

(From the archive of ”bulk solids handling", article published in Vol. 32 (2012) No. 3 , ©2012 bulk-online.com)Coal will be brought in from the Tavan Tolgoi fields to feed the coal gasification plant, the cement plant and a metallurgical coke pellets plant. The coal gasification plant will generate synthetic fuel gas that will supply the energy needs of the power plant, the iron ore pelletizing plant, and the iron reducing plant (Dri/hBi). Iron ore will be brought from the Tomertei mines to manufacture iron pellets, and hot briquetted pellets. Copper concentrate from the oyu Tolgoi mine will supply a copper smelter, which will produce copper anodes and also substantial quantities of gold and silver. The copper operation will also generate industrial quantities of sulfuric acid. A cement plant will receive trainloads of limestone and various other minerals to produce bulk cement on a national scale. The power plant will also provide high, medium and low pressure steam to the coke oven, the copper smelter and the iron reducing plant.
A central material handling and storage facility is being planned to serve all the plants. It will have multiple rail loops for both unloading (rotary dumpers) and loading (towers) unit trains. The storage facilities will have stockpiles for several grades of coal, iron ore, and copper as well as for the coke and iron pellets being produced. Stockpiles of several other minerals used by the cement plant and some other processes will also be included. Storage and distribution will be handled by several large stacker/reclaimers and a complex network of conveyor belts connecting the plants to the central facility.
Introduction
Mongolia is well endowed with mineral resources, which are at various stages of exploitation. Erdenet has one of the largest copper mines in the world and produces a significant amount of molybdenum. Dornod has significant reserves of uranium ore which have been exploited since the soviet days. Large deposits of iron ore are found around Tomortei and are being exploited and some are processed locally.More recently one of the largest, still untapped, coal fields in the world, at Tavan Tolgoi started development with an initial exploitation phase moving coal by truck to China. This is a rather expensive and environmentally damaging way of operating, but until suitable infrastructure is in place, it is the only feasible way. Nearby at Oyu Tolgoi, one the largest ore bodies of copper is now being developed by a major western mining company. This copper mine will also yield substantial quantities of gold and silver.Mining and development projects are being actively promoted and facilitated by the Foreign Investment and Foreign Trade Agency (FIFTA) of Mongolia. This agency has services to facilitate incorporation of foreign investors and permitting for development projects, as well as partnering with local firms. Mining codes, investment laws, and banking have been revised and made more transparent, following the western model, to bring Mongolia into the global community as a business-friendly country.The Government’s strategy is to promote development projects that will add value to its substantial mineral resources, develop a national industry, provide for local needs through import substitution, and diversify the economy into the secondary and tertiary sectors. This will be made possible and even accelerated by allowing foreign investors to participate in these projects.
Infrastructure
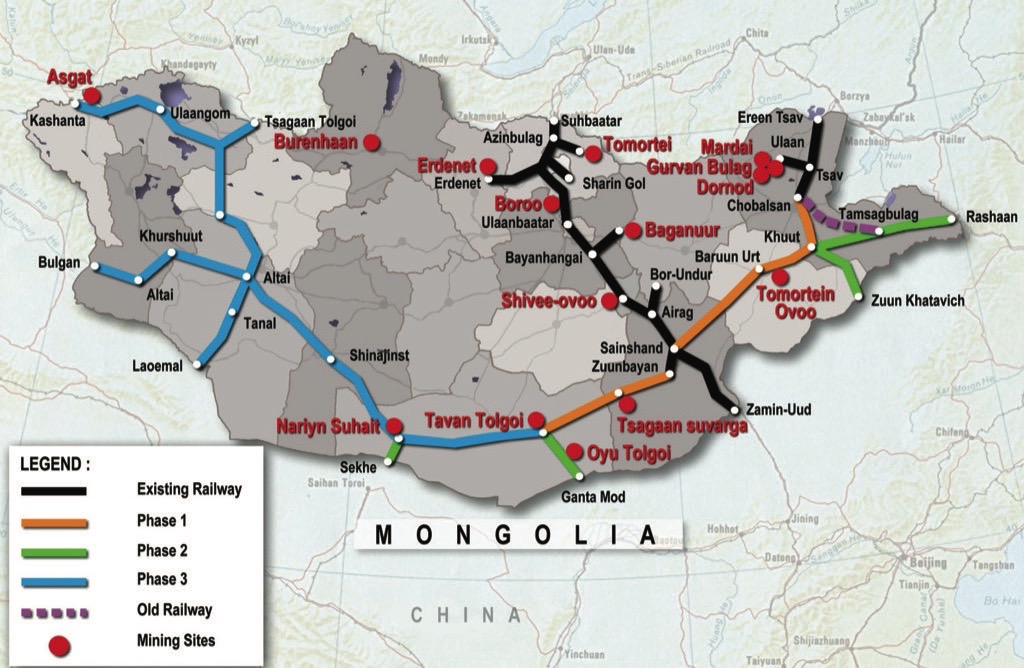
Currently, the rail network consist of the Trans-Mongolian railroad that runs north to south from the Russian border to the Chinese border and a spur off this line that runs to the oil fields at Zuunbayaan. There are also branch lines in the north to service the copper mines of Erdenet and the iron mines and industry of Darkhan. At Sainshand, there is an existing passenger terminal of the Trans-Mongolian railroad and an industrial rail yard for offloading commercial goods and coal for the local heating plant.

The Trans-Mongolian railroad predominantly carries freight to and from Ulaanbataar from the interchange terminal of Erenhot (Erlian) in China, south of Zamin Uud (Fig. 2). Both the TransMongolian railroad and the Zuunbayan spur are built using Russian wide gauge track (1520 millimetres) carrying predominantly Russian rolling stock pulled by Russian diesel locomotives. Both lines are essentially single track with passing sidings at regular intervals along the railroad corridor.Shipments of goods into and out of China require trans-shipment to the Chinese standard gauge changes at Erenhot, south of the border (Zamin Uud). Currently, freight shipments are unloaded from Mongolian railcars and reloaded on Chinese railcars. Bulk shipment of copper concentrate from Oyu Tolgoi is now shipped by trucks in 2-tonne supersacks to both facilitate transloading at the border and to reduce product loss during transportation on Chinese rolling stock. Once the industrial park is operating, the copper concentrate will go by gondola railcars from Oyu Tolgoi to the Sainshand smelter. Mongolian rolling stock can make border crossings to Russia without transloading.The Mongolian Government has an ambitious program of rail expansion, as shown in Fig. 1. In a first phase, an east-west line is going to be built from Choybalsan, the rail head of the Manchrian line, to Sainshand and Tavan Tolgoi. This will make Sainshand the major rail hub of the country, at the junction of the north-south and east-east lines. In a second phase, several branch lines will be built to reach the Chinese border and serve inaccessible areas in the south Gobi. In particular the Oyu Tolgoi copper mines will be connected to the east-west line, and thus to Sainshand. The third phase which will come much later, will serve the western part of the country.

In terms of highways, outside of some paved roads in and near the main cities, most highways are unpaved desert trails as shown in Fig. 3. The one major highway development program contemplated is for a four lane divided freeway from the Russian border via Ulaan Baator and Sainshand to the Chinese border, at Zamin Uud, paralleling more or less the Trans-Mongolian line. The railway will remain the primary mode for moving freight, especially bulk, and people in the foreseeable future.
The Sainshand Industrail Park (SIP)
The site of Sainshand has been selected because of its strategic location, at the junction of the north-south and east-west rail line, its existing community of some 25000 with some industrial activities, and because of a large (58.5 square kilometre) relatively flat area available for development (Fig. 4). In a first phase, several plants will be built on the site by foreign and Mongolian companies or ventures, which will function as an integrated whole:
- a coal gasification plant,
- a coking coal plant,
- a power plant,
- an iron ore pelletizing plant,
- an iron reducing plant (DRI/HBI),
- a copper smelter, and
- a cement plant.

Coal will be brought in from the Tavan Tolgoi fields to feed the coal gasification plant, the cement plant and a metallurgical coke pellets plant. The coal gasification plant will generate synthetic fuel gas that will supply the energy needs of the power plant, the iron ore pelletizing plant, and the iron reducing plant (DRI/HBI). Iron ore will be brought from the Tomertei mines to manufacture iron pellets, and hot briquetted pellets. Copper concentrate from the Oyu Tolgoi mine will supply a copper smelter, which will produce copper anodes and also substantial quantities of gold and silver. The copper operation will also generate industrial quantities of sulfuric acid. A cement plant will receive trainloads of limestone and various other minerals to produce bulk cement on a national scale. The power plant will also provide high, medium and low pressure steam to the coke oven, the copper smelter and the iron reducing plant. The power plant will generate an excess of power that will be exported to the Sainshand community and beyond. The main streams of bulk material that will arrive at the Sainshand Industrial Park by rail are:
- thermal coal (1.6 million tonnes per year),
- coking coal (2. million tonnes per year),
- iron ore (4 million tonnes per year),
- copper concentrate (1 million tonnes per year), and
- limestone (1.3 million tonnes per year).
This adds up to about 12 million tonnes per year moving in by rail. Another 0.5 million tonnes per year of various minerals for the cement plant and the coking plant are trucked in.
- The main bulk products from Sainshand are:
- metallurgical coke (2.0 million tonnes per year),
- iron ore pellets (0.9 million tonnes per year),
- reduced iron ore (DRI/HBI, 2.5 million tonnes per year),
- copper anodes (0.3 million tonnes per year),
- sulfuric acid (1 million tonnes per year), and
- cement (1 million tonnes per year).
These products add up to 7.7 million tonnes per year of which 7.1 million tonnes per year will leave by rail. Half of the bulk cement production or 0.5 million tonnes per year, is assumed to be distributed by trucks for local construction needs.
Bulk Handling and Storage Facility
Mongolian winters in the Gobi desert can be quite harsh with temperatures reaching -25°C, with fog, high winds and snow blanketing large areas and impacting transportation links. The Mongolian railway consists of single track lines and has a tree-like structure. Any accident or breakdown of the track or any structure may interrupt traffic for days or even weeks. Therefore, it is recommended to provide two months of storage for the material arriving or leaving Sainshand. Train movements will have to be planned so that this stockpile can be replenished in ten months.The daily supply of bulk materials will be by unit trains of gondola cars with a maximum gross weight of 100 tonnes each, due to the axle load limitations. This translates into a payload of 75 tonnes per car. On the existing north-south line, train lengths will be limited to 60 cars because of the length of the existing passing sidings. On the new east-west line, sidings will be built to accommodate 80 car trains.On a daily basis, the following unit trains will have to be unloaded at the bulk handling facility:
- three iron ore trains from Tomertei (60 cars each),
- three coal trains from Tavan Tolgoi (80 cars each),
- one copper train from Oyu Tolgoi (80 cars each), and
- two limestone trains (40 cars each).
The following unit trains will be leaving daily for the Chinese border:
- two trains of metallurgical coke (60 cars each),
- two reduced iron (DRI/HBI) trains (60 cars each), and
- one Iron ore pellets train (60 cars each).
In addition one train a day will leave Sainshand directly from the industrial sidings of a plant with specialized rail cars carrying either bulk cement, or sulfuric acid, or containerised copper anodes. Lastly, one general freight train will arrive each day serving both the town and the Industrial Park of Sainshand.The stockyard will store all the solid bulk materials that will be unloaded from unit trains arriving in the SIP, as well as the products that will be loaded on outgoing trains. Unit trains will be unloaded using rotary dumper equipment and the ores and bulk products will be segregated in individual stockpiles using stacker/ reclaimer equipment. The separate stockpiles will be big enough to supply the SIP for up to two months. A system of conveyor belts will enable the movement of this material between the stockyard and the different plants of the SIP.The storage yard is a linear arrangement of two rows of product stockpiles about 500 metres wide by 4000 metres long, as shown in Fig. 5. A double track loop circles around the arrangement, allowing two trains to be unloaded simultaneously. Each stockpile row is 70 metres wide and separated from the next one by 100 metres on centers. Between the rows there are two conveyor belts each one serving one stacker/reclaimer. These stacker/reclaimers move on two rails, straddling the conveyor belts, two on the run between the two rows. Thus, two stackers can pile up the products of two trains being unloaded or two reclaimers can feed the surge piles of two plants on the site after the trains have been unloaded.
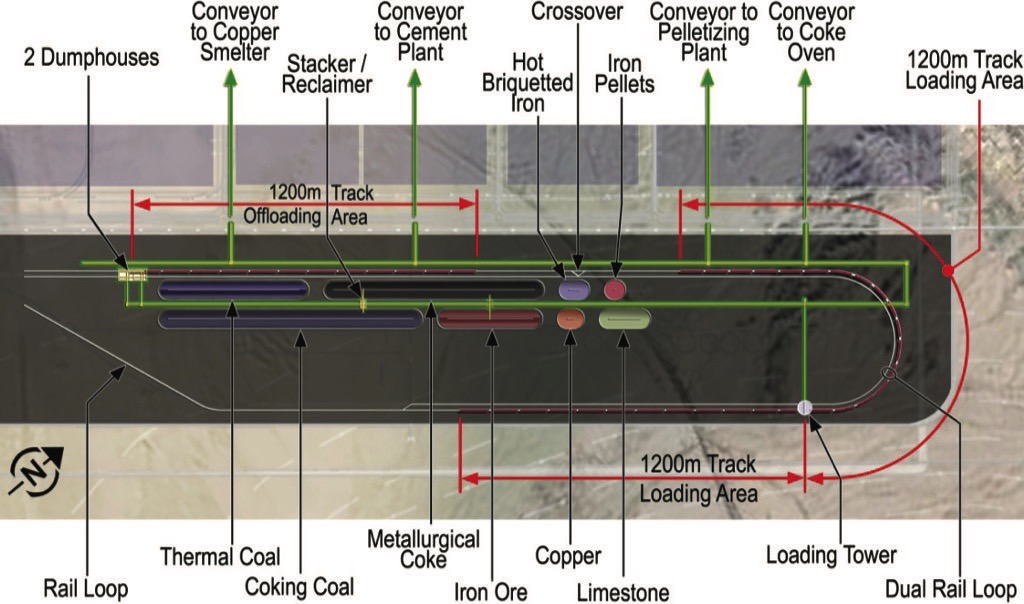
The conveyor belts are fed by two dump houses with a twincar rotary dumper in each. Each dump house unloads trains on one of the two loop tracks.At the opposite end of the yard, the conveyor belts cross the loop tracks and feed a system of belts serving each of the plants in the industrial park that requires bulk material.Trains that must be loaded with outgoing products will pass under a loading tower at the other end of the track loop. The tower will receive the products via a conveyor belt fed by a third stacker/reclaimer from the appropriate stockpile.The double-track loop will have a cross-over some 1200 metres before the loading tower, so that a train that has completed its unloading can leave without being blocked by a train being loaded. This allows for the operation of two trains being unloaded and one train being loaded at the same time.Several receiving and sending tracks are provided for trains arriving at and leaving from the storage yard. Trains on the receiving tracks wait for their turns to unload at one of the dump houses, while trains on the sending tracks have their cars and locomotives inspected and wait for their scheduled dispatch time.
Train Unloading
The rotary dumper (Fig. 6) is recommended for unloading operations at Sainshand because it performs more reliably through extremes of temperature and it offers a better control of the dust problem. Also, its operating performance is more predictable and consistent than using bottom-dump hopper cars.
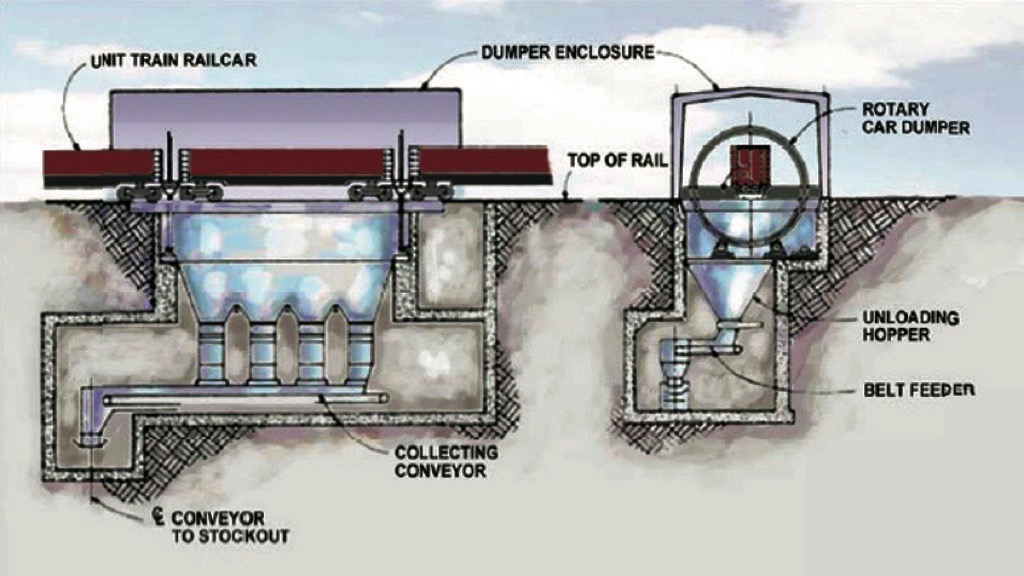
The dump house automatically pulls the string of cars into the rotary dumper, clamp the two cars securely and rotate them to dump their load. This requires the cars to be equipped with AAR Type H Janney couplers with rotating shaft. Railcars in Mongolia are equipped with the SA-3 Russian couplers which do not have the rotating option. This whole cycle of pulling the cars, positioning them, securing them, rotating and dumping their load, and releasing them takes 1.5 to 2 minutes. An 80 car train could be unloaded in 1.5 to 2 hours through the rotary dumper.Under the dumper, there is an unloading hopper, about the length of two cars. At the bottom of the hopper, a gate controls the flow of material onto the collecting conveyor, which then drops the material onto a transverse belt that exits the dump house via a tunnel and feeds the stockyard conveyors. This belt must be capable of moving 4000 to 5000 tonnes per hour to match the throughput of the rotary dumper.Without rotating couplers, the cars would have to be uncoupled manually and re-coupled. This would be labor intensive, dangerous, and would more than double the cycle time.Once on the belt, the bulk materials can move directly to the operating stockpiles of an individual plant or can be added to one of the central stockpile in the storage yard by a stacker /reclaimer such as the one in Fig. 7.

Train Loading
The loading tower is basically a silo, supplied by a conveyor belt from above, straddling the rail track and containing about a full trainload of material. The bottom of the silo is controlled by a strong bottom gate that feeds the material into a surge hopper. At the bottom of the surge hopper there is a very fast and accurately operated gate that allows the flow of material to be quickly stopped at the end of a car and quickly restarted at the beginning of the next car, while the train moves continuously under the tower at 0.5 to 1.0 kilometres per hour. The whole loading operation can take about an hour and a half for an 60 car train.Under the track there is a set of load cells which measures accurately the weight of the car and stops the flow of material to ensure that the proper load has been reached and that the maximum axle load is not exceeded. The loading space under the tower is also equipped with a dust suppression system.
Conveyor Belt System
The conveyor system will allow four types of movements:
- from the dump houses to the stockpiles in the storage yard via a stacker/reclaimer (Fig. 8),
- from any stockpile to the loading tower via a stacker/reclaimer,
- from a stockpile in the storage yard to the surge pile of a plant in the industrial site via a stacker/reclaimer, and
- from an output pile in a plant to a stockpile in the storage yard.
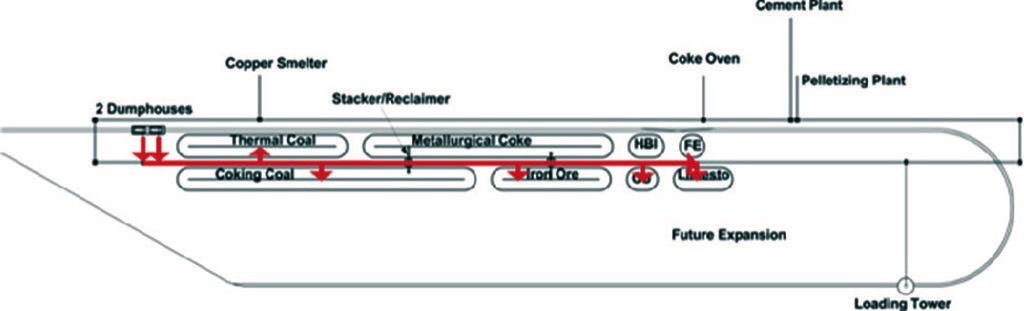
Two direct movements are also possible; one goes from the dump houses directly to the surge pile of a plant without being stockpiled in the storage yard first, and the other goes from the output pile of a plant directly to the loading tower.The main stockyard belts are 1.5 metre wide and can handle some 4000 to 5000 tonnes per hour at 5 metres per second. The belt has a trough in the middle third and the sides are inclined at a 30° angle. This matches the capacity of a twin-car rotary dumper, processing two cars (150 tonne load) every two minutes.The belt systems consists of a main run of dual belts through the stockyard moving from the dump house, between the stockpiles, to the loading tower and of another run of dual belts outside the stockyard, at the edge of the industrial site. These latter belts serve as a distribution run and connect to the feeder and collector belts of the plants. The stockyard and distribution belt runs are connected at each end by dual belts and thus form a loop with a counter-clockwise circulation. This allows bulk material to move between the plants and the stockyard or vice-versa without having to reverse the direction of the belts.The feeder and collector belts that distribute the solid bulk material to/from the different plants can have half that capacity of the main belts because they essentially replenish the surge piles of each plant during most of the day.
Other Commodities
Some commodities originate from a single plant and require specialized railcars and dedicated loading facilities. The volume of these commodities is not high enough to form a unit train each day. The plants producing these commodities are then best served by providing an industrial siding, where strings of railcars can be loaded from their own facilities. A switch engine can then collect these railcars and bring them to the marshalling yard. There are three commodities that fall in this class:
- sulfuric acid from the copper smelter, loaded in special tank cars, via a manifold with several loading arms (one per railcar),
- bulk cement which is loaded pneumatically into airtight hopper cars (Fig. 9), and
- copper anodes which are loaded in containers whose doors are welded shut to guard against pilferage.

In addition, goods trains with general freight in boxcars or containers will serve the Sainshand area and the industrial site. They will carry a variety of supplies, consumables, chemicals, catalysts, spare parts, office supplies, and other diverse goods. These freight trains will be handled in the marshalling yard and their loads will be distributed by trucks hauling containers or by van and pickups for less than container loads.
Rail Marshalling Yard
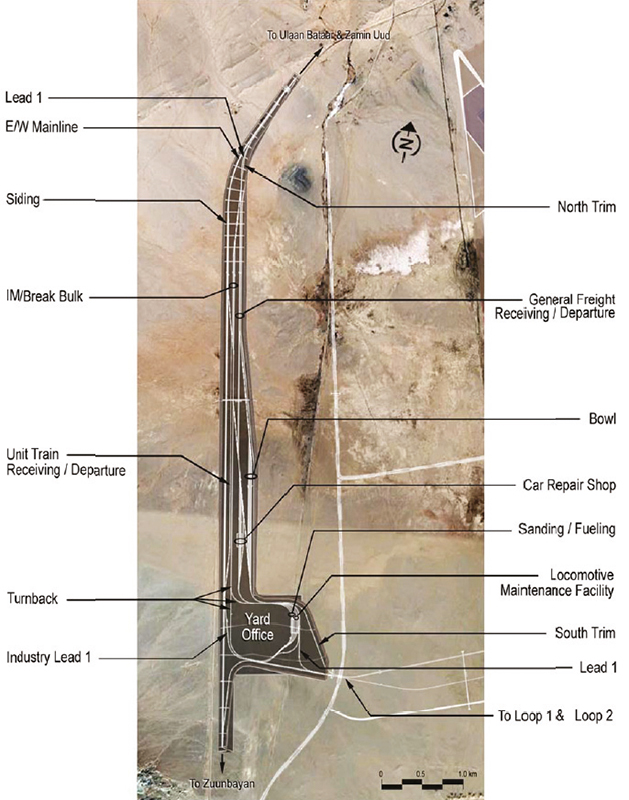
The marshalling yard which includes a receiving yard, a classification yard and a departure yard will be situated, west of the industrial site (Fig. 10). The yard will receive and dispatch general freight trains and trains formed from railcars collected at industrial siding of plants by its switch engines.The yard will serve the freight needs of the Sainshand community as well as those of the industrial park. The yard will include a container freight station for break bulk freight deliveries, an intermodal yard for transferring containers to/from trucks, and offices for freight forwarders.Because of its strategic location at the junction of the northsouth and east-west lines, the marshalling yard will include a full maintenance and repair facility. It will have tracks for washing, fueling and sanding locomotives. The facility will include all normal and routine maintenance capabilities but also provide full car and locomotive repair facilities and services.
Road Transport
Ground access is an integral part of the plan for the new industrial site. The ground access system consists of gates, parking, roadways, interchanges, and intersections and loading/unloading facilities. The system provides access from the existing road network to all site lots and includes the necessary circulation lanes.Bulk material brought to the site by trucks will use the east gate. These trucks will then go mostly to the cement plant and a few to the coke plant and the iron ore pellet plant. They will carry various minerals such as, lime pebbles, silica, gypsum, bentonite, dolomite, clay, steel slag and basalt.
Conclusions
The materials handling and storage facility for Sainshand is designed to insure continuity of operations with little or no downtime per year. This is made more difficult by the isolation of the site in the middle of the continent, the harsh climate conditions, the fragility of the transportation links (single tracks), and the remoteness of support services.The facility is made more self-supporting by having its own car and locomotive repair shops. These must be well supplied in spares and consumables. Multiple equipment units are used to make the system more redundant. Having dual conveyor belts allows the operators to stop and repair or replace some sections without losing operational capacity. Nothing less can be expected from a facility that will have great national importance.
Acknowledgements
This article is based on a paper presented at the MHEA Bulk2012 Conference, Scunthorp, United Kingdom, May 2012.
A Note from the Editor
For all statements in this article that refer – directly or indirectly – to the time of publication (for example “new”, “now”, “present”, but also expressions such as “patent pending”), please keep in mind that this article was originally published in 2012.
| About the Author | |
| Dr. Michel A. ThometManager Materials Handling and Logistics StudiesBechtel Corporation, USA |
■

