

(From the archive of ”bulk solids handling", article published in Vol. 32 (2012) No. 1 , ©2012 bulk-online.com)The conventional troughed overland conveyor belt is a proven technology that has been used to transport bulk materials for nearly a century. The invention of the three-roll idler belt configuration for material transport dates back to the 1930s. [1] Since then, the requirements for higher capacities and longer runs have led to innovation and new technologies used in conventional overland conveyors. Although a proven and widely used technology, the conventional overland conveyor is limited in its ability to traverse natural terrain. The effort to overcome this limitation has led to new technologies that offer more flexibility with respect to gradient and alignment curvature.One such technology is the cable-hauled system. Although this technology has been around since the 1950s, it has not been widely used compared to the conventional overland conveyor. To date, all large cable-hauled systems are Cable Belt systems, as currently manufactured by Metso Corporation. The largest cablehauled system holds the world record for the longest single-flight conveyor, with a centre-to-centre distance of 31 kilometres.Another technology, which is relatively early in its development process compared to the conventional conveyor, is RopeCon, a proprietary system developed by Doppelmayr Transport Technology. Doppelmayr has combined aerial ropeway technology and proven conveyor belt technology to create the RopeCon system. The first system was installed in 2000, and the largest RopeCon system to date installed in 2007 has a capacity of 1200 tonnes per hour and a horizontal length of 3.4 kilometers.
Options Overview and Key Components
Options for overland conveying vary according to numerous factors, including capacity, length, terrain, geotechnical properties, and the environment. Overland conveying options include the conventional conveyor, Cable Belt, and RopeCon systems. This section provides an overview of these technologies, with an emphasis on the less traditional Cable Belt and RopeCon systems.
Conventional Troughing Overland Conveyor
Conventional overland conveyors are predominantly ground or truss mounted (Fig. 1). The technology has been developing over the past 20 years and continues to do so. The technology and components are readily available from many suppliers. The baseline is a solid foundation of design and operation experience. However, technical risks are still associated with these systems at the ultimate limits of existing knowledge and experience.

Belt: Conventional large-capacity, long-distance overland conveyors use a steel cord belt with a single layer of parallel steel cords to carry the belt tension. Vulcanized splices are used to connect belt segments, and are the limiting factors in a belt's carrying capacity. Current findings have led to the acceptance that splice safety factors can be reduced from previous empirical numbers, which had a significant impact on carrying capacity.Idlers: The number of idlers installed directly affects the cost of the conveyor, and idler spacing has increased significantly for overland conveyors. The selection of the idler bearing, seal, and lubricant also has a significant effect on conveyor life, noise emission, and energy consumption.Tensioning System: There are numerous options for tensioning the belt on a conventional overland conveyor, which allow the system to be very flexible and cater to numerous applications and loading conditions. Current knowledge of dynamic conveyor behaviour and take-up control has allowed overland conveyors to be designed with sophisticated take-up management that reduces belt tension and overall costs.Conveyor Drives: Conventional conveyors are typically driven and braked at one or more locations along the conveyor. The designs, locations, and controls of these drives, combined with takeup and splice technology, have allowed these conveyors to perform at capacities and lengths inconceivable 25 years ago. Several types of intermediate drives are available, from the tripper style through the booster style to the power-strip style, which does not need trippers.
Cable-Hauled Conveyors
Cable-hauled conveyors such as the Cable Belt system differ from conventional overland conveyors in that the driving tension is provided by steel cables that support the belt longitudinally but are independent of it. Driving power tension is provided to the cables, which carry the belt, which in turn carries the material. In effect, the cable-hauled system separates the material-carrying function from the power and tension function.Cable Belt systems can accommodate horizontal curves with radii down to 400 metres [3], capacity is limited to 6000 tonnes per hour [3] for higher density and 4500 tonnes per hour for lower density materials. Presently, belt width is limited to 1600 millimetres and speed is limited to 6 metres per second.Belt: The belt is constructed for lateral strength to support the load, rather than longitudinal strength to carry drive tension. Vulcanized joint splices are not required. The troughing angle of a cable-hauled system is lower than that of a conventional overland conveyor. This reduction of the material cross-section requires a higher speed or wider belt for a cable-hauled system to achieve capacity similar to that of a conventional conveyor.
Cables and Sheaves: Twin endless Dyform Zebra steel rope drive cables, manufactured by Bridon International, are used to provide the driving force for the Cable Belt cable-hauled system. The running sheaves are designed as split half-units with polyurethane inserts. The highest risk of wear on the sheaves occurs along horizontal curved sections. In these sections, the sheaves are tilted to direct the cable tension to their centres (see Fig. 2).Tensioning System: The cable tensioning system consists of a tension carriage, a winch rope, an equalizer frame, a series of bridle pulleys, a gravity weight, and a tension winch. Two of these units are required, one for each of the two driving cables. The carriage tension track can be up to 300 metres long and is designed to accept the initial stretch of the cable. The belt tensioning system requires only a nominal working tension, which is applied through a belt tension carriage mounted in the structure at one end of the rope tension track.Drive System: The Cable Belt drive units consist of two bevel helical reducers. Drive control incorporates electronic differentials to maintain equal tensions in both ropes. This ensures that the peripheral speeds of the drive wheels are constant and that the drive cable safety factor is preserved. The intermediate drives for a cable-hauled system do not require a tripper configuration, and little material disturbance occurs.
RopeCon Conveyors
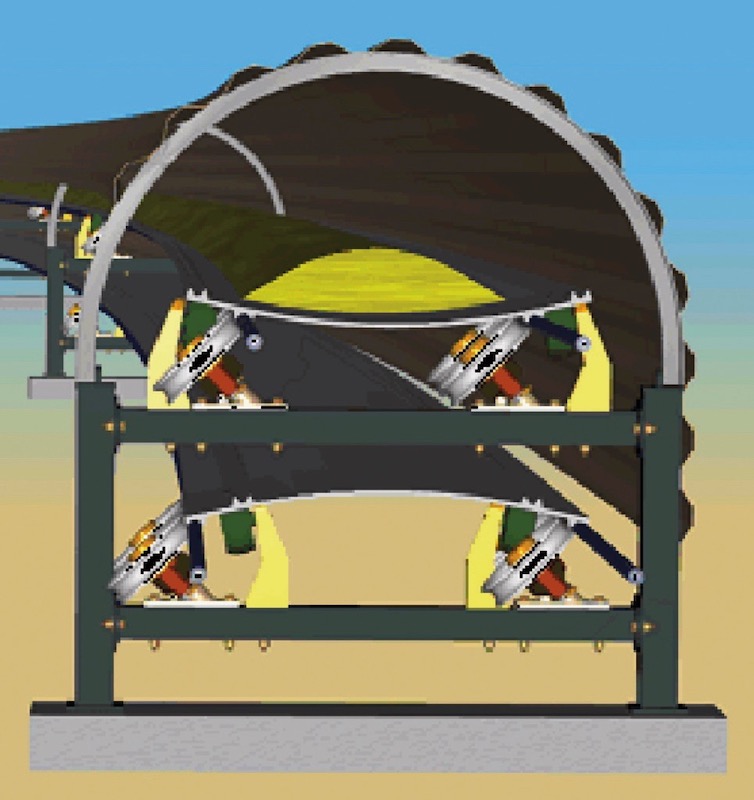
The RopeCon system combines ropeway and conventional conveyor belt technology (Fig. 3). The belt combines a flat steel cord belt with bonded corrugated rubber side walls and integrated wheel sets. The corrugated side walls are identical to those of ContiTech AG's proven Flexowell belt system that has been in operation for 50 years. The wheel sets run on fixed, anchored track ropes guided over tower structures. The conveyor operates off the ground, supported by tower structures.

The hauling and support functions are performed by a belt driven by a drive pulley at the head or tail station. After material discharge, the belt is turned over along the return length to eliminate any dispersion of residual material and dust and then turned back again before it reaches the return station.The wheel sets are integrated into the belt and are supported by cross-members or axles mounted. The crossmembers act as cleats, allowing the conveyor to work at angles steeper than those achievable by conventional and cable-hauled conveyors.It has been suggested that the capacity and conveying distance limitations of the system are similar to those of the conventional overland conveyor; however, this has not been proven. Doppelmayr states that distances of up to 20 kilometres and capacities in excess of 20000 tonnes per hour would be possible, and that the maximum tower spacing would be up to 1500 metres [4]The RopeCon system cannot turn horizontal curves, but benefits by being able to connect in a straight line over terrain that would require extensive structural support and ground level intrusion for the other two systems. The distance between discrete tower supports and the small footprint combine to reduce environmental impact compared to the other systems.Belt: The belt is based on a conventional steel cord belt but with some cords omitted to allow the axles to be through-bolted. The belt does not have to trough, so it can have textile layers on the top and bottom, increasing the resistance to bolt pull-out and impact damage. The convoluted sidewalls are the standard Flexowell product, cold-bonded to the belt and to themselves at joints, and carry no load. The belt and sidewalls are available from several manufacturers. Vulcanized belt splicing is identical in concept to that of the conventional troughing belt and limits capacity in the same manner.Tensioning System: The RopeCon system has used fixed tensioning for all installations to date. The advantages are that a fixed tensioning system is simple, robust, and easy to analyse. The disadvantage is that the system needs to be over-designed to cope with the wide range of possible system tensions due to operating load and ambient temperature.Track Rope Support Frames: The spacing of the RopeCon track rope spans is maintained by support frames, which also maintain the spacing between the upper and lower belts. In high winds, the frames prevent lift-off or deropement and ensure that the material being transported remains in place [2]. The frames are connected by an electrical sensor wire that immediately shuts the system down in the event of excess movement for any reason.Axles, Wheels, and Bolts: The wheel sets attached to a RopeCon belt comprise an axle, two stub-axles that bolt to the axle, and the wheels, which turn on the stub axles using sealed rolling element bearings. The axles are attached to the belt with proprietary fasteners and sit on a bonded-on base of rubber and steel. In some cases of inadvertent damage, a few axles have been pulled through the belt. They are relatively easy to repair/replace in position with special temporary fasteners, followed by permanent relocation. The wheels are made of high-grade polyamide, which minimizes rolling resistance and resists ultraviolet light. Wheel guidance in the load and discharge stations and at belt turnovers is on rigid rails, the wheels having been diverted from the ropes at the entry points. The loading station design is such that the belt is supported on sliding impact bars and the wheels take no impact loading.Ropes and Accessories: The ropes are the standard ropeway track ropes used in all fixed-rope cable cars and aerial ropeways. The only difference between them and common ropeway ropes is that they are galvanized, not bright. The RopeCon system uses ropes as a structural component, and there are many different devices for holding the ropes and clamping to them.Tower and Ground Structures: The RopeCon system towers are very similar to those used in other ropeways. Two types are available in the set of standard designs: tubular and latticeframed. At the top of each tower is a tower-head containing rope and belt supports and maintenance platforms. Both the head and tail of the RopeCon system have solid anchor blocks where the ropes are initially aligned and tensioned.Drive Systems: The drive system is virtually identical to that used on a conventional conveyor. The drive layout includes brake devices between the motor and gear reducer and also between the gear reducer and the drive pulley. Dual drives are typically used, with each drive incorporating a Doppelmayr-designed high-speed brake and a Svendborg Brakes multi-caliper, lowspeed brake on the pulley shaft disc. The braking system and its control far exceed any seen on conventional conveyors. Intermediate drives are possible; however, no installations to date have required one.Belt Cleaning: RopeCon belts are difficult to clean and this must be considered during detailed design. This is an area that needs some development and could involve rapping and washing. Spill belts under each belt turning device are recommended.
Environmental Considerations
Environmental factors, such as installation disturbance, dust, spillage, security, sustainability, community impact, and noise, play a key role in selecting the ideal conveying technology.Installation disturbance can be as simple as putting a road through for installation or as significant as removing/filling in large amounts of existing terrain and leaving changed water flow paths, fauna trails, and so on. Lower impact installations cost less to mitigate and maintain.Excessive dust and spillage can occur in any poorly designed overland conveying system. No single technology eliminates all dust emissions and material spillages. The cable-hauled conveying system does have the benefit of proven longer flight lengths, but the other two technologies are likely to match or exceed this soon. Longer flight lengths can reduce the number of transfer stations, which is where most dust is generated and the most material spillage is commonly found. High-speed transit of materials can generate its own dust trail, but this is related to the material being carried and the cover systems. A welldesigned transfer station with dust suppression or a collection system can mitigate the risk of excessive dust emissions and material spillage. Belt cleaning can be an issue for the RopeCon system, with belt turnovers and spillage conveyors being requirements to reduce spillage. Belt cleaning is less of an issue with cable-hauled and conventional systems, but still needs to be considered in detail.Security can be a concern for certain projects, depending on their location. Both cable-hauled and conventional systems are predominantly ground mounted and require access roads along the entire length of the conveyor. The RopeCon system has the advantages of not requiring road access along the conveyor and of being suspended between towers, reducing the risk associated with equipment vandalism. Conventional and cable-hauled systems can also be elevated, but this configuration requires different support considerations and does not match the RopeCon system for footprint, since many more supports will be required.Environmental sustainability and community impact can also play a role when selecting conveying technology. The RopeCon system has the advantage in this respect due to its reduced footprint and ability to traverse terrain that is not navigable by the other systems.Noise emissions vary depending on the technology selected and the design of the system. The RopeCon system emits less noise compared to the other technologies, including a well-specified conventional overland system. The RopeCon system does not require sound barriers, which can restrict equipment maintenance access. A cable-hauled or poorly specified conventional overland system emits the most noise.
Construction Cost and Schedule
Construction cost and schedule are two factors that can determine the feasibility of a project. When comparing the three conveying technologies, the following items should be considered:
- Civil works
- River crossings
- Access roads
In an area of difficult terrain, it can be very costly and time consuming to complete the civil works, river crossings, and accessroads needed for cable-hauled and conventional conveyor systems. Tunneling for conveyors is a possible solution to reduce the amount of civil works; however, depending on the geotechnical parameters of the area, this may not be feasible and is likely to add costs and safety issues.The RopeCon can significantly reduce the cost and time associated with civil works, etc., if the terrain is rugged. The Cable Belt conveyor can negotiate tighter horizontal curves compared to the conventional system, which may or may not be beneficial, depending on terrain and proposed conveyor alignments. In ideal terrain, where all three systems could be installed in a straight flight, the RopeCon system loses its advantage.
Maintenance and Repair
Conventional System
The maintenance requirements of a conventional conveyor are well-known within the industry. Proper design of the conventional overland conveyor significantly affects the system maintenance requirements. There are numerous suppliers and designers of conventional overland systems with varying degrees of quality, and this risk must be mitigated in the design phase by developing a selection process to identify appropriate designers and suppliers that can deliver the desired results.The major equipment components that require maintenance in a conventional overland conveyor are the idlers. The drives and belt need regular inspection. The belt can be easily inspected at either the loading or discharge stations. Belt rip and other detectors can be installed to detect belt damage. Replacing belt sections can be time consuming and costly.Because the idlers are stationary, maintenance crews must travel the length of the conveyor to check them. This process is time consuming for large overland conveyors, especially where safety guards or noise barriers restrict inspections. Detecting early idler failure is difficult, and, for most installations, safety practices require the conveyor to be stopped during idler inspections.
Cable Belt System
A Cable Belt system is similar to a conventional overland conveyor in that the rolling parts are stationary and, therefore, require access roads on both sides of the conveyor to maintain them. There are varying reports regarding the maintenance histories of installed Cable Belt systems, and it is advisable for anyone considering this system to confirm the latest developments and the experiences of others in this respect.The risk associated with a damaged or broken cable-hauled belt is not as severe as that associated with the other two technologies. The belt does not provide the driving power and tension and is easily repaired using mechanical fastening, which is significantly simpler and faster compared to vulcanized splicing.The haul-rope splice life leads to regular splice replacement and an increasing number of splices. Near the end of the rope life, many splices exist, all needing inspection and maintenance. The increased number of splices also increases the noise emitted by the Cable Belt conveyor. The running sheaves are easily maintained by removing a stainless steel clip and four bolts to split the sheaves and replace the inserts.Cable Belt system maintenance issues and requirements are not as well known as those of conventional systems, so operators and maintenance crews typically require additional training.
RopeCon System
Doppelmayr offers several fixed-point condition monitoring systems for the belt and components. These systems include bolt head monitoring, rip detection, belt overload (profile) detection, and others. Additional condition monitoring possibilities include the usual bearing temperature and vibration monitors. To date, none of these systems have been deployed on a RopeCon system, so their performance and reliability are unconfirmed.With every wheel and axle passing through the loading and discharge stations, the ability to install fixed-point condition monitoring systems is a distinct advantage of a RopeCon conveyor, as this eliminates the need to travel along both sides of the conveyor for idler maintenenceand alignement control. Wheels are likely to be the most often replaced components, although current installations show that this is not a common issue. Being able to replace wheels at the head or tail is much simpler than lifting the belt in the field, as with conventional conveyors.The maintenance trolley provides access for inspection and maintenance of all components that are not belt-related, including frames, towers, and instrumentation along the system. The trolley runs along the top ropes and can be self-propelled or winch-driven. Existing trolleys have platforms on either side that facilitate inspection and maintenance.One possible issue with the RopeCon system is the differential wheel diameters in service and how this affects load sharing between adjacent wheels. If several adjacent wheels are nearing their wear limit and only one is replaced, the significant increase in vertical load on the replacement wheel could lead to premature wear or reduced bearing life.Another issue is the idler rolls at the towers, which cannot be replaced quickly in existing RopeCon systems. If there is a failure, maintenance must be performed immediately. General wear issues are fundamentally identical to those of conventional conveyors, but RopeCon does avoid the idler change issue and the need for remote inspection of 20000 or more individual rollers.The reliability of the RopeCon system and its components is somewhat unproven, reflecting the limited amount of time that they have been in operation. The longest-operating RopeCon system has only 50000 hours of service, which is insufficient for understanding the longterm effects of operation on reliability. RopeCon system maintenance issues and requirements are not as well known as those of conventional systems, so operators and maintenance crews typically require additional training.
Operating Costs and Safety
Safety is paramount in any operation involving overland conveyors. The highest risk to operator safety is nip points between moving parts. All three technologies have safety issues related to nip points. The moving nip points of the RopeCon (the wheel sets) can add a higher degree of safety risk if precautions are not taken; however, most of the system is suspended high enough to avoid any inadvertent access, so that there is some mitigation.Another factor in operating a conveying system is the cost associated with running the conveyors. During the technology selection process, the operating costs associated with power and consumables should be compared. The RopeCon and Cable Belt systems should have lower power requirements than the conventional conveyor due to the differences in their technologies. The cost benefit realized depends on the installation.
Capital Cost
The capital cost of the conventional conveyor (excluding installation) is generally lower than that of the Cable Belt and RopeCon systems where the terrain allows all three to be installed on similar alignments.In terrain that is not ideal for a conventional conveyor, the RopeCon and Cable Belt systems can yield cost savings when the civil works, construction, and potentially much shorter routes are considered. Costs should be compared for each application to aid in selecting the appropriate technology.The Cable Belt system has a limited number of suppliers, and RopeCon's sole supplier is Doppelmayr, so that, effectively, costs are only available from a single source for each system.
Advantages and Potential Risks
The key differences in the three overland conveyor technologies discussed in this paper are summarized in Table 1.(Important Note from the Editor: This article was published in 2012 - 8 years ago. Information in the following table may no longer be up to date)
| Parameter | Conveyor Technology | ||
| Conventional | Cable Belt | RopeCon | |
| Distance |
|
|
|
| Capacity |
|
|
|
| Alignment |
|
|
|
| Rugged terrain constructability |
|
|
|
| River crossing |
|
|
|
| Security |
|
|
|
| Landform |
|
|
|
| Environmental (noise & dust) |
|
|
|
| Environmental (habitats) |
|
|
|
| Community impact |
|
|
|
| Safety |
|
|
|
| Capital cost (equipment only) |
|
|
|
| Reliability |
|
|
|
| Maintenance |
|
|
|
| Power consumption |
|
|
|
Selection Methodology
A design process to determine which system is appropriate for a given application is outlined in this section. A concept study should be performed to evaluate the three technologies. The following should be conceptually evaluated for each system:
- Capacity
- Topography
- Alignment
- Environment
- Distance
If each technology is found capable of achieving the requirements with a feasible alignment, then costs should be compared. The cost comparison should take into account:
- Capital cost
- Installation cost
- Operating cost
In parallel with the cost comparison, risk should be analyzed, including for the following aspects:
- Schedule
- Reliability
- Environment
- Scale-up
The option with the lowest cost and most acceptable risk characteristics should be selected, and a risk mitigation plan should be developed.
Case Study
This section presents a case study showing the potential benefits of selecting a nontraditional method of overland conveying. Two options were considered during a feasibility study: the conventional overland conveyor and the RopeCon system. A Cable Belt system was not considered because the capacity requirements exceeded 10000 tonnes per hour. The terrain was very rugged, as seen in Fig. 4, which displays a section of the RopeCon system.
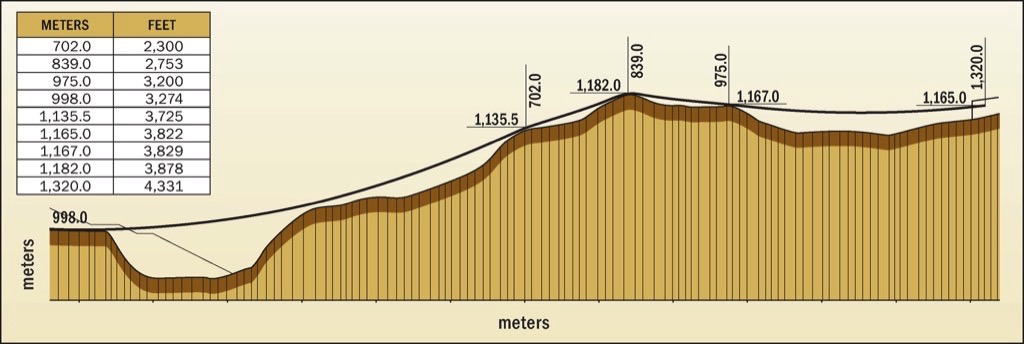
The RopeCon system's profile clearly showed the potential to reduce capital costs and schedule duration by reducing the amount of civil works. By comparison, the equivalent conventional overland conveyor required a huge amount of civil works.Capital costs, including for installation, were compared (see right table in Fig. 4). After 6 years of operation, this particular application required the installation of an additional overland conveyor parallel to the initial system.The capital cost required to supply and install the initial system was far greater for the conventional overland conveyor due to high the civil costs. The capital cost of the conventional overland conveyor installed in the sixth year was lower than that of the RopeCon system as most of the necessary civil works had already been completed in the first year, and the equipment cost of the conventional system was lower than that of the RopeCon system.As a result of the feasibility study, the RopeCon system was selected based on the significant capital cost reduction that it offered. A risk mitigation plan was developed because of the scaleup risk involved with this system.
Conclusion
Conventional conveyors offer a proven, cost-effective method to convey bulk materials long distances at high capacities. Their limitations with respect to gradient and alignment curvature have resulted in the development of other technologies.The RopeCon system is relatively new and has not yet been proven to achieve the capacities and distances of the conventional overland conveyor. Its advantages are in its significant civil cost savings and its reduced risk where the terrain is rugged and not ideal for the conventional overland conveyor.Cable Belt conveyors are an established technology that has not been used as widely as others due to their niche market. The Cable Belt conveyor is limited in capacity and is not cost competitive for shorter applications. Cable Belt conveyors are more ideal for medium-capacity long distances over difficult terrain that is not suitable for a conventional overland conveyor.Every project is site dependent and must be analysed on its own merits. A detailed analysis is required before an informed decision can be made, and this paper has summarized the key factors influencing that decision. In each case, cost and risk should be analysed to determine the optimal solution.
A Note from the Editor
For all statements in this article that refer – directly or indirectly – to the time of publication (for example “new”, “now”, “present”, but also expressions such as “patent pending”), please keep in mind that this article was originally published in 2012.
Acknowledgements
The authors would like to acknowledge Doppelmayr Transport Technology GmbH and Metso Corporation for their contributions to this paper.(This article originally appeared in the Bechtel Technology Journal.)
References:
- CEMA: Belt Conveyors for Bulk Materials. Conveyor Equipment Manufacturers Association (CEMA), 6 ed., Naples, 2007, p. XI.
- Materials Handling Peer Review. Report prepared by P. Taggart & Associates Ltd., Canada, for the Tampakan Feasibility Study Project, April 2, 2009.
- Metso Corp.: MRC Cable Belt Conveyors. http: //www. metso. com/miningandconstruction, accessed November 4, 2010.
- Doppelmayr Transport Technology GmbH, http: //www. ropecon. com, accessed November 2, 2010.
- Wolton, M. and Davis, S. J.: RopeCon Risk Mitigation Project. Report prepared for the Tampakan Feasibility Study Project, October 15, 2010.
| About the Authors | |
| Brett WilsonMechanical EngineerBechtel Corporation, USA | |
| Steve J. DavisChief Materials Handling EngineerBechtel Corporation, USA | |
| Mark WoltonMajor Projects ExecutiveParsons Brinkerhoff, Australia |
■

