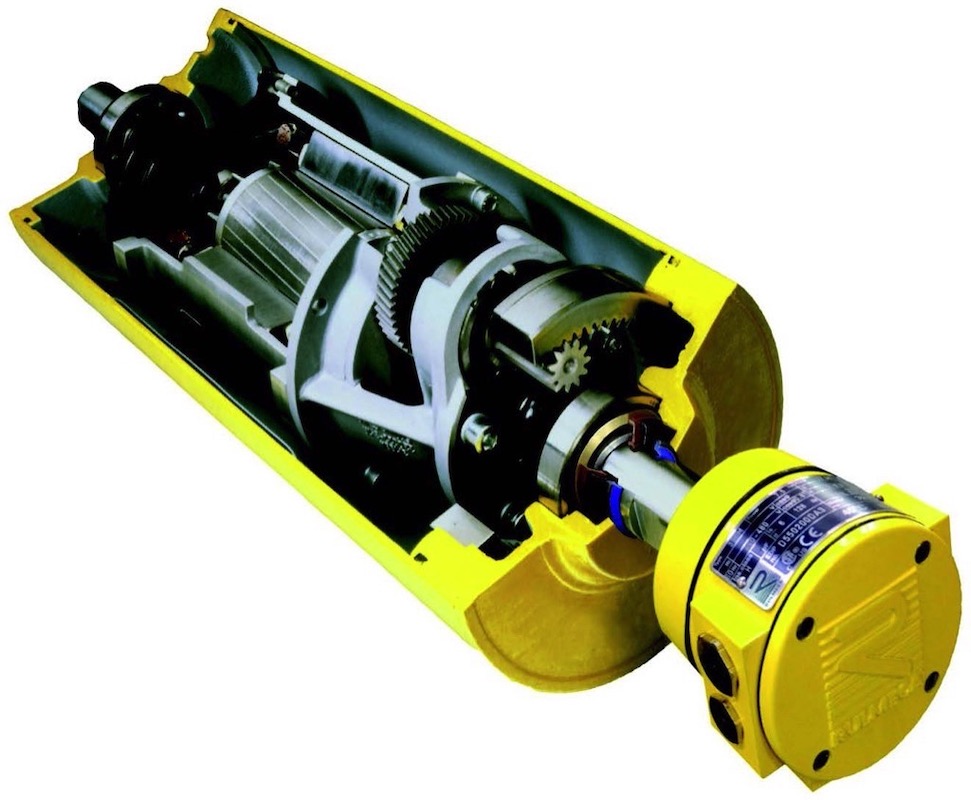
Five major bulk transfer terminals increased conveyor system reliability and improved conveyor belt performance through the use of motorised pulleys. Handling iron ore, coal, and raw salt, these facilities consist of three rail-to-ship fresh water ports, one deep salt mine with barge loaders, and one deep water ship-to-ship and ship-to-rail bulk transfer terminal.The motorised pulley is an internally powered and hermetically-sealed conveyor drive system which encloses a motor and gearbox within an oil-filled pulley shell. The special seal and continuous oil bath explain the product’s reliability and longevity.
Duluth, Minnesota, US
Built in 1918 as a gravity feed dock, the Duluth Dock, owned and operated by The Canadian National Railway Company (CN), is the most recent North American ship loading facility to upgrade a primary conveyor with motorised pulleys manufactured by Rulmeca.Two 180 horse power (approx. 135 kilowatt) model 800H Rulmeca motorised pulleys were installed in 2011 at opposite ends of the reversing shuttle belt located atop of the huge ship loader surge bins, see Fig. 2. They replaced the shuttle’s 30 year old exposed drives, which were part of the conveyor added to the dock in 1981. With winter temperatures as cold as 20oF below zero (approx. –30°C), it is essential that the shuttle conveyor drives be reliable and robust in order to keep ore flowing to dock pockets. Each motorised pulley is outfitted with a class H motor, synthetic oil, and re-greasable labyrinth seals.

Each of the motorised pulleys operates independent of the other. The east drive is energised to move material eastward and the west drive is energised to move material westward. An enclosed cab is positioned at each end of the shuttle conveyor to provide a clear line of sight to the operator.For example, when material is transferred west, the operator sits in the west cab to control shuttle travel and location of articulating boom. This enables the operator to position the shuttle conveyor and the articulating transfer boom conveyor above the north, central, or south ship loader hoppers. Up to 20 ship loader conveyors transfer ore directly from the dock pockets onto Great Lakes ore ships up to 1000 feet (approx. 300 metres) in length.
Escanaba, Michigan, US
The Escanaba Ore Terminal, owned and operated by Canadian National Railway Company (CN), is located on the Upper Peninsula of Michigan and serves the iron mines in the region. It unloads 8 million tonnes per year of taconite iron ore pellets from rail cars, stockpiles them, and loads them onto Great Lake vessels bound for Chicago-area steel mills.
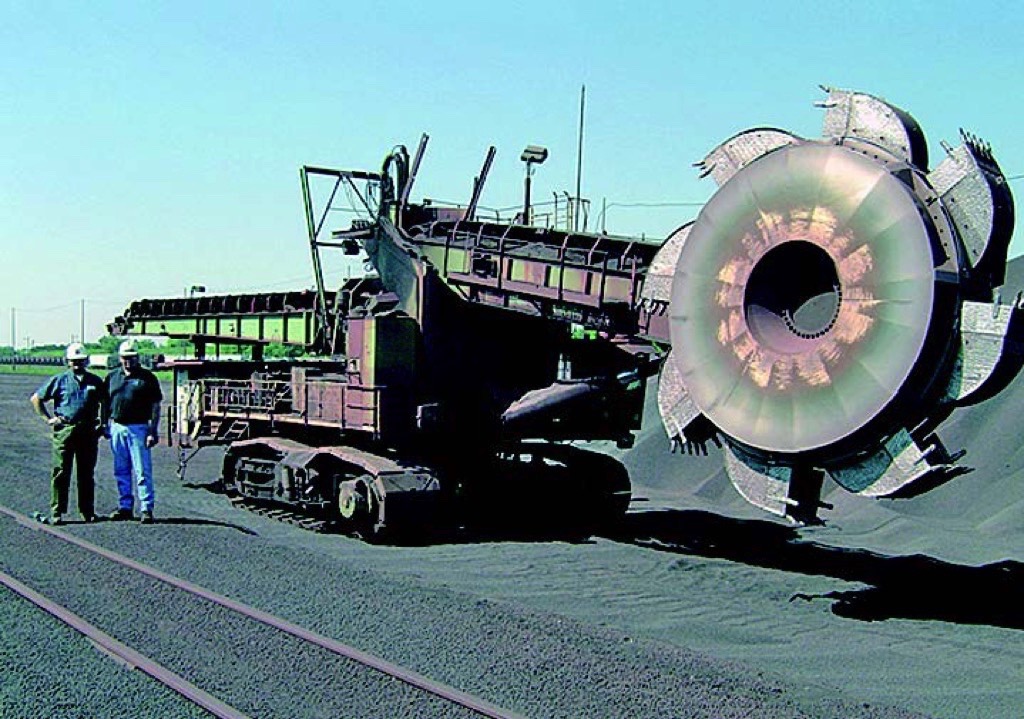
The facility installed two Rulmeca motorised Pulleys on the bucket wheel reclaimer in 1985 to drive the boom and discharge conveyors, see Fig. 3 [1]. Now in their 27th season, each drive consists of a 200 horse power (approx. 150 kilowatt) drivetrain hermetically sealed within a 40 inch diameter (approx. 1.0 metre) pulley shell. Since that time, the reclaimer has handled more than 200 million tonnes of taconite pellets, a North American record.Pete Candela, Supervisor of Dock Operations, said, "We are happy with the Rulmeca motorised pulleys. They last longer both mechanically and electrically than any other conveyor drive system."
Avery Island, Louisiana, US
Some 1200 miles (approx. 1900 kilometres) south of Duluth in the swampy region of Avery Island, Louisiana, Cargill Deicing operates a salt mine and barge loading terminal. The deep mine has battled the effects of corrosion and abrasion since the mine shaft was first sunk into the huge salt dome in 1862.Operations and maintenance personnel use stainless steel, special paint, and wooden structures to combat corrosion due to salt accumulation in the humid Louisiana marshlands. However, it was not until Everett McBride first tried Rulmeca motorised pulleys in the barge loading system in 2004 that the company began seriously converting their exposed conveyor drive systems to internally-powered conveyor drive pulleys.Now the mine enjoys higher system reliability and lower maintenance expense because the pulleys enclose all drive components within an oil filled hermetically sealed pulley shell. Rather than struggling to protect moving components, Cargill "hides" them out of harm’s way, see Figs. 4 and 5.
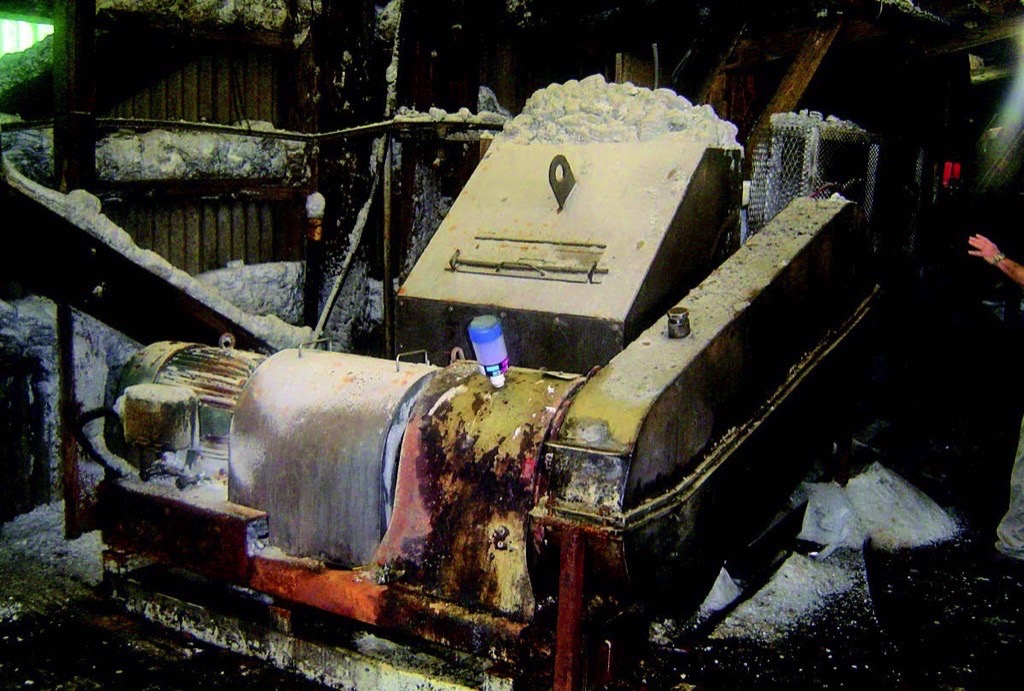 Fig. 4: An original conveyor drive system at Cargill’s Avery Island operations with exposed motor, gearbox, and chain/sprocket assembly.
|
 Fig. 5: By replacing the original drive system with a 60 horse power (approx. 45 kilowatt) Rulmeca motorised pulley, Cargill eliminated all exposed components.
|
Cargill has standardised on three Rulmeca motorised pulley models (i. e. 500M, 630H, and 800H) to limit the number of spares protecting the system. This is possible because only two different belt widths are used in the entire barge loading system.The models are: 500M at 20 horse power (approx. 15 kilowatt) and 480 feet per minute (approx. 2.4 metres per second) with 31.5 inch (approx. 0.8 metre) face width, 630H at 60 horse power (approx. 45 kilowatt) and 600 feet per minute (approx. 3 metres per second) with 37.4 inch (approx. 0.95 metre) face width, and 800H at 75 horse power (approx. 56 kilowatt) and 480 feet per minute (approx. 2.45 metres per second) with 45.28 inch (approx. 1.15 metre) face width.Cargill Deicing operations and maintenance personnel have been very satisfied with the motorised pulleys' performance and are pleased that formerly exposed drive components are now out of sight and out of mind.Special features incorporated into the Cargill motorised pulleys include inorganic zinc rich primer, 12 mils (approx. 0.3 millimetre) of Carboline Carbomastic CM15FC paint, re-greasable labyrinth seals, and stainless steel shafts. The paint system protects steel and cast iron surfaces while the labyrinth seals provide a grease barrier to protect all double lip shaft seals. In addition, Class H motors and synthetic oil protect the drive system from the heat of the Louisiana marshland climate.
Fairlie, Largs, Scotland, UK
Across the Atlantic Ocean, 4500 miles (approx. 7200 kilometres) from Avery Island, Clydeport upgraded its ship loader conveyor drives and primary dock conveyor with motorised pulleys delivered by Rulmeca in 2011 and 2012 at the Hunterston Terminal in Fairlie, Largs, Scotland. This follows several years of successful testing of Rulmeca drives elsewhere at the facility. Capable of unloading 350,000 dwt cape size vessels and loading 95000 dwt vessels, the Hunterston Terminal has the fastest discharging rates in the UK and is keenly aware of the risk of demurrage fees if the terminal’s conveyor system were to delay coal loading or unloading.Ideally located for UK, Irish, and European coal markets, Hunterston also offers rail and road links. With a promise of more reliable "up time" plus a reduction in energy costs, the motorised pulley made its debut in 2008 on a secondary conveyor drive in the terminal’s rapid train loading station.Two additional drives were installed in the train loading station in October 2009, this time on the primary circuit, making a total of three 100 horse power (approx. 75 kilowatt) 600 feet per minute (approx. 3 metres per second) model 800H units in the bunker feed system [2]. Hunterston’s shifts maintenance manager, Willie Caig, said "We’ve run the Rulmeca pulleys in the train loader on and off 24 hours a day, depending on coal demand, without any problems. We look forward to the same good product performance when we fit the big drives onto our ship loader and export dock conveyor."With regreasable labyrinth seals, ceramic lagging, and internal backstops, Hunterston’s new ship loader and dock conveyor drives will offer high product and personnel protection in the harsh salt water environment. In addition to two clamshell ship unloaders, a shiploader, and a train loadout station, Hunterston Terminal has a 120 acre (485000 square metre) coal stockyard serviced by three bucket wheel stacker reclaimers, operating 24 hours/ day, 7 days/week.
Superior, Wisconsin, US

Located in the greater Duluth area, the Allouez Dock, owned and operated by BNSF Railway, installed three Rulmeca motorised pulleys to upgrade conveyor drives on a forty year old bucket wheel reclaimer in 2004, see Fig. 6 [1]. Since that time the terminal installed six more motorised pulleys upgrading two additional reclaimers and three motorised pulleys upgrading the train unloader. After five seasons of use, Gary Kucharyski, Allouez Dock Maintenance Supervisor, said, "The use of two motorised pulleys on each of our three reclaimer discharge conveyors has enabled us to reduce slack side tension and increase the service life of our belts. We are pleased not only with the reliability of our Rulmeca motorised Pulleys but also with the extended belt life they have yielded."As shown in Fig. 7, the dual drive system is "nested" beneath the discharge conveyor. The serpentine arrangement yielded 420 degrees of belt wrap, significantly more than the original 180 degrees. Calculations showed that the additional 240 degrees of belt wrap reduced slack side tension to prevent belt slippage and/or sag, T2, by 29 percent. This drop in T2 resulted in a reduction of 13 percent in T1, total belt tension.Nesting a dual drive onto a reclaimer was a new idea in 2004, but underground coal mines have used dual drive systems in a serpentine arrangement for many years as booster drives to spread "effective belt tension" (Te) along the length of the conveyor instead of concentrating all effective tension at the discharge end of the conveyor. Minimising the amount of tension that a conveyor belt must withstand reduces its weight, which is essential to assembling and relocating conveyors underground efficiently [3].
Conclusion
Older facilities, such as shipping terminals for ships and barges, which face the risk of high demurrage charges in the event of a ship loading delay, will derive a significant financial benefit by replacing problem-prone exposed conveyor drive systems with motorised Pulleys. Since they enclose all drive components within an oil-filled and hermetically-sealed pulley shell, Rulmeca motorised Pulleys increase system reliability, lower maintenance expense, improve personnel safety, save space, and reduce power consumption when compared with exposed drive systems, especially when the exposed system is nearing the end of its useful life.
A Note from the Editor
For all statements in this article that refer – directly or indirectly – to the time of publication (for example “new”, “now”, “present”, but also expressions such as “patent pending”), please keep in mind that this article was originally published in 2012.
References:
- Gawinski, M. J., Gresch, W.: Motorised pulleys solve harsh environmental problems at North American ship loading terminals. Proceedings of Bulk Europe 2006 Conference, Barcelona, Spain, October 2006.
- Gawinski, M.: Hunterston terminal powerful Rulmeca motorised pulleys installed at deepwater coal port. Coal People Magazine, August 2011, pp. 24-25.
- Pringle, S., Barry, M., Gawinski, M. J.: Motorised pulley solves dirt conveyor problem at UK coal colliery. 23rd Annual International Coal Preparation & Aggregate Processing Exhibition & Conference, Lexington, KY, May 2006.
| About the Authors | |
| Michael J. GawinskiPresidentRulmeca Corporation, USA | |
| Jason D. JanischVice PresidentJasper Engineering & Equipment, USA |
■
