

(From the archive of ”bulk solids handling", article published in Vol. 32 (2012) No. 3 , ©2012 bulk-online.com)

Doesn’t matter which part of the process chain in the bulk conveying industry – the equipment for mining, crushing and preparation technology, loading and unloading for the transport, conveying of the materials, stocking and others – the demands for the different rolling bearing positions are quite similar. Bucket wheel excavators, bucket ladder excavators, shovel excavators, tripper cars, spreaders, steel plate conveyors, crushers, mills, belt conveyors, ship-loaders and – unloaders or scrapers – the rolling bearings are most commonly confronted with high specific loads in combination with low rotational speeds and subjected to liquid and solid contamination.In addition, the requirements in terms of power density, maintenance, reliability, wear resistance and service life for the bearings in these applications are increasing steadily.
Increased Hardness
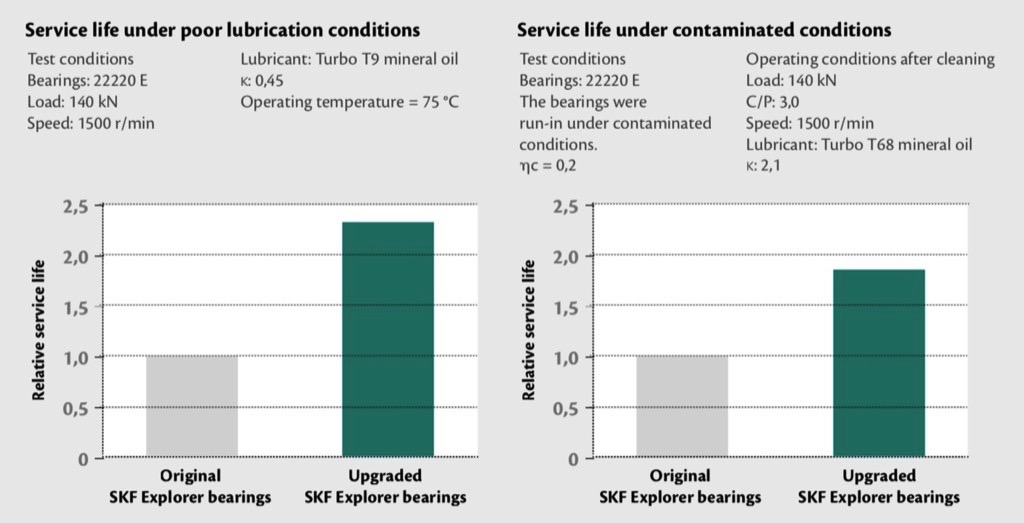
By developing and launching a new rolling bearing steel, SKF furthermore increased the performance of its self aligning roller bearings. With an improved and patented heat treatment process, an optimum balance between hardness and toughness is reached. The hardness raise of up to two HR C, results in an increased wear resistance and therewith in longer bearing life. Tests show that up to twice the life can be reached with the new steel compared to previous versions of the Explorer bearings, especially in conditions with contamination and/or bad lubrication (Fig. 2).
In the bulk conveying industry this improvement opens new application fields or allows the optimization of existing designs. For existing designs it’s either possible to increase the bearing life and therewith the operating hours or to realize a power enhancement keeping the same bearing life. If the design engineer considers this increased power density in an early stage of a new development, she/he gains the opportunity for down-sizing.Remarkably the hardness is increased without a loss of toughness. Sufficient toughness is extremely important in applications with high loads and/or shock loads, as an abrupt breakthrough of a damaged bearing ring and therewith capitalharm can be prevented. Insofar the new steel provides a quite secure damage mechanism. Usually there’s enough time left between a beginning damage from the raceway surface which becomes noticeable by noise and a total failure due to a ring fracture. New bearings can be acquired in time and the damaged ones can be replaced during a planned down-time. High costs for an unplanned standstill or damages in consequence of a ring fracture can be avoided.
Thorough Testing
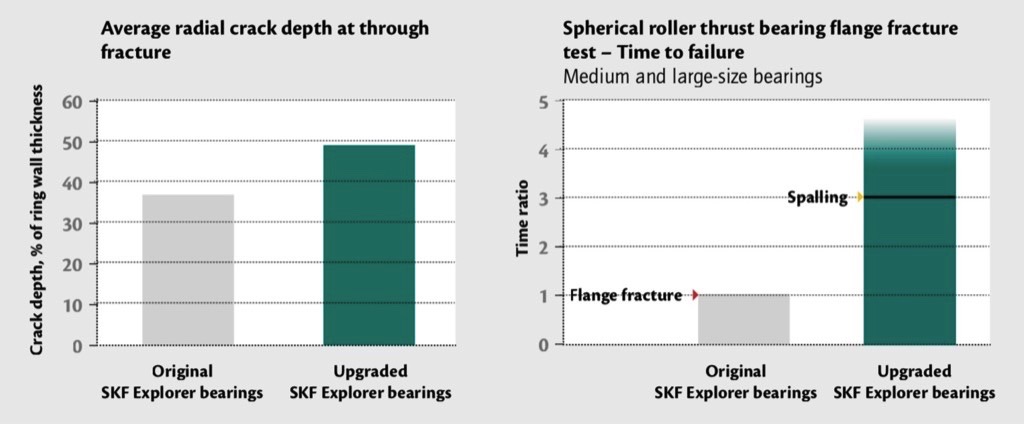
Verification of the material toughness and the correlating damage mechanism can be done with different tests. In one of these tests the inner ring of a spherical roller bearing is pre-damaged deliberately. Then the bearing is heavily loaded to force the progress of a crack, starting from the raceway surface into the interior of the cross section of the ring. The longer/deeper the crack before a breakthrough of the ring happens, the tougher the material.Another test is executed with an inner ring of a spherical roller thrust bearing. The unsupported flange of the ring is continuously loaded with high specific forces. The appearance of the damage after a defined duration of the test, informs about the toughness and the damage mechanism – either breakthrough for rings with less tough material or spalling without a fracture for rings with high toughness. Test results show clear advantages of the new steel compared to the previous one (Fig 3).
New Dimensions
How can these improvements be considered while the dimensioning of the bearings? Reflecting the typically low rotational speed, one could conclude that this should have positive influence for the bearing life. If only calculating the basic rating life L10h this statement is true. Beside the specific load situation – ratio between dynamic load carrying capacity and equivalent load – L10h considers the rotational speed in the denominator of the formula. In this respect, lower rotational speed leads to higher calculated basic rating life.This simplified method of approach however is not showing the full truth. The low rotational speed causes also a negative aspect. This can easily be described with the aquaplaning effect on a street. At high speeds the tyre lifts-off from the asphalt and looses the contact. This is bad on the street but it’s the ideal situation in a rolling bearing. Rolling elements and rings are separated from each other by an elasto-hydrodynamic lubricant film. However this only happens – comparable to the lift off of the car tyre on the street – if the relative speed is sufficient. If the speed respectively the rotational speed of the bearing is too low, a metal-to-metal contact between the surfaces occurs.Consequently wear starts from the surface. This can influence the bearing life extremely negative and often results in unexpected early bearing failures. Critical particular in this case: Bad lubrication conditions often occur in combination with high bearing loads. This effect can be taken into account by using the more advanced SKF rating life calculation L10mh. Among others, the lubrication conditions in the bearings are considered.Moreover also dirt impingement, as another very important parameter in bulk conveying applications, can be implicated in the calculation. In spite of using upstream high performance seals, it is quite often impossible to keep solid contamination, like overburden, carbon dust, ores etc. and humidity permanently away from the bearing arrangements.The ambient influences and operating conditions as described result in supreme demands for the bearings. Essential parameters to achieve long operating times and avoid an unplanned standstill are:
- optimised internal bearing design to carry the high specific loads, and
- extremely wear-resistant bearing steel to minimise the life-reducing effects of bad lubrication and contamination.
High Power Density
Since their introduction in 1999, bearings of the SKF Explorer performance class have contributed in various applications to considerably increased productivity. In the meanwhile all spherical roller bearings, all CARB toroidal roller bearings as well as the majority of spherical roller thrust bearings of the SKF assortment are manufactured in Explorer-quality.About 200 single building blocks merged together are realizing the increased power density of the Explorer bearings. Among others these are:
- very clean, homogenous bearing steel,
- optimised heat treatment, resulting in increased hardness while constant toughness, and a fine-grained structure,
- optimised surfaces in terms of roughness and percentage contact area, and
- optimised contact geometry and increased running accuracy.
The high power density can be captured mathematically by using the 15 percent increased dynamic load carrying capacity of the Explorer bearings. Via the exponent in the life time equation, this leads to a 60 percent higher basic rating life L10h. If considering additionally the improved lubrication conditions as result of the optimised surface-topography, even higher increases can be achieved.
A Note from the Editor
For all statements in this article that refer – directly or indirectly – to the time of publication (for example “new”, “now”, “present”, but also expressions such as “patent pending”), please keep in mind that this article was originally published in 2012.
| About the Author | |
| Werner SchleyerApplication EngineerSKF, Germany |
■

