

(From the archive of ”bulk solids handling", article published in Vol. 32 (2012) No. 1 , ©2012 bulk-online.com)
1. Introduction
Depending on the geometry of a belt conveyor, it can be said that for a long overland belt conveyor with a relatively flat profile about 60 to 70 per cent of the required drive power is consumed by the indentation rolling resistance [1, 2]. The indentation rolling resistance is caused by the visco-elastic nature of the rubber covers of the conveyor belt [2]. in general the indentation rolling resistance force Fi is defined by [2]:
where C is a constant, Fz the vertical force applied on an idler roll by the weight of the belt and the bulk solid material on the belt, D the diameter of the idler roll, v the belt speed, KN the nominal percent belt load and T the temperature. The coefficients ni are introduced in [2]. The coefficients nZ, nh, and nd are constants and are respectively 4/3, 1/3, and 2/3. The other three coefficients are not constant. The coefficient nk depends on roll diameter D. The coefficients nv and nT depend on the rubber deformation rate and the storage modulus of the rubber belt covers. in essence the six parameters of Eq. (1) provide options for reduction of the indentation rolling resistance and thus the overall energy consumption of a belt conveyor.In order to reduce the energy consumption of an existing belt conveyor a number of practical measures can be taken:
- Change conveyor components (affects the parameters D, Kn)
- Change operational parameters (affects the parameters v, Fz)
- Change belt properties (affects the parameters h, T)
1.1 Conveyor Components
The number of options to lower the indentation rolling resistance by making changes to belt conveyor components, excluding the belt, are limited. The only real effective measure is to use idler rolls with a larger diameter. This affects the indentation rolling resistance both directly (via D) as well as indirectly (via Kn). From Eq. (1) it can be seen that, if for example the roll diameter would be doubled, the indentation rolling resistance decreases with a factor of at least 21/3. other options are the application of more energy efficient drives.
1.2 Operational Parameters
Possible changes in operational parameters in reality are also limited. A belt conveyor is designed to safely and reliably transport a certain amount of bulk solid material over a certain distance. Sometimes the actual volumetric capacity of a belt conveyor is not fully utilized. In that case the belt speed v can be adjusted so that the volumetric capacity of the conveyor stays at the design capacity. This can reduce the power consumption of the conveyor significantly [3]. In terms of Eq. (1) decreasing the belt speed to increase the volumetric utilization affects the vertical load Fz as well as the belt speed v. The indentation rolling resistance increases with a decrease of the belt speed caused by the increase of the vertical belt load. The required power however, which is the product of the resistance force and the belt speed, decreases.
1.3 Belt Properties
The most effective way to accomplish energy savings is by changing the conveyor belt itself. Three main options are available.From Eq. (1) it can be learned that firstly the thickness of the belt cover in contact with the idler rolls plays an important role in the indentation rolling resistance. In general the indentation rolling resistance decreases with a decreasing belt cover thickness. Expected wear of the belt cover on the carry and the return side determines the required cover thicknesses in practice. Therefore options to reduce the indentation rolling resistance by decreasing the cover thickness are limited.The second main option is to reduce the belt weight. Since the belt covers have a certain required minimum thickness there is not much to gain by changing the belt covers unless a rubber compound can be used with a much lower density than the rubbers used today. Decreasing the density of the cover rubber will however seriously affect the wear properties. A more practical option is to change the carcass, e.g. by using a much lighter material like aramid instead of steel.The third main option is to change the recipe of the rubber compound used for the belt covers to reduce the effect of the visco-elasticity of the belt. The more elastic the rubber behaves the lower the indentation rolling resistance. This is not new, most existing low loss rubbers are based on a change in the recipe of the rubber compound. Three main options are possible. Firstly an additive to the recipe, like aramid, can be used. Secondly, an ingredient like the filler material can be exchanged for an alternative that increases the elasticity of the rubber. Thirdly, another rubber type can be used.
2. Application of Aramid
Aramid fibers are high-performance fibers, who's molecules are characterized by relatively rigid polymer chains, linked by strong hydrogen bonds that transfer mechanical stress. This permits the use of chains of relatively low molecular weight.Two products based on aramid have been developed in the Netherlands that can be used in conveyor belts: Twaron and Sulfron [5, 6]. Twaron is a very strong, light fiber with a high modulus, and is thermally stable, and highly impact and chemical resistant. Sulfron, a modified Twaron aramid, improves the properties of sulfurand peroxide-cured rubber compounds. It reduces hysteresis, heat build-up and abrasion of carbon black filled compounds, while improving flexibility, tear and fatigue properties. During mixing of Sulfron at elevated temperatures, intermediate reaction products are formed that interact with the carbon black particles and thereby reducing the filler-filler interaction, resulting in a compound with reduced frictional energy and thus improved hysteresis properties.At the beginning of the 1990's aramid was already applied in conveyor belts as reinforcement, and is recently also used as an additive in the rubber compound for belt covers. Together the two applications are very promising in creating opportunities for energy savings in belt conveyors. The question is whether or not conveyor belts utilizing aramid additives and an aramid carcass can be called the new generation low loss conveyor belts.
2.1 Belt Carcass
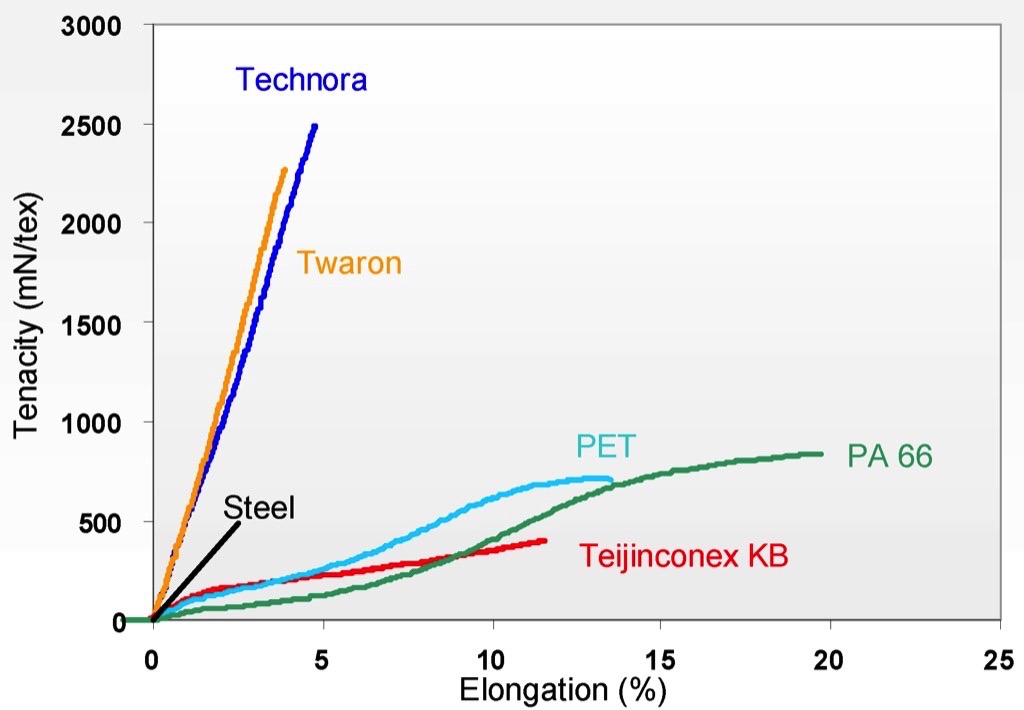
Aramid is a high strength fiber with tensile properties close to steel. At the same strength, aramid is five times lighter than steel and three times lighter than polyester, see Fig. 1. This means that an aramid reinforced conveyor belt weighs considerably less than one with a conventional reinforcement, especially if compared with steel [5, 6].
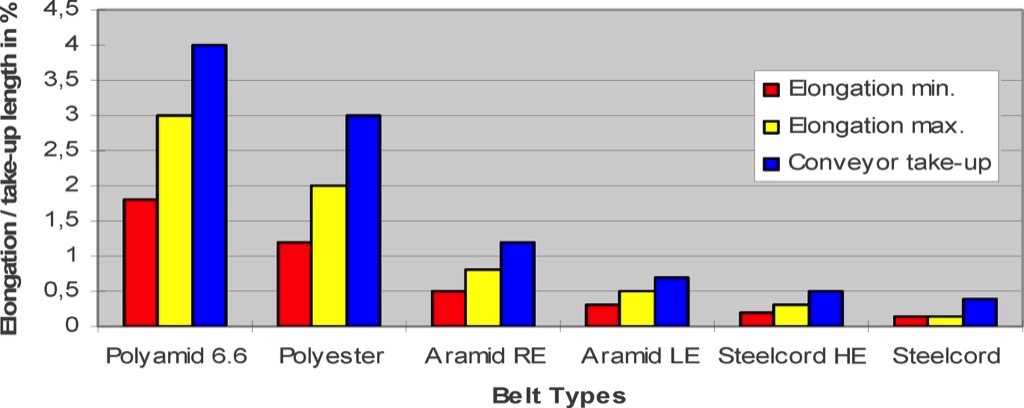
Most long overland and heavy duty conveyor belts are reinforced with steel cords. As alternative an aramid fabric can be used, typically in the shape of a straight warp fabric or cord fabric.In these fabrics the aramid is oriented longitudinally and straight for optimal strength and modulus. Another idea is to use aramid in the form of cables, like a steel cord belt. This however has not been developed yet. Conventional fabric reinforcement has a low elasticity modulus and requires a long take-up length. As aramid is a high modulus fiber, belt elongation is low and close to that of steel belts, see Fig. 2.
2.2 Belt Covers
If Sulfron is used as an additive, the rubber compound behaves more elastically. It is to be expected that this reduces the indentation rolling resistance [2]. Sulfron is pellet shaped and can be mixed into rubber compounds at low loadings of typically around 2 phr. Phr stands for parts per hundredth rubber.
3. Rubber Properties
Typically, the rubber compounds that are used in conveyor belting for long overland conveyor systems have about 40 per cent of SBR rubber (Styrene-Butadiene-Rubber) and 60 per cent of NR rubber (Natural Rubber). The exact ratio depends, among others, on the price of the different rubbers on the world market. The properties of a 60 per cent NR and 40 per cent SBR rubber compound do not differ substantially from an 80 per cent NR and 20 per cent SBR rubber compound in terms of visco-elastic properties. To enable the investigation into the effect of applying Sulfron in the belt bottom cover compound and a change from using SBR rubber to BR (Butadiene-Rubber) rubber, six rubbers have been prepared, see Table 1. Rubber 1 can be considered as the standard modern rubber used in long overland belt conveyors. The rubbers 2 till 6 are variants using 1,5 or 2 phr Sulfron and/or BR instead of SBR. In general BR is known to increase the elasticity of a rubber compound, more than SBR. It is therefore to be expected that the NR/BR rubbers perform better in terms of the indentation rolling resistance than the SBR/NR rubbers.
| Rubber No. | 1 | 2 | 3 | 4 | 5 | 6 |
| NR (SMR10) [%] | 80 | 80 | 80 | 80 | 80 | 80 |
| SBR (Buna SB 1500) [%] | 20 | 20 | 20 | 0 | 0 | 0 |
| BR (Buna cis 132) [%] | 0 | 0 | 0 | 20 | 20 | 20 |
| S 3001 [phr] | 0.0 | 1.5 | 2.0 | 0.0 | 1.5 | 2.0 |
| N339 type [phr] | 50 | 50 | 50 | 50 | 50 | 50 |
| Nytex 840 [phr] | 5 | 5 | 5 | 8 | 8 | 8 |
| Zinc oxide [phr] | 3 | 3 | 3 | 3 | 3 | 3 |
| Stearic acid [phr] | 1.5 | 1.5 | 1.5 | 1 | 1 | 1 |
| Sunolite 240 [phr] | 2.5 | 2.05 | 1.75 | 2.5 | 2.05 | 1.75 |
| 6 PPD [phr] | 1.5 | 1.5 | 1.5 | 1 | 1 | 1 |
| TMQ [phr] | 1 | 1 | 1 | 1 | 1 | 1 |
| CBS [phr] | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 |
| Sulfur [phr] | 2.5 | 2.5 | 2.5 | 2.5 | 2.5 | 2.5 |
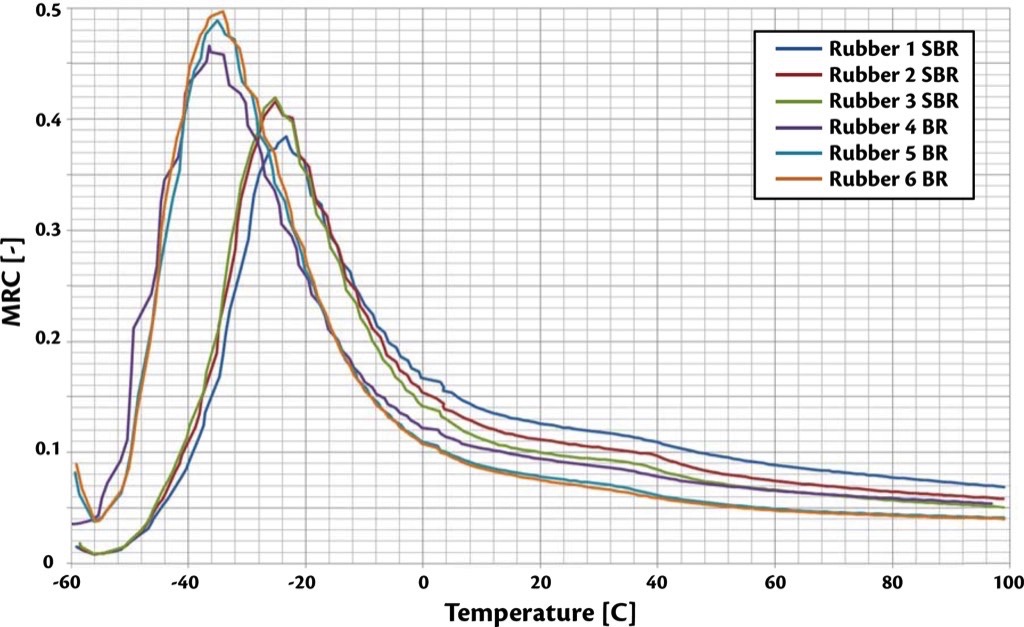
Of all six rubbers the dynamic mechanic parameters have been determined according to the procedure described in [7]. In order to get a first impression of the performance of the six rubbers, the Maximum Rolling Coefficient (MRC) has been calculated. The MRC is a parameter that is directly proportional to the indentation rolling resistance. In literature a number of expressions of the MRC can be found. Here, the MRC using the Jonker's theory is used [8]. The MRC can be expressed as follows:
 |
where E' is the storage modulus of the rubber and tan δ the loss factor. Fig. 3 shows the MRC for the six rubbers. Please note that the rubbers have been designed for application in an ambient with relative normal temperatures. The compounds are not fit for application in belting that has to be used in arctic ambient conditions.Fig. 3 shows that the application of Sulfron in the rubber has a significant effect, reducing the MRC of the rubber. On top of that, changing from SBR to BR further reduces the MRC.
To further access the applicability of the five new rubbers in belt conveyor cover compounds, the hardness and the abrasion characteristics have been tested and compared against the properties of the basis Rubber 1. It was found that the rubber hardness hardly changes between the rubbers, and also the abrasion characteristics do not change dramatically. All six rubbers classify as at least DIN-X type rubber which is very common for rubber compounds used in the covers of conveyor belting of long overland belt conveyors.
4. Case Study
In order to assess the potential of the application of aramid and BR instead of SBR in real belt conveyors in terms of energy, and thus costs, savings, a case study has been performed. For this study the power requirements of the, at the time, new overland conveyors of the Optimum system are reviewed. The Optimum collieries are located in the Mpumalanga province, Republic of South Africa. Some typical aspects of the Optimum project were already discussed in [7].
4.1 Project Description
The Optimum overland system consists of five belt conveyors: four, at the time, new belt conveyors KW-01, KW-02, KW-03 and KW-05, and one upgraded belt conveyor S-3. Here, only the new KW conveyors are discussed, see Fig. 4 for an impression of the system.

The conveyor belts that were originally utilised for the KW belt conveyors had covers with a 60%NR/40%SBR rubber. The properties of a 60 per cent NR and 40 per cent SBR rubber compound do not differ substantially from an 80 per cent NR and 20 per cent SBR rubber compound in terms of visco-elastic properties. Therefore Rubber 1 is used in the case study as basic rubber that behaves similar as the rubber used in the covers of the originally installed conveyor belting.Table 2 shows the data of the original KW belt conveyors of the Optimum overland system. Table 3 shows the results of calculations of the masses of original belts and, as an alternative, the same conveyor belts using a Twaron carcass. The total masses shown in Table 3 are based on calculations for the masses of the different layers of the belt, i.e., top cover, top adhesion layer, carcass, filling, bottom adhesion layer, and bottom cover, which have been used for this analysis.
| Belt Conveyor | KWW-01 | KW-02 | KW-03 | KW-05 |
| Capacity [t/h] | 2200 | 2200 | 1800 | 1800 |
| Installed power [kW] | 1.890 | 945 | 945 | 945 |
| Belt speed [m/s] | 5.75 | 5.75 | 5.75 | 5.75 |
| Belt width [mm] | 1200 | 1200 | 1050 | 1050 |
| Belt rating [-] | ST 1400 | ST 1400 | ST 900 | ST 900 |
| Belt covers [mm] | 6+4 | 6+4 | 6+4 | 6+4 |
| Rubber compound | 60 % NR, 40 % SBR | 60 % NR, 40 % SBR | 60 % NR, 40 % SBR | 60 % NR, 40 % SBR |
| Belt mass [kg/m] | 31.7 | 31.7 | 22.6 | 22.6 |
| Length [m] | 5280 | 2700 | 3720 | 3304 |
| Elevation change [mm] | 26.5 | 3.3 | –13.4 | –5.05 |
| Belt | Rating [N/mm] | Width [mm] | Thickness [mm] | Mass [kg/m] |
| ST 1400 - 1200 mm | 1400 | 1200 | 17.0 | 31.7 |
| D 1400 - 1200 mm | 1400 | 1200 | 13.3 | 18.8 |
| ST 900 - 1050 mm | 900 | 1050 | 15.2 | 22.6 |
| D 900 - 1050 mm | 900 | 1050 | 13.0 | 15.9 |
The ST code used in the tables stands for a steelcord carcass, the D code stands for a Twaron carcass. In the case study the effect of using six different rubbers and two different carcasses are analysed. Therefore the effects of twelve options are calculated.
4.2 Calculation Results
The calculations performed in the case study are based on the original design calculations that were done in 2002/2003 by the author. The original design calculations produced the required drive power numbers of the belt conveyors, the tension levels, starting and stopping procedures etc.In order to allow a study into the effect of using a Sulfron additive, BR instead of SBR rubber and a change in carcass the original design calculations were repeated with the belt conveyor data listed in the Tables 2 and 3 and with the parameters of Rubber 1 under summer conditions in Mpumalanga (35 °C).The calculations with the Rubber 1 data yielded the basis power data. In the rest of this article only the required power numbers will be discussed since the focus is on the question whether or not the application of aramid leads to the next generation low loss belt conveyors.Table 4 exemplarily lists the required drive power of conveyor KW-01. For the study, the numbers of the other KW conveyors have being calculated accordingly. The first column shows the rubber type used. The exact compounding of the rubbers is given in the second column. The third column lists the carcass type used. The third and the fourth columns list the drive power requirement of the belt conveyors when fully loaded and when empty. The last two columns show the possible power savings related to the base case of a conveyor belt with Rubber 1 in the bottom cover and a steelcord carcass.
| Rubber No. | Rubber type | Carcass type | Power requirement [kW] | Power savings [%] | ||
| Fully loaded | Empty | Fully loaded | Empty | |||
| 1 | NR/SBR | Steel cord | 1497.8 | 505.2 | 0.0 | 0.0 |
| 2 | NR/SBR with 1.5 phr Sulfron 3001 | Steel cord | 1393.4 | 465.6 | 7.0 | 7.8 |
| 3 | NR/SBR with 2.0 phr Sulfron 3001 | Steel cord | 1321.8 | 438.4 | 11.8 | 13.2 |
| 4 | NR/BR | Steel cord | 1277.2 | 421.5 | 14.7 | 16.6 |
| 5 | NR/BR with 1.5 phr Sulfron 3001 | Steel cord | 1126.1 | 364.1 | 24.8 | 27.9 |
| 6 | NR/BR with 2.0 phr Sulfron 3001 | Steel cord | 1094.6 | 352.1 | 26.9 | 30.3 |
| 1 | NR/SBR | Twaron | 1266.0 | 294.7 | 15.5 | 41.7 |
| 2 | NR/SBR with 1.5 phr Sulfron 3001 | Twaron | 1179.8 | 271.6 | 21.2 | 46.2 |
| 3 | NR/SBR with 2.0 phr Sulfron 3001 | Twaron | 1120.6 | 255.7 | 25.2 | 49.4 |
| 4 | NR/BR | Twaron | 1083.9 | 245.8 | 27.6 | 51.3 |
| 5 | NR/BR with 1.5 phr Sulfron 3001 | Twaron | 959.1 | 212.4 | 36.0 | 58.0 |
| 6 | NR/BR with 2.0 phr Sulfron 3001 | Twaron | 933.0 | 205.4 | 37.7 | 59.3 |
From the calculations it can be learned that the addition of Sulfron seriously decreases the drive power requirement of the four belt conveyors. Table 5 gives an overview of the maximum possible energy savings calculated for all four KW overland belt conveyors. As follows from this table maximum energy savings are obtained in the cases where 2 phr Sulfron is added to a NR/BR rubber and a Twaron carcass is used. Looking at the possible energy savings varying between the 40 and the 60 per cent it is fair to say that with these belts the next generation low loss conveyor belts have been found.
| Conveyor | Rubber type | Carcass type | Max. power savings [%] | |
| Fully loaded | Empty | |||
| KW-01 | NR/BR with 2.0 phr Sulfron 3001 | Twaron | 37.7 | 59.3 |
| KW-02 | NR/BR with 2.0 phr Sulfron 3001 | Twaron | 40.2 | 58.9 |
| KW-03 | NR/BR with 2.0 phr Sulfron 3001 | Twaron | 44.8 | 52.4 |
| KW-05 | NR/BR with 2.0 phr Sulfron 3001 | Twaron | 40.5 | 52.4 |
It should be noted that changing a steel cord carcass for an aramid carcass reduces the static splice strength from 100 to about 75 per cent and the dynamic splice strength from 60 to about 50 per cent. If the rating of the belt is not changed then that is no problem. However, a substantial reduction in power consumption will lead to a serious reduction of the maximum belt tensions. This may justify a reduction of the used belt rating. This effect has not been investigated. The other effect that has not been analyzed in depth is the effect of changing from a discontinuous carcass with cables to a continuous carcass with straight warp or solid woven aramid fabric.The indentation rolling resistance depends on the thickness of the bottom cover as was illustrated in Eq. (1). In case of a steelcord carcass the effective bottom cover thickness is the real thickness of the bottom cover plus about half the cable diameter of the applied steelcords [8]. In case of an aramid carcass it is just the real thickness of the bottom cover. Therefore, just on this basis it is to be expected that a change from a steelcord carcass to an aramid carcass reduces the indentation rolling resistance. This effect however has not been incorporated in the calculations summarized above.
4.3 Feasibility Study
From Section 4.2 it followed that substantial power savings are possible when aramid products are applied in conveyor belting and when a BR rubber is used instead of an SBR rubber. However, not only benefits are achieved with this combination. The aramid products come with a cost both in terms of the product as well with an increase in production cost if the production process of the compound or the formation of the belt needs to be altered. The costs of Sulfron and the implication on the production process are known accurately. The cost of a production change when using Twaron and a change to BR rubber are not known precisely. Therefore, in order to analyze the feasibility of the application of aramid products, only the addition of Sulfron in 2 phr is studied.Sulfron cost about EUR 20 per kilo. Knowing the addition of Sulfron to the rubber compound of the bottom cover, 1.5 phr respectively 2 phr, the extra costs per belt width can be calculated for a bottom cover with a thickness of 4 millimetres as used in the Optimum conveyor belts.Knowing that the addition of 2 phr Sulfron gives the biggest energy savings, the costs of using a NR/SBR bottom cover with 2 phr Sulfron have been calculated, see Table 6. The vulcanization properties of the Rubbers 2 till 6 are similar to Rubber 1. This means that a low loss bottom cover can be applied together with a more conventional top cover which makes the combination as mentioned feasible.
| Conveyor | Tape length [m] | Costs [EUR] |
| KW-01 | 10580 | 23361 |
| KW-02 | 5408 | 11941 |
| KW-03 | 7448 | 14390 |
| KW-05 | 6624 | 12798 |
Knowing the exact energy savings from the calculation results presented in Section 4.2 the cost savings can be calculated. The cost savings consist of both the reduced costs for energy as well as the reduced CO2 compensation fees as discussed in [9]. For this calculation it is assumed that the belt conveyor runs under full load for 75 per cent of the time and that they run empty for 5 per cent of the time. The other 20 per cent of the time it is assumed that the conveyors are not running.If the interest and depreciation effects are neglected then the payback time of the investment in a next generation low loss bottom cover can be calculated by dividing the costs per belt (last column of Table 6) by the cost savings (6th column of Table 7). The results are presented in the last column of Table 7. From that column it can be learned that the payback time is 2 to 3 months. That justifies the negligence of the interest and depreciation effects. A payback period of 2 to 3 months is excellent considering the economic life of a belt.
| Conveyor | Diff. in power(rubber 1 vs 3) [kW] | Energy saving [kWh] | CO2 savings [t] | Cost savings [EUR] | Pay back time [Months] | |
| Fully loaded | Empty | |||||
| KW‐01 | 176 | 66.8 | 98798 | 53 | 10680 | 2.2 |
| KW‐02 | 63.1 | 25.2 | 35467 | 19 | 3834 | 3.1 |
| KW‐03 | 70.36 | 31.8 | 39683 | 21 | 4290 | 3.4 |
| KW‐05 | 94.4 | 38.9 | 53104 | 29 | 5741 | 2.2 |
It is therefore fair to say that the investment in a next generation low loss rubber for the bottom cover is more than justified. It is expected that also an investment in the next generation belting using NR/BR rubber and a Twaron carcass will be justified considering the additional energy savings that they will bring.
5. Conclusions
Based on the analyses discussed in the Section 4.2 it can be concluded that the application of aramid materials in a conveyor belt, like Sulfron and Twaron, in conjunction with the application of a NR/BR rubber drastically reduces the energy consumption of a belt conveyor.If these belts would be used in the four belt conveyors of the Optimum overland system then the overall maximum energy savings are between 40 and 60 per cent. On that basis it is fair to say that with these belts the next generation low loss conveyor belts have been found.The feasibility of the utilization of Sulfron in a conveyor belt was analyzed in Section 4.3. From that analysis it can be concluded that the payback time is 2 to 3 months, which is excellent. Besides the financial benefit, the environmental benefits in terms of a substantial reduction in the emission of for example CO2 should also be a major driver to decide to change to the next generation low loss conveyor belts.Finally, although the analyses set forth in this article have been carried out with utmost care and are based on commonly accepted theories, it should be noted that it is still theory even though the rubber properties are determined experimentally. Therefore the next phase in the research into the next generation conveyor belts is to apply Sulfron and Twaron in a real conveyor belt using NR/SBR rubber and NR/BR and test it under laboratory and practical conditions.
Acknowledgment
The author would like to express his gratitude to Gerard van den Hondel, Henk Jan Bos en Joop Schuilenburg from Teijin for their valuable assistance in preparing the necessary materials for the study presented in this article and the numerous thorough discussion of the subject.
A Note from the Editor
For all statements in this article that refer – directly or indirectly – to the time of publication (for example “new”, “now”, “present”, but also expressions such as “patent pending”), please keep in mind that this article was originally published in 2012.
References:
- Lodewijks, G.: The power consumption of belt conveyors. Bulk 5 (2), 1997, pp. 66-74.
- Lodewijks, G.: The rolling resistance of conveyor belts. bulk solids handling Vol. 5, No. 15, pp. 15-22.
- Lodewijks, G., Schott, D. L., Pang, Y.: Energy savings at belt conveyors using speed control. Proc. of the BeltCon 16 Conf., Johannesburg, Rep. of South Africa, August 3-4, 2011.
- http: //www. teijinaramid. com/smartsite. dws? id=20002, visited 27/3/2011.
- Arts, K.: Case study: Aramid reinforced conveyor belt in Maritsa Istok power plant. Proc. of the BeltCon 15 Conf., Johannesburg, Rep. of South Africa, September 23, 2009.
- Hondel, G. van den: Aramids for low weight and low rolling resistance of conveyor belts. Proc. of the Bulk Solids Europe 2010 conference, Glasgow, United Kingdom, September 9, 2010.
- Lodewijks, G.: Determination of rolling resistance of belt conveyors using rubber data: fact or fiction? bulk solids handling Vol. 23, No. 6, pp. 384-391.
- Lodewijks, G.: Dynamics of belt systems. PhD thesis Delft University of Technology, 1996, ISBN 90-370-0145-9.
| About the Author | |
| Prof. Dr.ir. Gabriel LodewijksPreviusly.: Chairman of the Department for Transport Engineering and Lo- gistics, Delft University of Technology, The NetherlandsCurrently: Professor and Head of School of Aviation at UNSW, Sydney, Australia |
■

