

Conveying of powders through a pipe system by means of negative pressure is a well known technology. In contrast to this, pneumatic conveying of punched metal parts using of negative pressure is a real challenge. This is even more the case, if small, differently shaped lead plates with a high specific weight of 11.37 g/cm³ have to be transported.

At Johnson Controls in Hanover, Germany, approx. 11 t/h of such lead plates have to be conveyed in round-the-clock-operation via a route of approx. 50 m length with several narrow 90°-bows onto a height of approx. 6 m. In all their plants worldwide, Johnson Controls uses negative pressure conveying for the transport of punch waste in the production of lead-grids for starter batteries for automobiles. For a new production line of battery-grids at the plant in Hanover the company selected a positive displacement blower of Aerzener Maschinenfabrik to provide the required negative pressure.
Back into Production Circuit
Johnson Controls is one of the worldwide leading manufacturers of lead-batteries for automobiles and of progressive energy storage systems for hybrid and electric vehicles. Within the large brand portfolio of Johnson Controls, Varta, one of the most widespread battery brands worldwide, is known for high quality, innovative technology and technical experience gathered in the course of many years. At the Varta-plant in Hanover particularly high targets for the application of trend setting technologies and the careful and sustainable handling of resources are set.
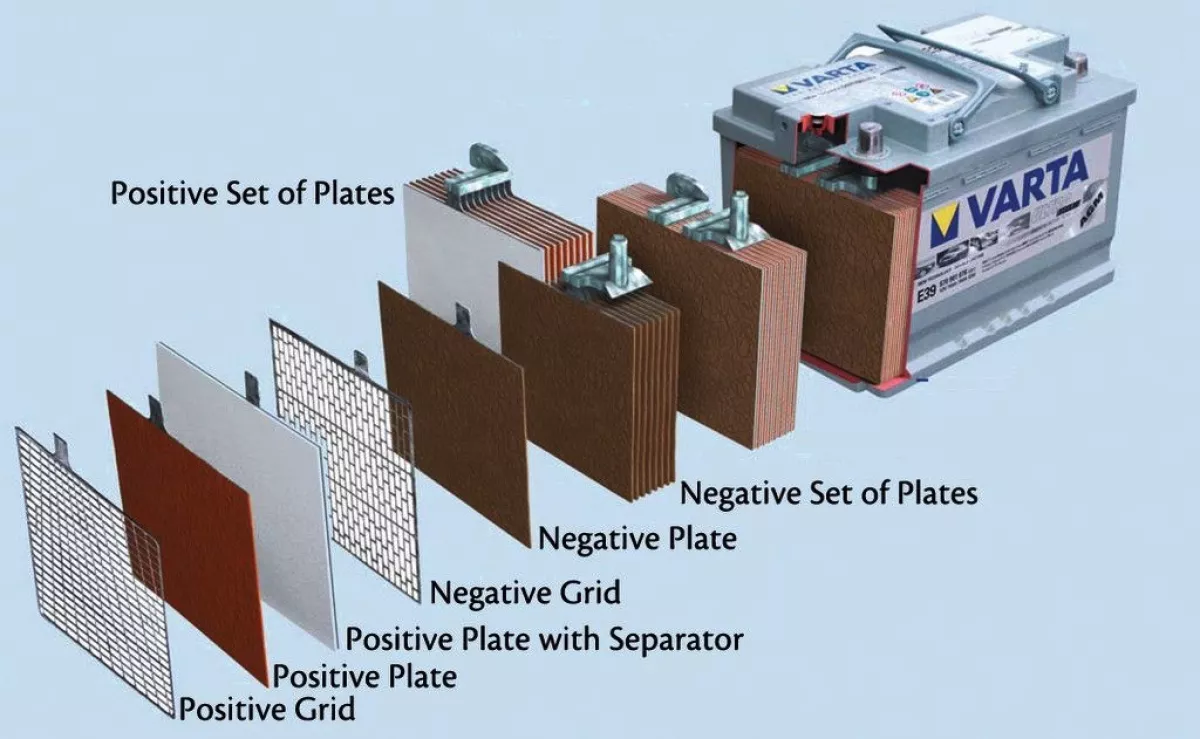
Starter batteries for automobiles consist of a serial connection of lead accumulator-cells. They are formed by lead grids which have formerly been cast at Varta-plant in Hanover and positive and negative plates as illustrated in Fig. 2. “Today we produce these lead grids in fully-automatic production lines in Hanover“, explains Ahmad Abu-Shaqra, project manager at the European battery facilities of Johnson Controls.
First of all, an endless slab is formed from the melted lead, which is then transformed into a thin lead band in a rolling mill. From this, the lead grids are produced in a fully-automatically punching station. During this punching procedure only a slight fraction of the material remains in the product. Most of the remainder – very small lead plates in different forms with a specific weight of 11.37 g/cm³ – is led back to the melting facility to enter the production circuit again.
Johnson Controls had selected a suction conveying solution to return the punch waste back into the melting process after several alternative tests. With this solution the punch waste is sucked into a piping system be means of negative pressure at the punching facility and conveyed to the melting station. Up until recently, all production plants in operation were equipped with positive displacement blowers of US production.
Positive Cost Benefit
„First of all we wanted to install a complete new production line at our plant Hanover including a new positive displacement blower of US origin for the negative pressure conveyance of the punching parts. Finally however we relocated a production plant, already existing in another plant in the USA, to Hanover, but without the existing positive displacement blower. After evaluation of a cost-benefit-analysis we have taken the new production line into operation with a positive displacement blower of the series Delta Blower Generation 5 of Aerzener Maschinenfabrik at the beginning of 2010“, explains Ahmad Abu-Shaqra.
Aerzener Maschinenfabrik has been manufacturing oil-free compressing positive displacement blowers since 1868. The company is one of the worldwide oldest and largest manufacturers of such machines and today’s market leader in Europe. With the current “Generation 5” Aerzener Maschinenfabrik offers the user a number of additional advantages:
- Easy operation and maintenance exclusively from front side.
- Oil level control by sight glass visible from outside.
- Space-saving side-by-side-installation next to each other without gaps.
- Ventilation of all units with acoustic hood by mechanical fan on the blower shaft without additional electric motor.
- Noise level reduced by an average of approx. 6 up to 8 dB(A).
- No sound-insulating adsorption material thanks to intensive air deflections in the base support.
- Atex-design available as option.
Significant Improvements
The positive displacement blower is integrated into the whole plant according to the following concept: The waste generated in the punching machine passes into an approx. 50 m suction pipe and is then again transferred via a separator to melting process.
Downstream of the separator the blower is installed for generation of the negative pressure. This blower has been purchased via Messrs. Georg Stein Process Equipment, specialist for pneumatic conveying located in Melle, Germany. With this solution, the previous procedure of the pneumatic suction conveyance has been retained, the physical conditions of the suction pneumatic industry have been considerably improved, and the production conditions have been adapted to German specifications.
“By these measures an optimal reliability of the suction conveying system has been achieved”, says Georg Stein. Thanks to the simple construction of the blower, maintenance and monitoring of the unit is limited to regular control of the negative pressure and the filters. Necessary preventive maintenance work is carried out in special maintenance shifts.
Suction or Positive Pressure
The suction conveying solution was selected against Georg Stein’s first recommendation to use a fail safe positive pressure conveying system. However this proposal was not realised, simply because the negative pressure conveying system is used for this task in all 19 plants of Johnson Controls worldwide. According to Ahmad Abu-Shaqra, one of the reasons for this is the fact that the expectations of the multinational customers are very demanding. They see an indispensable prerequisite for uniform high quality standards of the final products in worldwide uniform production procedures.
Furthermore the conversion of the new solution in Hanover was subjected to a very narrow time frame so that additional observations for a change-over from negative pressure to positive pressure transport could not be carried out.
For an additional production line planned in Hanover however it will be checked with Georg Stein whether it is possible to convert the conveying system from negative to positive pressure operation. For pneumatic pressure specialist Stein the significantly higher differential pressure is a serious advantage, because, when using a positive displacement blower, with suction conveying the maximum differential pressure is limited to 0.5 bar, whereas in case of positive pressure a differential pressure of max. 1 bar can be achieved.
According to the experience of Georg Stein, this positive differential pressure of 1 bar has proven to provide the most reliable way fro pneumatic conveying of bulk goods. Currently, with the conveying system realised in Hanover using 0.5 bar negative pressure, Johnson Controls is able to achieve a maximum conveying capacity of 10.8 t/h.
A long Relationship
First contact with Aerzener Maschinenfabrik was made years ago when an employee of Johnson Controls participated in a meeting on Aerzen inlet pressure compressors. A visit to the factory in Aerzen was followed by a visit to a reference plant.
“We were impressed by the smooth running of this unit, the visit of the production units in Aerzen and the extremely careful assembly. We found the Aerzener Maschinenfabrik to be a competent, responsible manufacturer with a long successful company’s history. Georg Stein has already been involved in these preliminary conversations. A very successful cooperation has started”, certifies Ahmad Abu-Shaqra. Afterwards in close collaboration between Aerzener Maschinenfabrik and Georg Stein the concept for the transport of the punch waste was developed from stipulated parameters.
A Well-Founded Decision
The number of strokes per unit of time were stipulated, as well as the material to be transported, its size and its weight. For the selection of the blower the characteristics of the transport pipe (length and shape of the piping, acceleration section, number of the pipe bends, height difference between entry and discharge point) had to be considered. After determining the optimal cross section of the pipe and the ideal air flow the corresponding blower of the Aerzen Series Delta Blower Generation 5 was determined.
Thanks to its very good acoustic insulation the new blower works extremely quiet and without vibration transmissions in spite of the installation on an approx. 6 m high steel design.
Future Plans
„With the now realised solution we reach the limit of the physically possible. But we are still on the safe side and the negative pressure-transport system has been working properly since its official commissioning. We extend our production plants worldwide. Therefore employees of other countries have visited our new plant in Hanover several times. They were impressed by the whole concept realised by Aerzener Maschinenfabrik and Georg Stein. On the basis of our knowledge gained so far, we are now already checking very intensively if it is possible to replace this negative pressure-technology by the overpressure pneumatic in future where we also will install Aerzen positive displacement blowers. Regarding these observations we will again make use of the wealth of experience of Georg Stein in the pneumatic conveyance”, predicts project manager Abu-Shaqra.
■
