

(From the archive of ”bulk solids handling", article published in Vol. 34 (2014) No. 2 , ©2014 bulk-online.com)

A suitable solution for the intraplant transport of sewage sludge with a high content of dry matter is the Schrage tube chain conveyor. Depending on the tube diameter (115 to 270 mm), the conveyor system is suitable for bulk material quantities of up to 80 m³/h and layouts of up to 60 m horizontally and/or 40 m vertically. It allows for the transportation of highly abrasive, toxic, explosive, adhesive, or even chemically aggressive products and is thus an ideal means of conveyance for challenging bulk materials such as sewage sludge.
Flexible Continuous Conveyor System
The tube chain conveyor is a mechanical conveyor and belongs to the group of continuous conveyors. The basic components include a tensioning and a drive unit, the tubes for the conveying and the return side and an endless conveyor chain that is equipped with evenly spaced conveyor discs. The bulk material to be transported is fed through the inlet onto the conveying path and is then hauled by the conveyor discs that are attached to the driven chain. Depending on individual needs, the bulk material can be discharged at the end of the conveying path or at intermediate discharge points.The huge advantage of the tube chain conveyor compared to belt conveyors, screw conveyors, troughed chain conveyors, or bucket elevators is its space-saving flexible layout. The possibility of horizontal, vertical, and even diagonal layouts allows for perfect integration into the environment and the ability to handle any kind of conveying path, regardless of its direction.A single tube chain conveyor can often replace several systems, e.g. a combination of a bucket elevator and screw conveyor.This way, the sewage sludge can be transported straight from the drying system to the silo using only one means of transport. The tube chain conveyor can also be used to discharge from the silo and to load the material onto a truck. This not only reduces maintenance costs but is also reflected in the costs for spare inventory. There is very little wear on the conveyor due to the extremely low chain speeds. Depending on the design, the tube chain conveyor uses between 0.37 and 11 kW. That is 20 times less energy than a pneumatic conveyor or 3-4 times less than a screw conveyor.
Good for Mankind and the Environment
Sewage sludge may contain a number of hazardous substances, which might be hazardous for the environment as well as harmful for people. The hermetically sealed system of the tube chain conveyor provides for the safe, gas-tight, and odorless transport of sewage sludge. And the manual handling of the dry sludge, which may require special safety measures, can be eliminated with the use of tube chain conveyors, thereby providing for operational safety.Systems that need to be installed in areas exposed to explosion hazards are designed in compliance with Atex. The utilisation of special plastic discs prevent the build-up of ignition sources.
Lowering Operational and Energy Costs
The basis for any successful and safe operation of a sewage sludge drying plant is a reliable and low-maintenance overall system. Especially when handling abrasive and corrosive sewage sludge, the focus should be on high-quality and low-maintenance system components. Each malfunction or repair has a negative impact on the performance data of the system. This includes not only the actual drying plant but also the conveyor system as part of the periphery.Each tube chain conveyor can be customized to the product that is to be transported from a selection of several mild or stainless steels as well as different disc materials. The low chain speed results in a long service life and minimum wear on the conveyor system. Therefore, maintenance and repair work on tube chain conveyors can be kept at a minimum so that the conveying process, and thus the production process, is not subject to longer interruptions. Only the chain tension and those components that are subject to wear, such as the conveyor discs, should be checked regularly through the maintenance openings.Compared to other conveyor technologies, tube chain conveyors can be operated using very little energy and their low system and operational costs contribute to cost savings. Due to the simple conveying process, this conveyor requires no expensive fixtures and only minimum control engineering since the bulk material flow is controlled via the chain speed or bulk material feed.
Gentle Bulk Material Transport
In order to obtain a high-quality final product, it is important that the sewage sludge granules or pellets remain in their original state. For this reason, conveyor systems are designed in a way that the product hardly mixes during transport and that extremely smooth surfaces will cause no more than partial grain friction on the tube. Low chain speeds and the low weight of the chain guarantee the gentle transport of the product with almost no grain destruction, unlike the frequently used screw conveyor.
Cleaning Accessories for adhesive Products
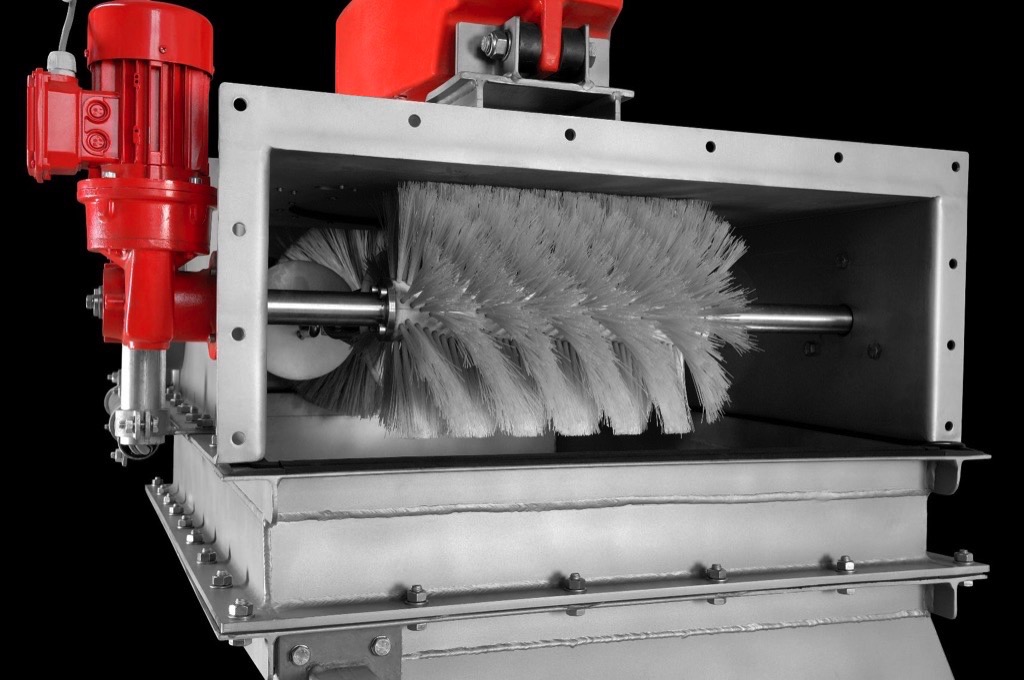
The tube chain conveyor is suitable for dried sewage sludge as well as for slightly adhesive sludges. Special tube materials with smooth surfaces, a material combination of different stainless steels and disc plastic developed specifically for this purpose, reduce the adhesion of the product and thus facilitate trouble-free transport. A design with next to no dead space prevents the build-up of residues within the conveyor systems.In addition, it is possible to install various cleaning tools such as brush systems, scraping sprocket wheels, cleaning discs, and vibration or jetting systems in order to separate adhesive or non-free flowing bulk materials from the chain and conveyor discs.
Versatile Use in almost all Industries
Tube chain conveyors are utilised for the transport of a large variety of bulk materials. They are, for example, used for dried sewage sludge in the waste industry and cement industry, but are also suitable for use in a number of other industries, such as the food, chemical, or plastics industry.
■

