

(From the archive of "bulk solids handling", article published in Vol. 32 (2012) No. 6, © 2012 bulk-online.com)When the Arch Western Coal Skyline Mine, located near Helper (UT), USA, decided to replace the belt of its pipe conveyor BC-8, it awarded the contract to design, manufacture, supply and replace the existing belt and commission the new belt to ContiTech Conveyor Belt Group, Germany. A special challenge was to design the new pipe belt to be suitable to the existing routing of BC-8, and to minimise downtime due installation and commissioning. during commissioning and after break-in, the company also carried out power measurements.The Skyline pipe conveyor BC-8 is located approx. 3500 metres above sea level and moves 1270 tonnes of coal per hour over a distance of 3400 metres downhill from the mine site to the mine’s train loading facilities. The conveyor has 22 horizontal and 45 vertical “sharp” curves and an elevation drop of -172 metres.Before Thyssenkrupp Robins, Inc., Denver (CO), USA), was contracted to build the pipe conveyor, trucks were used to transport coal. Transporting coal by pipe conveyor significantly improved the efficiency for maintenance and operations by a factor of 9 when compared with trucking [1]. The turnkey project included the design, delivery, installation and commissioning of the pipe conveyor belt.
Project Details

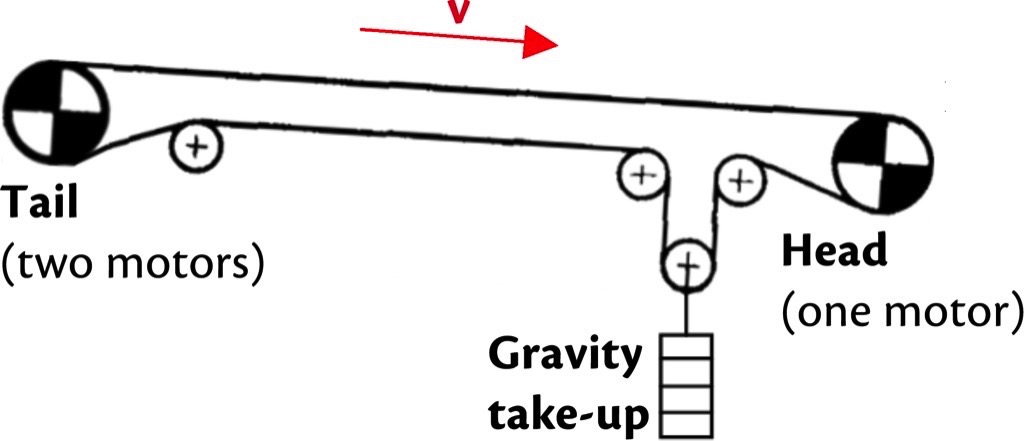
Upon initial installation, the Skyline Mine overland pipe conveyor BC-8 was the highest capacity and second longest steel cord pipe conveyor in the world. Since 1993, additional pipe conveyors that are longer and of higher capacity, have been built. This pipe conveyor is significant due to its high number of horizontal and vertical sharp curves and remains recognised, worldwide, as a remarkable material handling solution (Fig. 1).The routing follows the natural terrain as it traverses through Eccles Canyon while transporting the coal at a speed of 4.18 metres per second. Fig. 2 shows the drive and take-up configuration.
The main technical details of BC-8 as described in [1] are:
- Pipe conveyor belt: St1000 8+6, width 1600 millimetres
- Outer idler diameter: DO ≈ 452 millimetres (17.8 inch)
- Route: 22 horizontal und 45 vertical curves; min. curve radius Rmin = 365 metres (1200 feet); steepest inclination angle α = 11°
- Center distance: C-C = 3414 metres
- Take-up: gravity take-up at head Load/return idler spacing (straight): pl ≈ 2.27 metres (7 feet 6 inch) / pr ≈ 4.57 metres (15 feet)
- Load/return idlers spacing (curves): plc ≈ 1.83 metres (6 feet) / prc ≈ 3.66 metres (12 feet)
- Drive system: shunt DC-motors with 2 × 299 kilowatts (2 × 400 hp) drive power at tail plus 1 × 299 kilowatts (1 × 400 hp) drive power at head; max. overload 200 percent for 2 minutes
- Max. belt speed: vmax = 4.2 metres per second (827 feet per minute)
- Max. fill ratio: ηF ≈ 0.7
- Design mass flow: Im ≈ 1270 tonnes per hour (1400 short tons per hour)
- Material: crushed coal; maximum size dKmax ≈ 51 millimetres (approx. 2 inch)
- Temperature interval: -40 °C (40 °F) ≤ T ≤ +38 °C (+100 °F)
- Downhill conveyor system: difference in height between tail and head ΔH ≈ -172 metres (-564 feet)
Because ContiTech was not involved in the design and the installation of the initial belt, the company teamed up with two partners who already had the expertise in handling this conveyor system. The first partner was the supplier of the original equipment, ThyssenKrupp Robins (TKRI), USA. TKRI provided assistance in the planning of the belt replacement, the commissioning of the new belt and technical support for the necessary system maintenance to ensure that the new belt would fit into the existing structure. The second team member was Applied Industrial Technologies (AIT), USA, who knew the system and the conditions prevailing on site from various maintenance activities. AIT was responsible for all preparatory work for pulling the new belt, the belt splices and personnel during commissioning.
Design Considerations
Pipe conveyors are primarily used where the key characteristics of this type of conveyor can be fully utilised:
- Due to the specific idler configuration and the tubular shape of a pipe belt, the pipe conveyor may follow the natural terrain more easily than a standard troughed conveyor. Pipe conveyors allow small curve radii and steep inclination angles.
- The ability of a pipe conveyor system for 3D-curve routings often reduces the number of transfer points and thus earthwork. Also, the reduced number of mechanical components (drives) and transfer chutes minimised maintenance efforts and costs and the fewer number of transfer points increases the belt life.
- Conveyed material is fully enclosed by a pipe conveyor belt (Fig. 3). Therefore, the environment is protected from the bulk material and the conveyed material is protected from the elements like rain, snow or wind.
- Minimum spillage.
Pipe conveyors are a specialty product for the “right” application and offer solutions conventional conveyors cannot provide. If a pipe conveyor is compared against a troughed conveyor for an “ordinary” setting certain disadvantages become evident:
- Higher design, manufacturing and installation costs.
- Higher energy consumption due to pipe forming forces, friction in the belt overlap and a higher number of idlers.
- Lower capacities because of smaller cross sectional load area in relation to the belt width.
- Significantly more effort and specific knowledge of the system are necessary for the commissioning of a pipe conveyor.
For pipe conveyors, capacity, bulk density, maximum lump size and belt speed determine the pipe diameter and thus belt width, which determine application limits, in principal. Moreover, the safe operation of a pipe conveyor belt is determined by the required transversal stiffness of the belt, as the most important design parameter for the application. The transversal stiffness (i.e. the transversal flexibility) and the bending characteristic of the pipe belt depend on the application limits such as the required belt overlap, nominal belt strength and radii of horizontal and vertical curves in conjunction with local belt tensions. The belt’s very high transversal stiffness results in high forming forces and higher energy consumption due to increased running resistances. The running resistances result from intensive contact between belt and idlers, friction in the belt overlap and the tendency of the belt to open between idler panels. If the transversal stiffness is too low, the belt buckles in curves or may collapse entirely.Hence, an optimised pipe belt design requires sufficient transversal stiffness to maintain the pipe form over the entire life time, as well as to provide the cross-sectional area necessary for the desired capacity. That is why it is very important that the cross-sectional area of a pipe conveyor belt, as provided for the conveyed material, is not reduced by forces acting on the belt, especially in curves. On the other hand, the stiffness of the pipe conveyor belt should be sufficiently optimised in a way that it does not induce unacceptable levels of resistance to motion as a result of increased forming forces applied to the idlers.
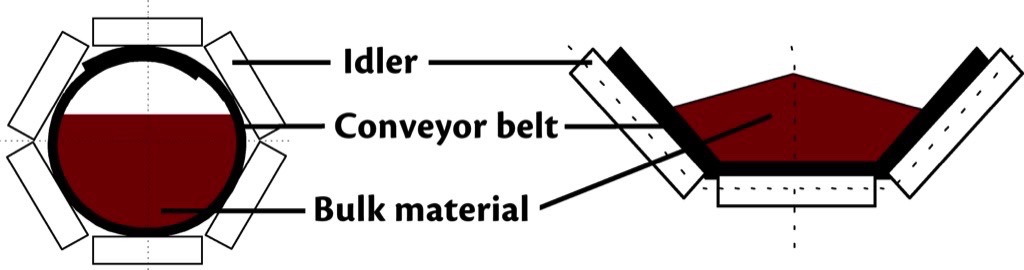
For pipe conveyor applications (Fig. 3), the idlers are usually fastened in a hexagonal form to the carrying panel. The configuration of idler stations is extremely important. A larger distance between idler stations leads to more bulging of the belt and the overlap opens and creates additional stresses at the following idler station as the belt edges are forced into the overlap and the pipe is closed again. Therefore, the forming force is increased.
Conveyor Routing and Belt Design
For pipe conveyor applications, it is very important to consider the influence of the conveyor routing on belt tracking (Fig. 4). The overlap area in the perimeter of the pipe belt forms the belt section with the highest mass, as well as the highest concentration of tension member. When being moved through curves the belt therefore tries to assume a condition of lowest tension by turning the overlap towards the inner side of the curve.
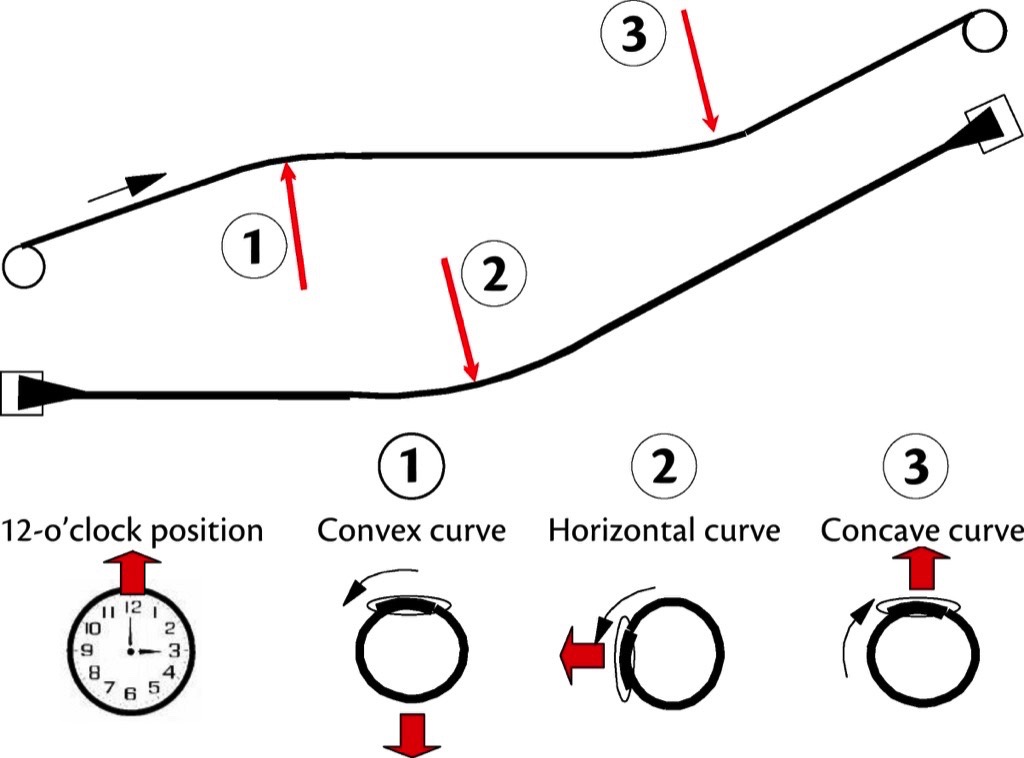
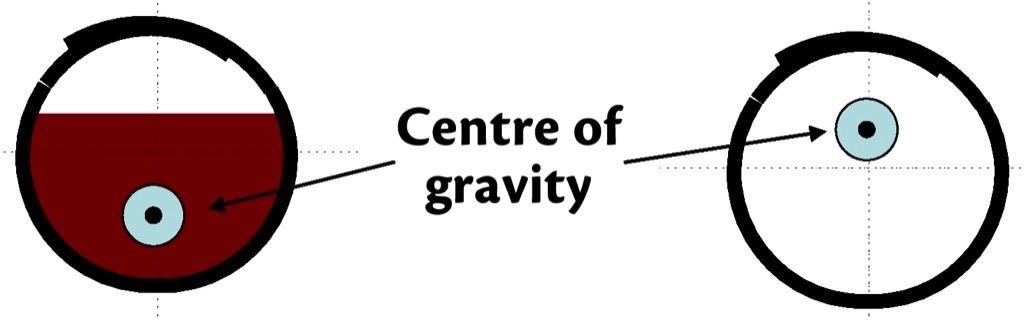
When loaded, the material stabilises the pipe belt by keeping the overlap in the “12-o’clock-position”. The balance point is below the centre of the pipe and the belt is in a balanced position. When the overlap is in the 12-o’clock-position, however, the unloaded belt is unstable due to the weight distribution, with most of the belt weight positioned on top of the pipe (Fig. 5). This condition creates the tendency for the belt to rotate.
The initially installed belt St1000 (1000 Newton per millimetre, 1600 millimetres width, covers 9 + 6 millimetres) had a layer of transverse fabric reinforcement (breaker) above and below the steel cables, which were separated by a rubber layer from the steel cords [1]. Such design is very beneficial in keeping the overlap in the 12-o’clock-position and provides good belt guidance in curves. Nevertheless, due to the large number of sharp horizontal and vertical curves and based on the experience with the initially installed belt of a third party manufacturer, ContiTech designed the new pipe conveyor belt, which utilised a combination of fabric and steel transverse reinforcements: Rollgurt 1000 S-K2, 8T:6S, 1600 millimetres width, ContiExtra with a nominal breaking strength of kN = 1000 Newton per milliemetre.Special attention was given to the design of edge areas of the new belt and to the correct selection of rubber compound. The new design allows a safe operation at a minimum curve radius Rmin = 365 metres (1200 feet) and a more stable tubular shape, so the possibility that the belt can collapse in the future is greatly reduced. The selected rubber compound ContiExtra works at the temperature of T = -40 °C (-40 °F) even with strong deformations resulting from the conveyor profile and the pipe forming.The final tests, including analysing and establishing the forming forces, confirmation of the tubular shape and form of overlap, and defining the behaviour of the pipe belt sample in a curve at the temperature range of +38 °C (+100 °F) to -40 °C (-40 °F), were conducted at ContiTech test facilities in Northeim, Germany.The considerations, as stated above, show that the most important parameter is a sufficient contact length and contact force between the belt and the idlers, in order to guide the belt through a curved conveyor. This can only be achieved by a belt design with optimised transversal stiffness and flexibility. Hence, it is evident that a pipe conveyor belt is designed and specified in order to gain an optimised solution for the specific applications with respect to tracking capabilities, as well as power demand.Consequently, the design of a pipe conveyor and of a pipe conveyor belt is significantly different from the common design of a Standard belt conveyor and of a belt that is used for troughed conveyor applications. That is why OEMs and belt manufacturers should work side by side to optimise the pipe conveyor in detail.
Belt Replacement Procedure
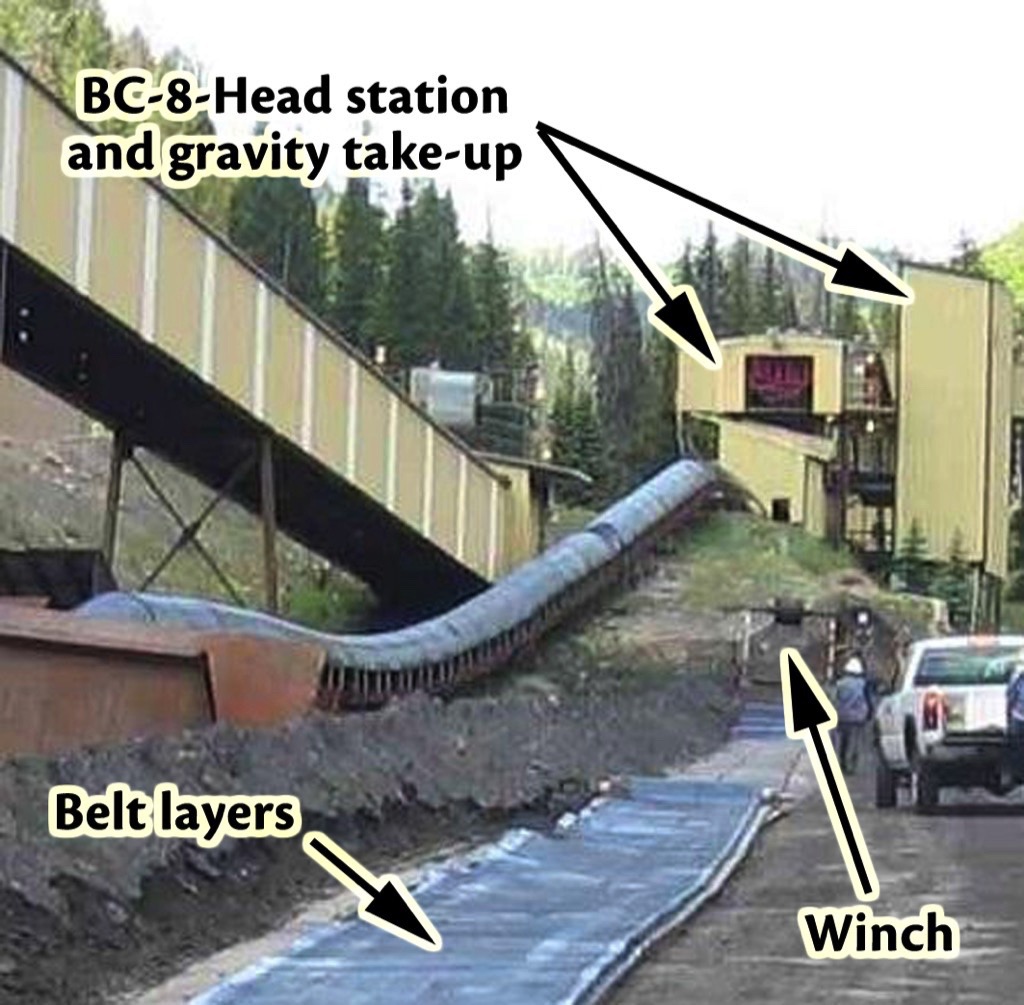
When a new conveyor belt has to be installed as a retrofit, upgrade or replacement of an existing transport method, the impact of the conveyor system downtime and the resultant lost production should be minimised. After analysing the terrain and routing together with the customer, ContiTech decided to pre-splice and pull in the new belt from behind of the BC-8 head station. Similar to the KPC-project [2], the new pipe belt was connected to the old belt via a temporary (dummy) splice. As the new belt was pulled into the system, the old belt was pulled out. This temporary splice, however, needs to be a 100-percent-functional splice for the occasions when the system needs to be restarted at normal operating parameters, before the belt replacement is completed. Fig. 6 shows the principle of reeving the belt prior to the belt pulling. The access to the idler frames and the pipe conveyor belt was very limited because the conveyor system is mainly installed in fully covered trusses and galleries.

The belt was shipped in eight reels, a total of 6940 metres. The pipe belt was pulled from the belt reel through the splice shed and reefed in approximately 75 layers, resulting in a belt stack of approx. 1.5 metres height (Figs. 7).
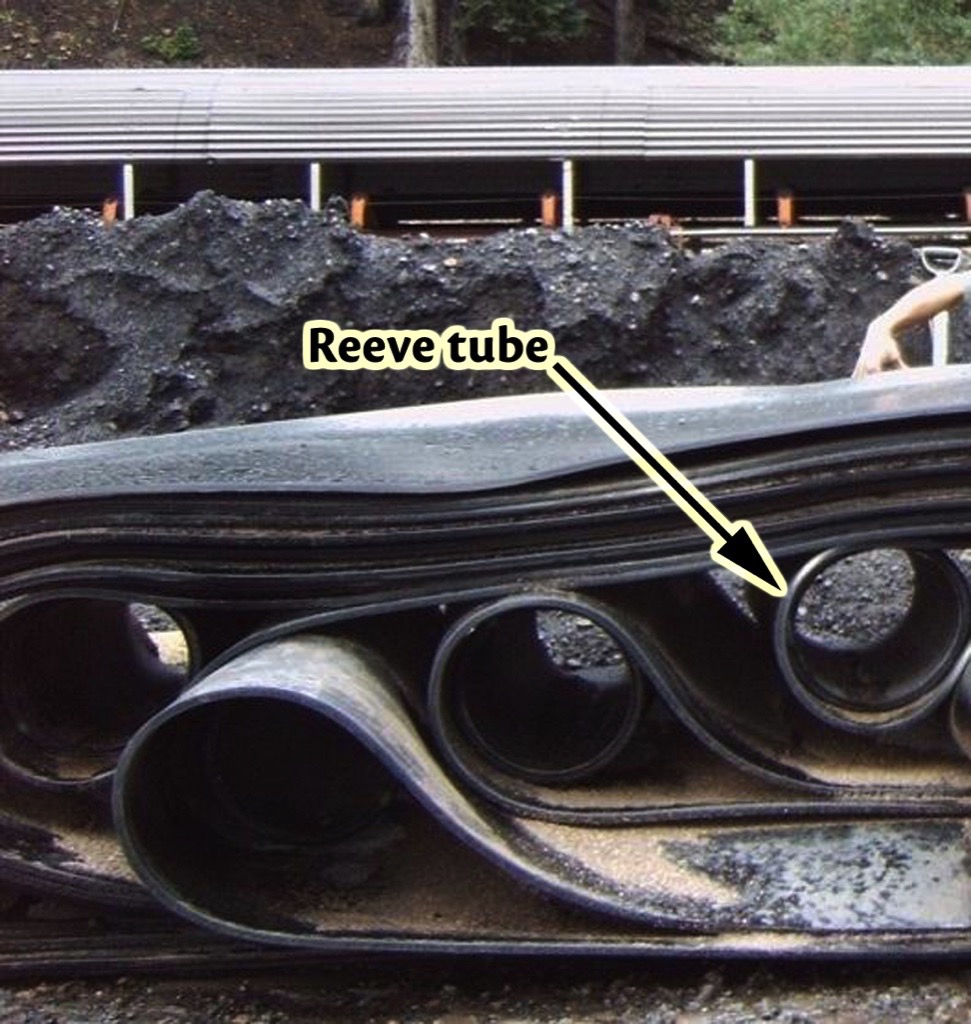
In order to reduce friction forces between the layers while reeving and pulling the belt, each belt layer was separated by a layer of sand. Reeve tubes were installed to protect the belt from a sharp bend where the belt folded back on itself (Fig. 8).
For this pipe belt, a special splice design was used that differs dramatically from designs for standard troughed belts. Before starting to pull in the new pipe belt, ContiTech estimated resistances to motion and checked if the installed total drive power was sufficient to pull the final section of the new pipe belt onto the system. Figs. 9, 10 and 11 give an overview of the setup for the belt pulling into the conveyor system.
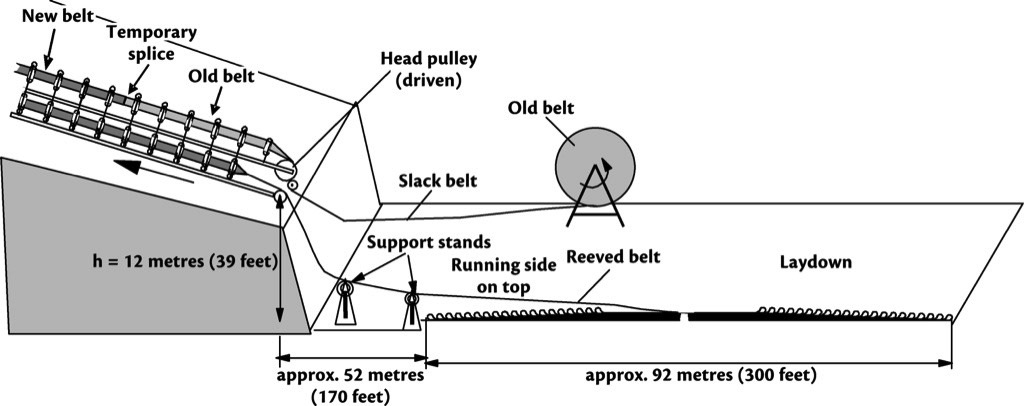
 Fig. 10: Pulling the new pipe conveyor belt into te conveyor structure.
|
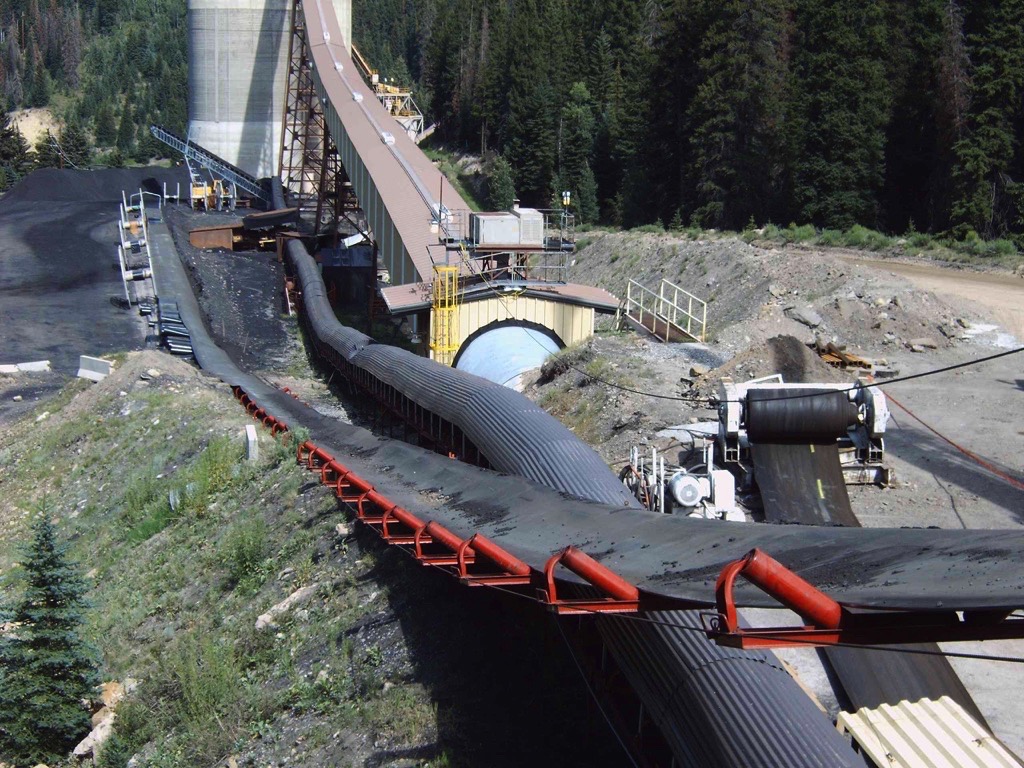 Fig. 11: A temporary conveyor was installed to reduce friction.
|
At creep speed and using the installed DC-drives, the old belt was pulled out while the new belt was fed into the return strand of the pipe conveyor structure from the stack of reeved belting. In order to access the head pulley of the conveying system a lift of approx. 12 metres (39 feet), consisting of inaccessible terrain, was negotiated from the laydown area to the head end. A temporary conveyor of approx. 52 metres (170 feet) in length was installed (Figs. 9 and 11) to reduce friction and to guide the new belt towards the feeding point. With this setup, the belt was installed quite smoothly within five days. The old belt was spooled on a reel by a powered winder. After the pulling was completed, the belt was closed to form an endless belt with the final splice.
Commissioning of the new Belt
After the installation, the commissioning of the conveyor system started. The plan of the project team included:
- commissioning of the unloaded conveyor system,
- making all necessary adjustments and reassembling all dismantled structures at the head end, and
- commissioning of the system with progressively increased speed and filling ratio.
The belt behaviour during the pulling procedure was very positive. The overlap was oriented in the 12-o’clock and 6-o’clock position in the carry and return strand, respectively, at almost every position. Hence, no preparative work was required prior to starting the conveyor. After tensioning and empty operation for several revolutions, the belt ran very stable with the overlap at 6- and 12-o’clock positions at every speed and had a contact to all six idlers present in the panel (Figs. 12 and 13).
 Fig. 12: The new belt contacts all idlers in the carrying strand.
|
 Fig. 13: Also in the return strand the belt contacts all idlers.
|
Therefore, the belt made the full cross-section of the system available for coal transport, as intended. In addition, the overlap remained tightly closed between the idler stations. Since the belt approached the pulleys without problems, no changes to the system, regarding belt tracking, were necessary and efforts for commissioning of the conveyor were minimised. During the following step of commissioning, the belt was loaded at several fill ratios and speeds.
Power Measurements
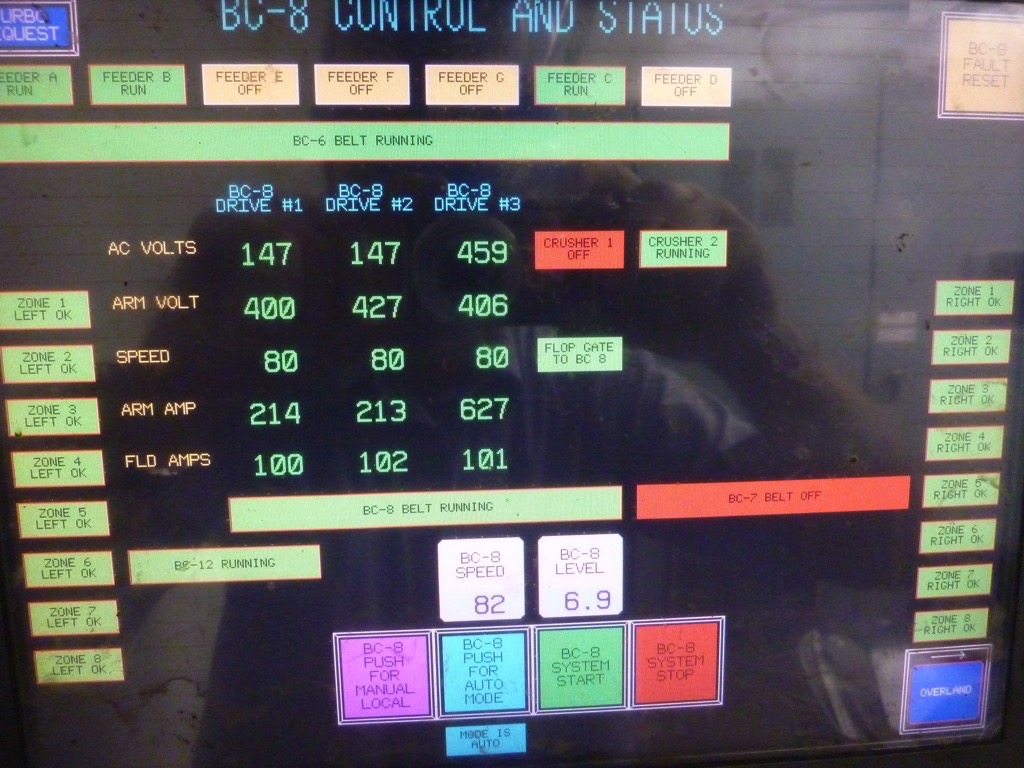
ContiTech performed power measurements during the commissioning, after 13 days (during the break-in period), and after the break-in period was over in the summer and winter. The idea was to collect information concerning friction forces in the conveyor system at different times during the operation period. This helps OEMs to design pipe conveyors more efficiently.For this purpose power readings were taken from the system’s inverters at the mine site (Fig. 14).
For a shunt DC-motor (Fig. 15) the electrical power consumption PE can be calculated as:PE = IARM · UARM
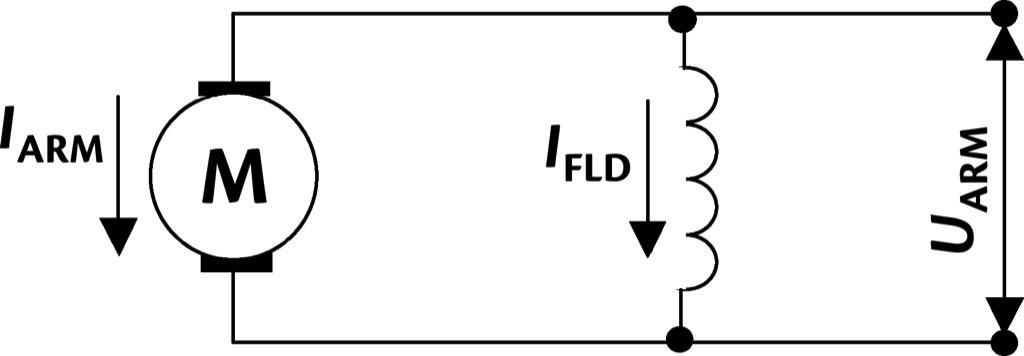
The electrical power efficiency ηE is estimated as:ηE = PMn/PEn = PMn/(IARMn · UARMn)where PMn = 299 kilowatts (400 hp) is the nominal mechanical power of the motor according to the motor label, IARMn = 626 amperes is the nominal current according to the motor label, UARMn = 500 volts is the nominal voltage according to the motor label, PMn = IARMn · UARMn = 313 kilowatts (420 hp) is the nominal electrical power of the motor, and ηE = 0.96 is the electrical power efficiency at rated frequency. The mechanical power PM is:PM = PE ·ηEThe power required by a belt conveyor PD that has to be transmitted to the conveyor belt by drive pulleys at the rated frequency is calculated as:PD = PM ·ηM = PE ·ηE ·ηMwhere the mechanical power efficiency: ηM ≈ 0.97. The power required by a belt conveyor PD from the motional resistance F and the belt speed is calculated as:PD = F · vKnowing the value of the power required by a belt conveyor PD and the belt speed v, the motional resistance F and, consequently, the DIN-f factor can be calculated, see the German Norm DIN22101. For this purpose, specific software like BeltCon (ContiTech), BeltAnalyst (Overland Conveyor Company), or similar design software can be helpful.Fig. 16 shows the results of the measured electrical power consumption in percent of the nominal electrical power of motor (i. e. PE/PEn [%]) dependent on the belt speed, in percent of maximum belt speed (i. e. v/vmax [%]) without material. These measurements were performed with the help of inverters of the BC-8 conveyor during commissioning and after the break-in period. Additional power readings were performed in summer (T ≈ +15 °C, i. e. 59 °F) and in winter (T ≈ -14 °C, i. e. 7 °F), after the break-in period was over, to investigate the temperature influence on friction in the system and the transversal rigidity of the pipe belt.
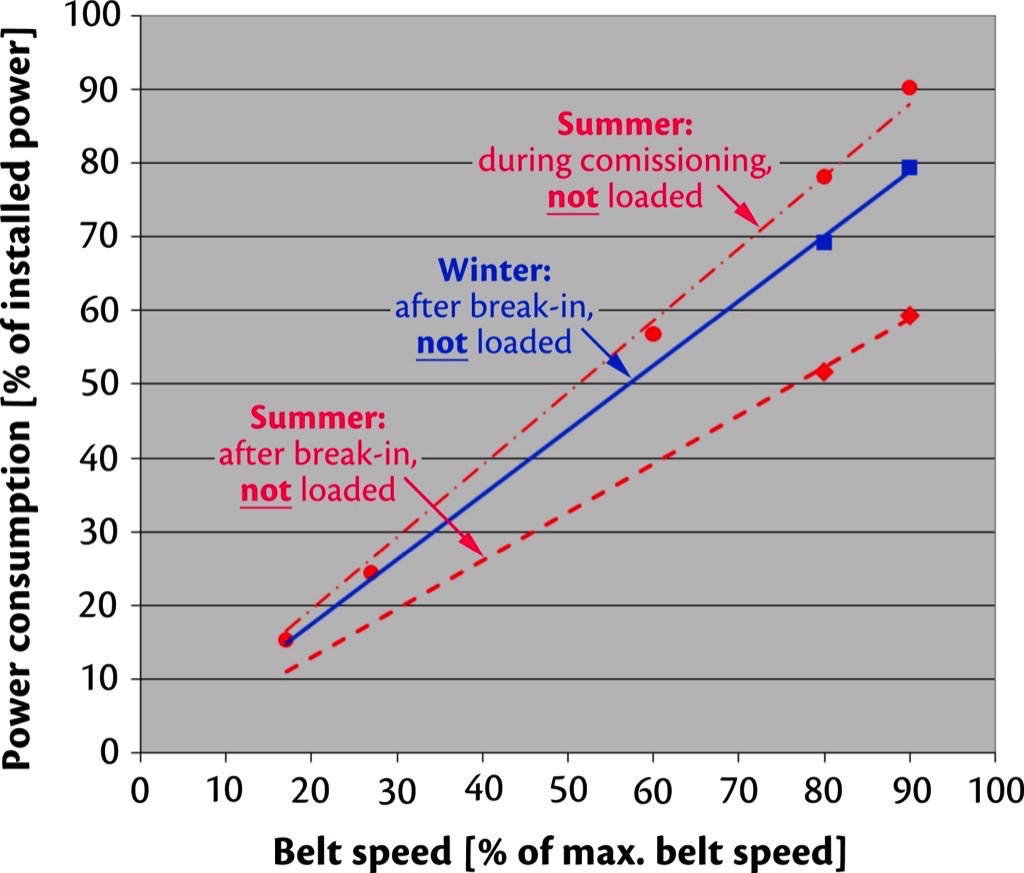
The ContiTech experience shows that the total break-in period can take up to several months when the belt is running. When the break-in period is over, the measured power consumption level remains constant the same season of the year. Usually the system is operated at 80 percent of the maximum belt speed. Other speeds, as shown in Fig. 16, are commissioning presets. The power demand of the system follows the belt speed almost linearly; therefore the resistance to motion in the system is not influenced by the belt speed.When the new belt was operated for the first time, without material, during the initial commissioning of the system, approximately 90 percent of nameplate motor power was used when running at 90 percent at full speed.After the break-in period was over, the power consumption dropped by approximately 30 percent during the same warm season. This behaviour is a result of the transversal rigidity of the pipe belt and its high forming forces at the beginning of the break-in period. The power consumption reduces as the belt adapts to the conveyor system.Furthermore, from Fig. 16 it is evident that the temperature has a very strong influence (over 20 percent) on power consumption. This can be explained by the increase of the transversal rigidity of the Pipe Conveyor belt (rubber becomes stiff when cold) and the escalation of the general friction in the conveyor system (e. g. idlers) at low temperatures. Fig. 17 shows the power consumption during commissioning, after commissioning and after the break-in period when loaded in summer. All these measurements were made at temperatures of approximately +15 °C (59 °F), to avoid the temperature influence on the results.
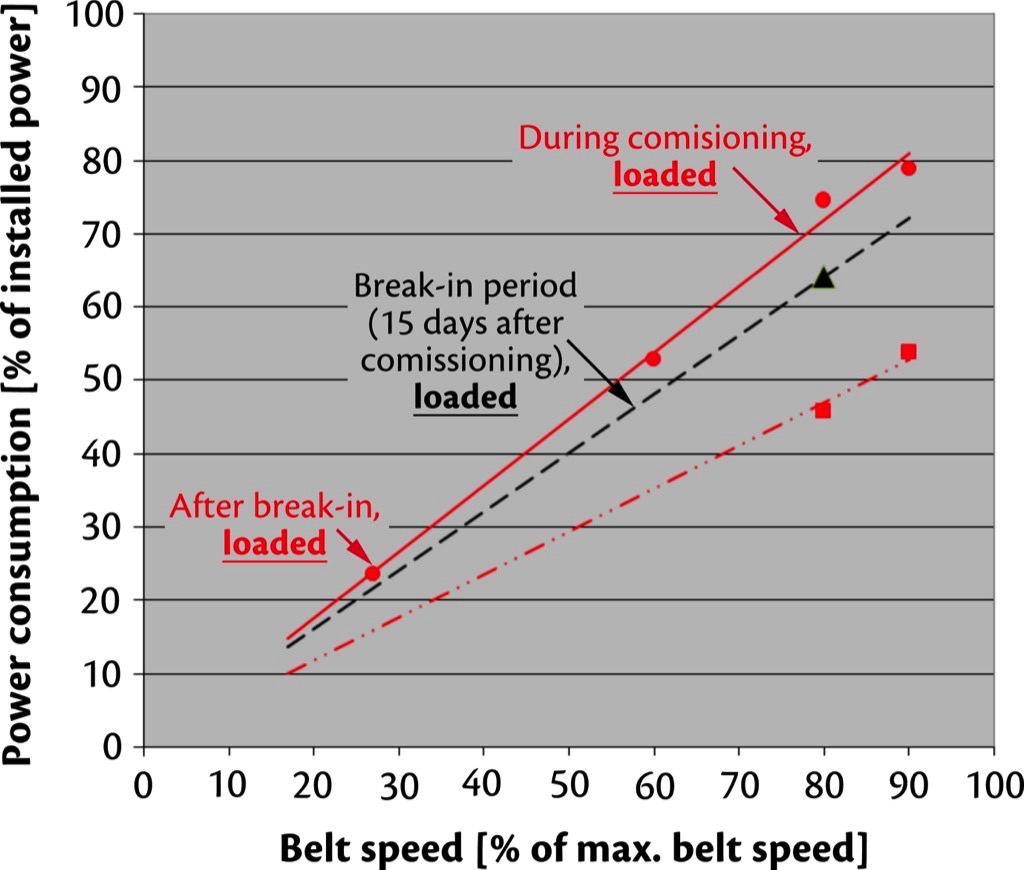
During commissioning, with material, the system’s power demand in the loaded condition was approx. 75 percent of the installed motor power. After nearly two weeks of operation, this value had reduced by approx. 11 percent.After the break-in period, the power consumption dropped by another 18 percent. Consequently, the difference in the power consumption between the commissioning time and the time after break-in is approx. 30 percent. As mentioned previously, the high transversal rigidity of the pipe belt reduces over time. This is a result of the belt running and adapting to the conveyor system over several months of initial operation.In the winter, the belt continues to operate with sufficient safety factors, showing the highest belt tension at the tail pulley in the return strand.Since the day of commissioning, the system has operated with outstanding stability, regardless of the circuitous routing. The belt overlap in all sections is steady and keeps the desired 12and 6-o’clock-position in the carry and return strand, respectively. Even with the sections partially loaded the behaviour of the belt is stable, showing that under the given challenging circumstances (downhill application, age of the system, condition of idlers, curved routing) the belt for this pipe conveyor application is obviously the determining element for safe operation of the system.
Conclusion
The installation and commissioning of the new pipe conveyor belt was successfully completed within less than six weeks, thanks to the excellent and professional cooperation within the project team consisting of ContiTech Conveyor Belt Group, ThyssenKrupp Robins, Applied Industrial Technologies and Skyline Mine. After the commissioning of the pipe conveyor belt in 2006 and until now, despite some challenging circumstances (downhill conveyor, age of the system, condition of idlers, curved routing), the tracking and overall behaviour remains absolutely stable.For this specific application, the belt construction is determinative for the safe operation of the conveyor system, as a whole. Even with partially loaded belt sections, no change in the belt’s behaviour was observed. This indicates that the combination of belt design and the excellent performance of all team members during the planning, splicing, belt installation and commissioning resulted in the successful completion of the belt replacement.The difference in the power consumption between the commissioning time of BC-8 and the period of time after break-in is approx. 30 percent. The resultant optimal performance is due the reduction of the high transversal rigidity of the pipe belt in combination with the belt adapting to the conveyor system during the first few months of operation.The temperature has a very strong influence on the power consumption. In winter, power consumption of a pipe conveyor is more than 20 percent higher than in summer. This is due to the increased transversal rigidity of the pipe conveyor belt (rubber becomes stiff when cold) and by increasing of the general friction in the conveyor system (e.g. idlers) at low temperatures. Consequently, both a pipe conveyor and a pipe conveyor belt should be designed with consideration of higher friction forces during commissioning/break-in period as well as at low temperatures.
References
- NEUBECKER, I.: An overland pipe conveyor with 22 horizontal and 45 vertical curves connecting coal mine with rail load out. bulk solids handling Vol. 18 (1998) No. 3, pp. 457-462.
- KELLER, M: Installation of a conveyor belt for hard coal shipments with optimized energy consumption in Kalimantan. Surface Mining Vol. 55 (2003) No. 2., pp. 177-184.
■

