
(From the archive of "bulk solids handling", article published in Vol. 37 (2017) No. 1, © 2017 bulk-online.com)
Introduction
Many industrial processes rely on pneumatic conveying systems to transfer particulate solids between process steps or storage vessels. In a majority of these cases, these processes also require that the particulate material suffers a minimal amount of attrition to avoid processing or handling problems after conveying, i.e. increase in fines creating flow problems or dust issues. The challenge is not only to minimise the damage cause to the product, but to also predict the level of breakage that will occur. Such knowledge enables subsequent process steps to be optimally designed – whether it be for mass flow, mixing, or dust control. Complexity is introduced in two primary ways:
- Lean-phase pneumatic conveying is capable of transporting a vast range of material types which, as this work demonstrates, respond with a range of breakage behaviours.
- This form of conveying is also used because it is particularly versatile with respect to pipeline geometry and operating conditions. The combination of these factors translates to a range of loading conditions imposed on the particles.
For the above reasons, it is important that characterisation of the particulate material breakage behaviour is undertaken. This is most commonly undertaken in the form of impact testing due to the majority of particle damage being expected to occur at pipeline bends [1].Adopting a pragmatic approach, a bench-scale centrifugal attrition tester requires only a small, statistically representative sample of material, and offers close control over the most important variable – impact velocity. When analysing the breakage behaviour of particulate materials, it is important to not only consider the amount of material removed from a specified size fraction (parent particles), but also to consider the distribution of material into the size fractions bellow it (child particles).
1. Earlier Investigations
Particle attrition has been the subject of a number of previous studies. This review of the literature will focus on those applicable to the conditions expected within a lean-phase pneumatic conveying pipeline.Polymeric granules were studied by Frye and Peukert [2–5] in terms of the stress conditions applied in the pipeline (defined as a process function), and the material response to these conditions (defined as a material function). Computational Fluid Dynamics (CFD) analysis was used to determine the loading conditions experienced by the particles in the simulated pipeline. Friction and impact testing were used to define the material function. One of the key findings from this work was the significance of sliding friction in the attrition process of polymeric materials, along with the associated glass transition temperature of the material.A range of methods have been used by previous researchers to measure attrition behaviour of particulate materials, as described below:
- The swinging arm tester used by Petukhov and Kalman [4, 5] whereby a stream of particles was dropped into the path of targets fixed to a rotating spindle.
- Drop test [8] where a sample was allowed to accelerate under gravity and impact on a surface/bed of material. Whilst simple and straightforward, this method offered limited control of impact velocity (limited by terminal velocity) and required significant head room.
- Short pneumatic conveying systems have been widely used [1–3, 7] and whilst they replicated the conditions under which attrition occurs, testing required significant floor space in conjunction with copious preparation time, material, cost and time for results analysis
- Centrifugal attrition testers, have been used in a number of studies [2, 8–10]. This type of tester involved dropping particles into the centre of a rotating disc that contained radial tubes through which the particles are accelerated. The primary advantage of this tester was that the impact velocity (repeatedly proven to have the most significant influence on particle attrition levels) can be closely controlled. As shown by Kotzur et al. [13], there was the risk of further breakage due to secondary impacts.
Each of the above testers offers a distinct set of advantages and disadvantages. A centrifugal accelerator-style apparatus was chosen for this course of work due to the close control of impact velocity, relatively small sample size, and good control of impact angle and feed rate.
2. Materials tested
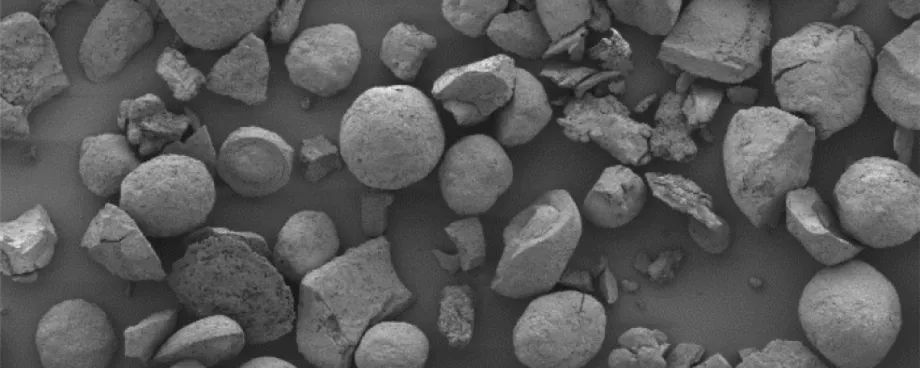
Two materials were chosen for comparison in this research, Carbolux as an amorphous material, and cooking salt as a crystalline material.Carbolux contains 99.6% carbon, with a significant quantity of spherical particles. The material specification detailed a 800 – 1000 µm particle size rage. Fig. 1 shows scanning electron microscope images of the particles. Fig. 2 shows the measured particle size distribution for this material from statistically representative samples. The mean of the four measurements will be taken as the virgin sample size distribution.
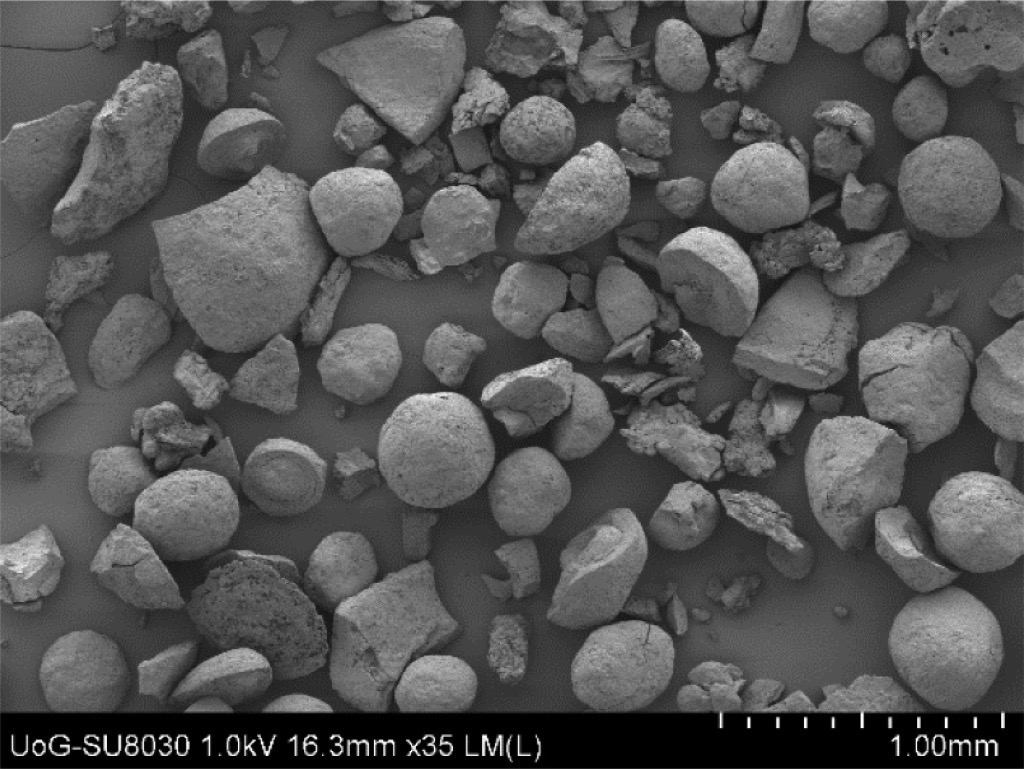
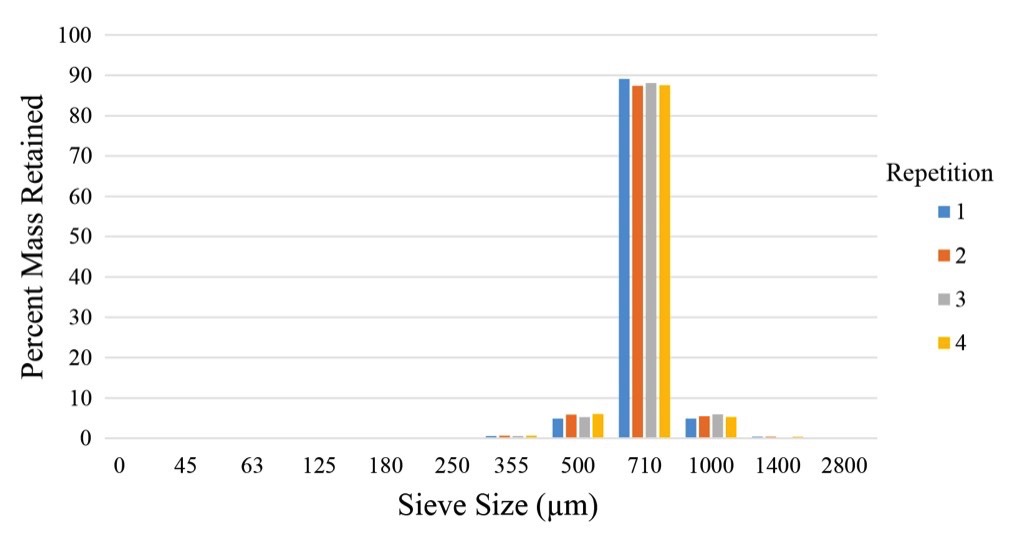
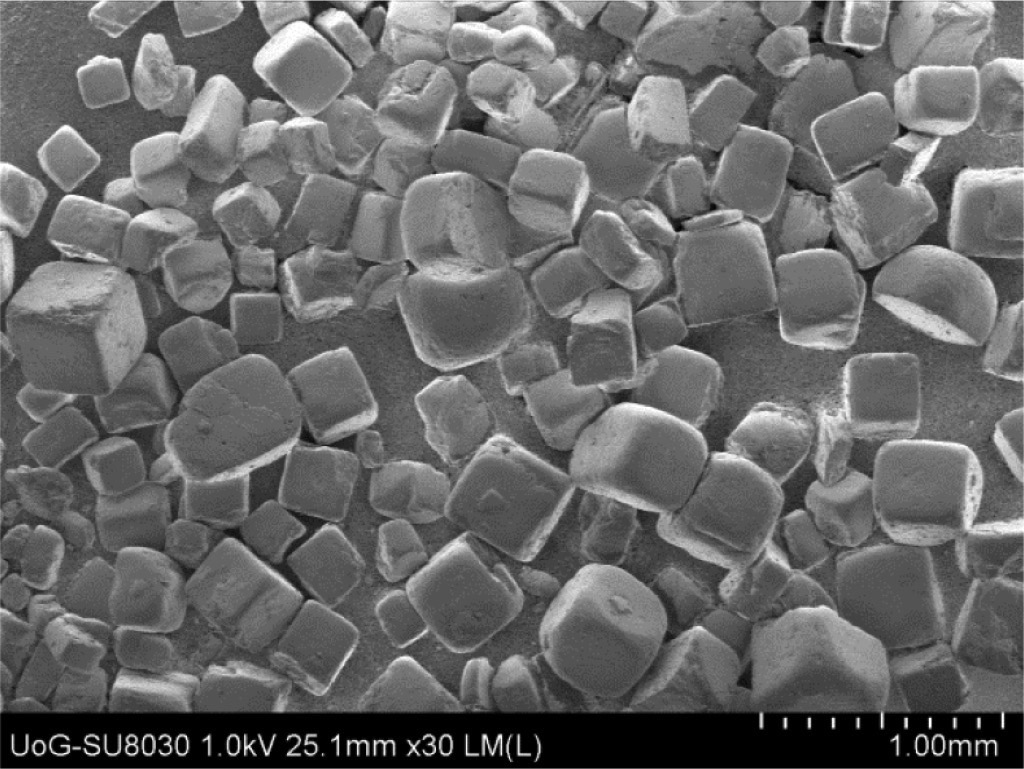
Fig. 3 shows scanning electron microscope images of the cooking salt particles, presenting their cubic structure. Fig. 4 shows the measured particle size distribution for this material from statistically representative samples. The mean of these measurements was used as the virgin particle size distribution for this material.
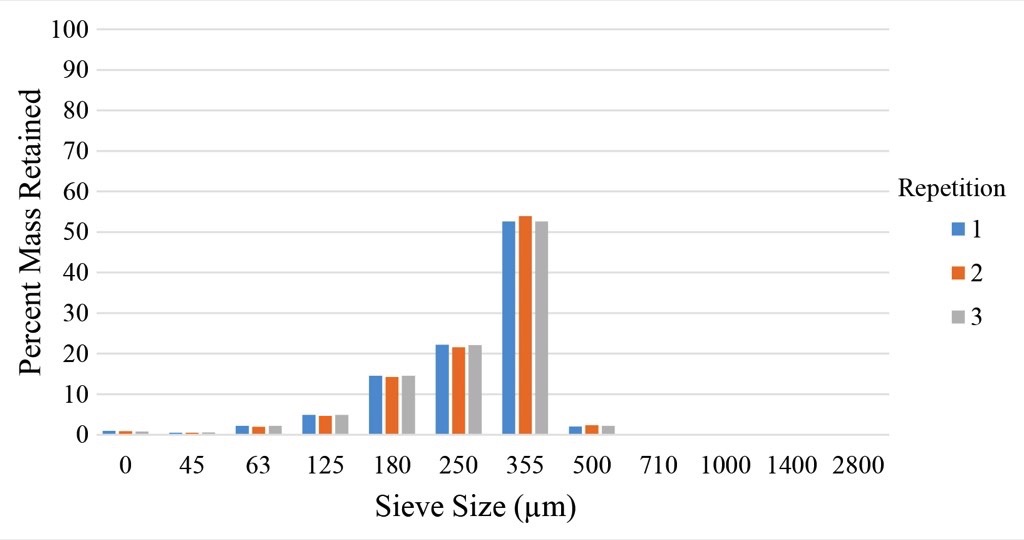
Through observation of the virgin particle size distributions, it is clear that the Carbolux has a much narrower size distribution than the cooking salt. Additionally, both materials have a distinct oversize cut-off, with very little material retained on the 1000 µm sieve for the Carbolux and on the 500 µm sieve for the cooking salt. This is advantageous, as the attrition results will not include the formation of child particles in the largest size fraction by percent mass retained for each respective material.
3. Equipment used
To ensure that particle breakage occurred under well-defined conditions, a bespoke bench-scale centrifugal attrition tester was designed and built especially for this course of research. Displayed in Fig. 5, the chassis of the apparatus is constructed of solid aluminium, and has been given a hard anodized finish to improve wear life.
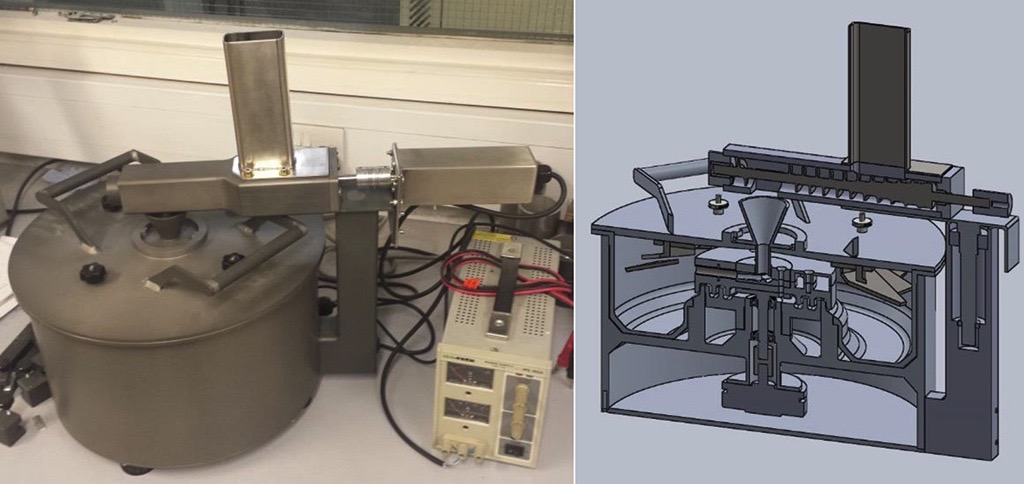
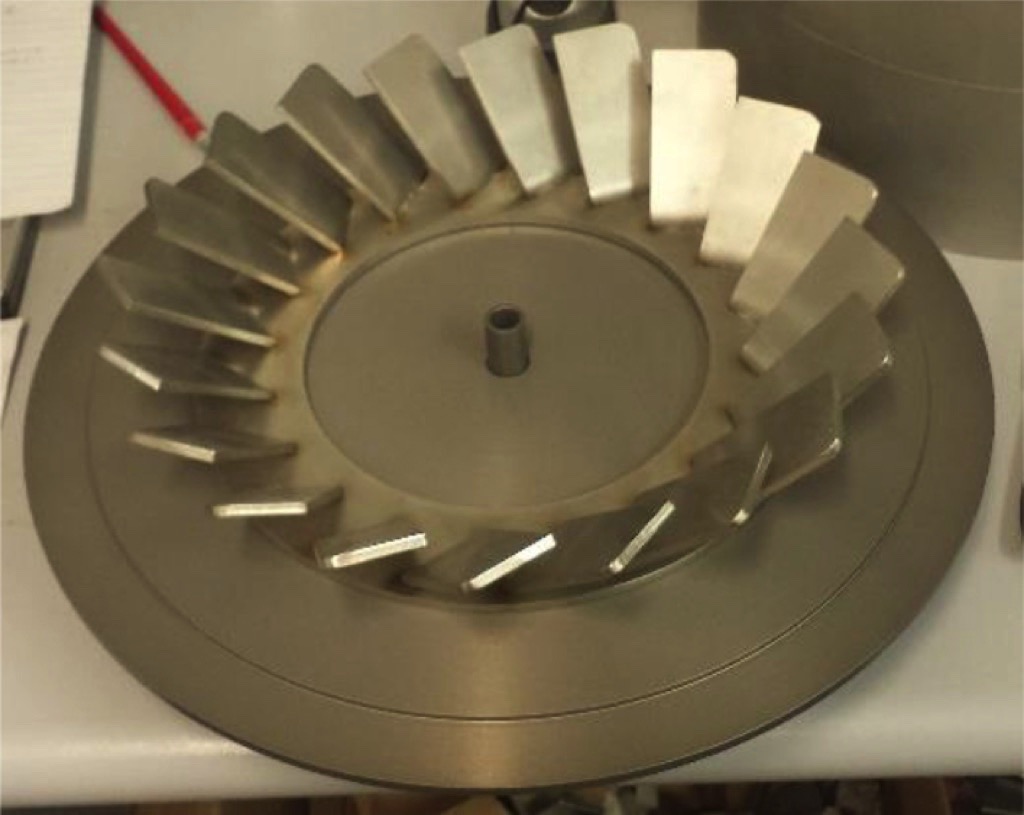
The target array shown in Fig. 6 is constructed of stainless steel, as is the feed screw and accelerating tubes (housed within the rotating spindle). The motor driving the spindle utilises closed-loop control, with a feedback rate of 16000 counts per second; resulting in a closely controlled impact velocity within the apparatus to ±1 rpm.
The feed rate of material into the tester is controlled through the use of a screw feeder mounted above the unit. The screw design incorporates a gradual increase in volumetric capacity across the hopper outlet. This promotes mass flow in the hopper, hence minimising segregation of the sample during the test. Additionally, the increase in volumetric capacity ensures that the material is relaxed into the screw flights during transport.Pulsation of material feed rate is typical of screw-type feeders. This has been addressed in the design through termination of the screw flights 5 mm prior to the outlet of the feeder leaving a small bed of material, with a vision to dampen the pulsation effect. Additionally, variation of material feed rate has been shown to have a small effect on this form of attrition tester [14].
4. Methods used
4.1. Statistical Subdivision
Obtaining statistically representative samples of the respective master batch of material was exceedingly important in this course of research as the virgin size distribution was not measured prior to each test – it was only averaged across the master batch.The Carbolux was obtained in a 20 kg sack. The contents of the sack was placed in a spinning riffler, from which eight statistically representative samples were obtained in the rotating carousel. These samples were further riffled down through the use of riffle boxes, until a sample of approximately 100 g was obtained.The cooking salt was obtained in a 3 kg sack, and therefore only required the use of the riffle boxes to obtain statistically representative samples.
4.2. Size Analysis
Size analysis was carried out with the use of a sieve stack, and sieve vibrating unit. The sieves were of a woven wire mesh construction. Each sample was sieved for approximately 10 minutes, before being analysed with a set of electronic laboratory scales with an accuracy of ±0.001 g. Great care was taken to ensure that all of the material was removed from each sieve to maximise the accuracy of the analysis, and to minimise sieve blinding in subsequent tests.
4.3 Attrition Testing
Attrition testing was conducted with the bespoke bench scale apparatus. A statistically representative sample was inserted into the feed hopper of the apparatus. The spindle was accelerated until the desired rotational velocity was achieved and was then maintained for the entire duration of the test. The screw motor was then started to initiate the feeding of material into the centre of the spindle. Once all of the material had been dispensed, the screw motor was stopped, followed by the spindle motor. The feed rate was kept sufficiently low in order to remove the possibility of effects due to particle shielding at the impact target surface.Additionally, any start up or shut down transients in the feed rate should have no effect on the results obtained. The sample was given approximately 8 minutes to settle within the impact chamber, after which the lid was removed and the collection vessel removed. Great care was taken to ensure that as much of the sample was recollected as possible, and introduced into the top of the sieve stack, before sample was sized using the method described above.
5. Results
The above attrition tests were undertaken at impact velocities of 15, 20, 25, 30 and 35 m/s to cover the typical range that particles will experience in a lean phase pneumatic conveyor. E. g. 15 m/s as the initial pick up velocity at the start of the conveyor and 35 as representative of the maximum velocity at the end of the pipeline.
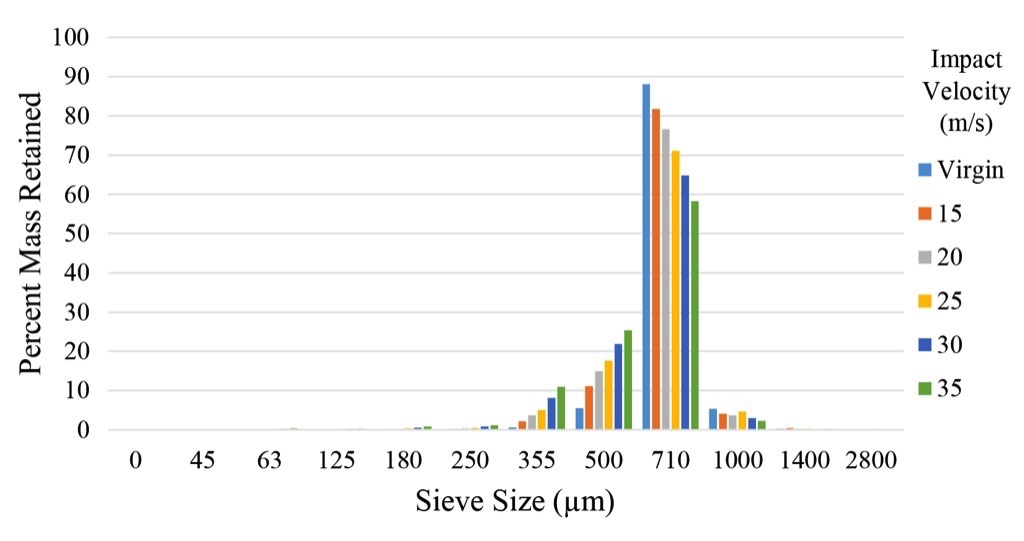
5.1. Results for Carbolux
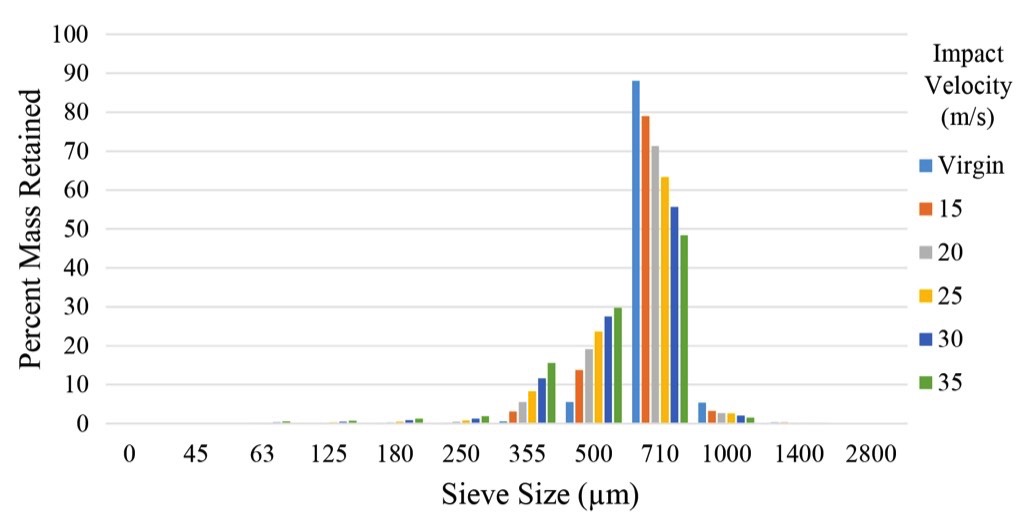
Figs. 7 and 8 show the shifts in the particle size distributions for Carbolux following attrition tests at impact angles of 90° and 45° respectively, across the full range of impact velocities. The results are also compared to the virgin size distribution.
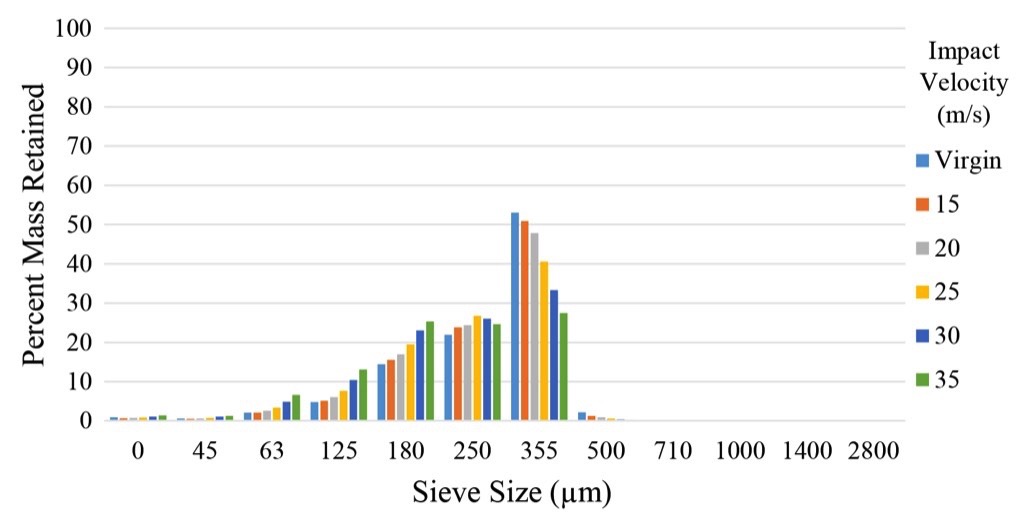
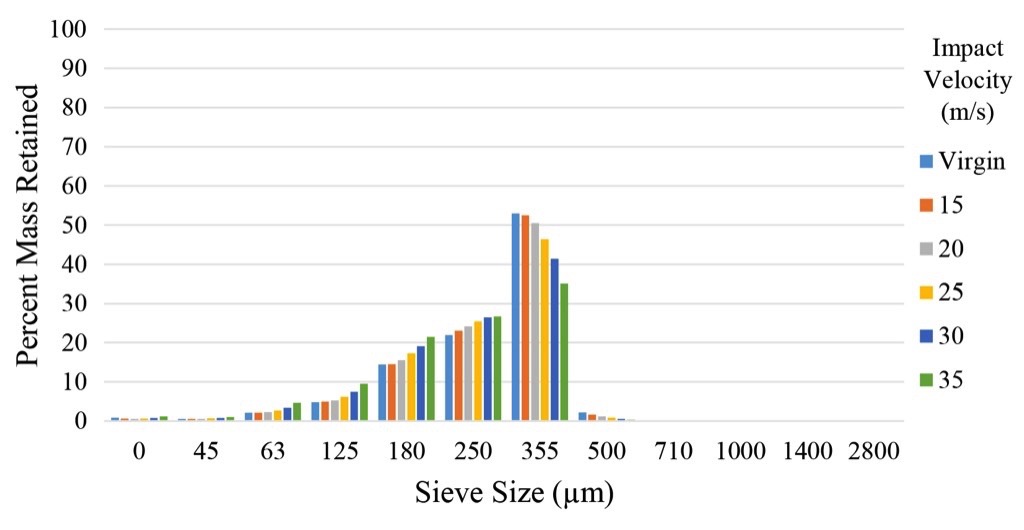
5.2. Results for Cooking Salt
Figs. 9 and 10 show the shifts in size distribution of the cooking salt following attrition tests at impact angles of 90 and 45° respectively, across the full range of impact velocities. The results are also compared to the virgin size distribution.
6. Analysis and Discussion
In order to analyse the variation between the materials tested and the impact conditions, a single size fraction for each material was scrutinised. For the Carbolux, the 710 – 1000 µm fraction was selected and for the cooking salt, the 355 – 500 µm size fraction was selected. The reasoning behind the selection process was to choose the size fraction that represents the largest proportion of the sample by mass, and additionally, must not have a significant quantity of material in the larger size fractions above it. The latter of these two criteria ensures that the child particles produced in these larger size fractions do not contribute significantly to the post-test mass measured on the sieve under scrutiny.Fig. 11 (previous page) shows the percent mass retained for each material and analysed impact angle across each impact velocity. A trend line has been fitted to each data set, and the results of this analysis is presented in Table 1 below.
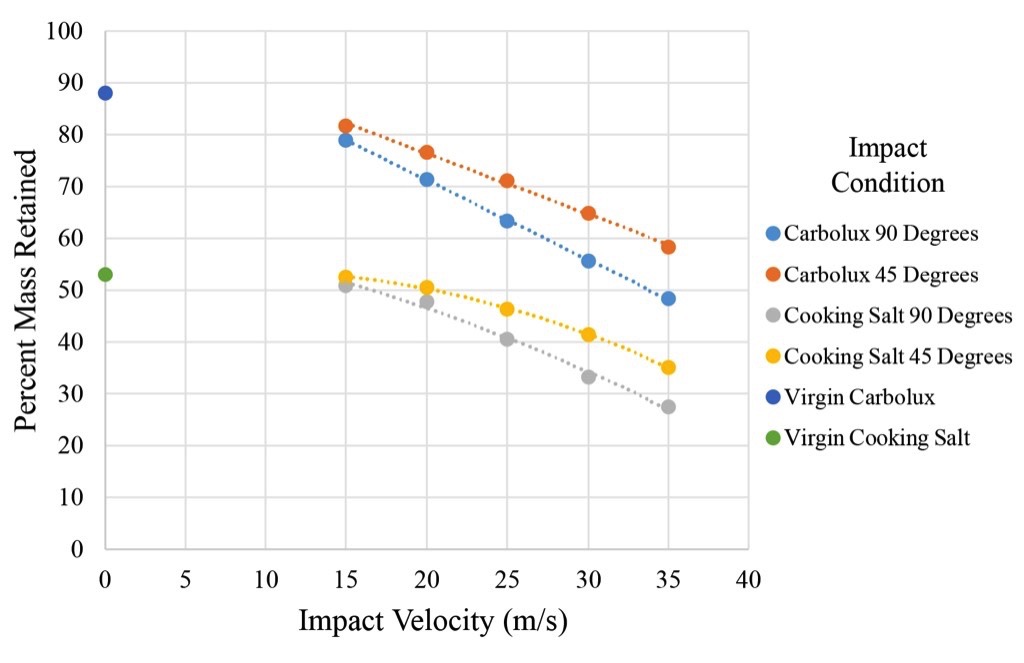

Through the analysis of the data presented above, some significant findings were evident:
- Firstly, that Carbolux, as an amorphous material, presented a linear reduction in the mass retained on the sieve with respect to an increase in the impact velocity. This observation held true for both impact angles tested, albeit, the gradient for the 90° impact angle was smaller in magnitude. This logically progresses from the fact that the impact energy experienced by particles hitting a surface perpendicular (90°) to its path of motion is larger than that experienced when hitting a surface at a 45° angle. This is due to the fact that the velocity vector normal to the surface is smaller for the latter of these two cases.
- Secondly, by contrast, crystalline cooking salt was best described by a polynomial progression. The primary difference between the two data sets is that the x² coefficient for the 45° impact angle is greater than the 90° coefficient by a multiple of 2 and supports the case for dependency on impact energy – derived from the square of impact velocity. The point of intersection for these two equations suggests that an impact velocity will be reached where the mass retained at both impact angles will be equal. The theoretical ideal for this would be when the impact velocity is so high that no particles can survive the impact energy for either impact angle. While these equations do not provide a meaningful velocity where this condition is achieved, testing across a wider range of impact velocities would reveal whether particle breakage behaviour change at the velocity extremes of lean phase pneumatic conveying.
7. Conclusions
The attrition behaviour of two different material types, amorphous and granular have been measured across two impact angles and five impact velocities, to represent potential behaviour in a lean phase pneumatic conveyor. For each material, a single size fraction that represented at least 50% of the sample by mass, and that did not have a significant amount of material in size fractions larger than the chosen fraction, was taken and the breakage analysed. Through this it was found that the amorphous material exhibited a linear reduction of material by mass percentage, while the mass percentage reduction of the cooking salt was better described through the application of a polynomial function. These relationships are fundamentally linked to the material structure, and it may be confidently stated that interpolation of the velocity values studied should yield reliable predictions for future impact testing.
References
- KALMAN, H.: Attrition control by pneumatic conveying. Powder Technol., vol. 104 (1999), no. 3, pp. 214–220.
- FRYE, L., and PEUKERT, W.: Attrition of Bulk Solids in Pneumatic Conveying: Mechanisms and Material Properties. Part. Sci. Technol., vol. 20 (2002), no. 4, pp. 267–282.
- FRYE, L., and PEUKERT, W.: Progress in the understanding of bulk solids attrition in dilute phase pneumatic conveying. Powder Technol., vol. 143–144 (2004), pp. 308–320.
- FRYE, L., and PEUKERT, W.: Identification of material specific attrition mechanisms for polymers in dilute phase pneumatic conveying. Chem. Eng. Process. Process Intensif., vol. 44 (2005), no. 2, pp. 175–185.
- FRYE, L., and PEUKERT, W.: Transfer of fracture mechanical concepts to bulk solids attrition in pneumatic conveying. Int. J. Miner. Process., vol. 74 (2004), pp. S279–S289.
- PEUKHOV, Y., and KALMAN, H.: A New Apparatus for Particle Impact Tests. Part. Part. Syst. Charact., vol. 20 (2003), no. 4, pp. 267–275.
- PEUKHOV, Y., and KALMAN, H.: Empirical breakage ratio of particles due to impact. Powder Technol., vol. 143–144 (2004), pp. 160–169.
- OVEISI, E., LAU, A., SOKHANSANJ, S. Lim, C.J., Bi, X., Larsson, S.H., and Melin, S.H.: Breakage behavior of wood pellets due to free fall. Powder Technol., vol. 235 (2013), pp. 493–499.
- KALMAN, H., HUBERT, M., GRANT, E., PEUKHOV, Y., and HAIM, M.: Fatigue behavior of impact comminution and attrition units. Powder Technol., vol. 146 (2004), no. 1–2, pp. 1–9.
- DENG, T., BINGLEY, M.S., and BRADLEY, M.S.A.: Influence of particle dynamics on erosion test conditions within the centrifugal accelerator type erosion tester. Wear, vol. 249 (2001), no. 12, pp. 1059–1069.
- DENG, T., BINGLEY, M.S., and BRADLEY, M.S.A.: Understanding particle dynamics in erosion testers — A review of influences of particle movement on erosion test conditions. Wear, vol. 267 (2009), no. 11, pp. 2132– 2140.
- ABOU-CHAKRA, H., TÜZÜN, U., BRIDLE, I., LEAPER, M., BRADLEY, M.S.A., and REED, A.R.: An investigation of particle degradation by impact within a centrifugal accelerator type degradation tester. Proc. Inst. Mech. Eng. Part E, J. Process Mech. Eng., vol. 217 (2003), no. 3, pp. 257–266.
- KOTZUR, B.A., BERRY, R.J., BRADLEY, M.S.A., and FARNISH, R.J.: Quantifying the Influence of Secondary Impacts within Centrifugal Impact Testers. In: Proceedings, 12th International Conference on Bulk Materials Storage, Handling and Transportation, 2016.
- KOTZUR, B.A., BERRY, R.J., BRADLEY, M.S.A., and FARNISH, R.J.: Influence of Solids Loading Ratio on Particle Attrition within a New Centrifugal Accelerator Impact Tester. In: PARTEC, International Congress on Particle Technology, 2016.
| About the Authors | |
Rob Berry Rob joined the Wolfson Centre as a full time PhD student, evaluating silo design methods for reliable flow. During this time he was involved in the QPM project, which resulted in the production of the Segregation Tester. He has recently been involved in another project, funded by DEFRA, which led to the production of the Powder Flow Tester, a unique piece of kit used for powder characterisation. His research interests lie with silo design, powderflow measurements and feeder design. Rob joined the Wolfson Centre as a full time PhD student, evaluating silo design methods for reliable flow. During this time he was involved in the QPM project, which resulted in the production of the Segregation Tester. He has recently been involved in another project, funded by DEFRA, which led to the production of the Powder Flow Tester, a unique piece of kit used for powder characterisation. His research interests lie with silo design, powderflow measurements and feeder design. |
Richard Farnish Richard joined the Wolfson Centre in 1997 as a Research Fellow / Consultant Engineer. He has worked extensively on consultancy projects ranging from silo design, pneumatic conveying and segregation problems. In 2006 he received an MPhil for his work on ‘The effect of flow channel profiles on repeatability of discharge rates from dispensing heads used for flow control of particulate materials in bulk’. He is now continuing his studies towards a PhD. His research interests are in optimising packaging and tanker filling systems. Richard joined the Wolfson Centre in 1997 as a Research Fellow / Consultant Engineer. He has worked extensively on consultancy projects ranging from silo design, pneumatic conveying and segregation problems. In 2006 he received an MPhil for his work on ‘The effect of flow channel profiles on repeatability of discharge rates from dispensing heads used for flow control of particulate materials in bulk’. He is now continuing his studies towards a PhD. His research interests are in optimising packaging and tanker filling systems. |
Prof. Dr. Michael S. A. Bradley Mike is Professor in Particle and Bulk Technology, Director of the Wolfson Centre for Bulk Solids Handling Technology and Head of the Greenwich Manufacturing Group at the University of Greenwich. His particular areas of interest lie in pneumatic conveying, design of hoppers and silos, dust control, plant integration and maintenance of product quality. He is Chair of Solids Handling and Processing Association (SHAPA), and a member of (MHEA) and of the Institution of Mechanical Engineers Bulk Materials Handling Committee (IMechE). He was awarded a professorship in 2006 and the directorship in 2008. Mike is Professor in Particle and Bulk Technology, Director of the Wolfson Centre for Bulk Solids Handling Technology and Head of the Greenwich Manufacturing Group at the University of Greenwich. His particular areas of interest lie in pneumatic conveying, design of hoppers and silos, dust control, plant integration and maintenance of product quality. He is Chair of Solids Handling and Processing Association (SHAPA), and a member of (MHEA) and of the Institution of Mechanical Engineers Bulk Materials Handling Committee (IMechE). He was awarded a professorship in 2006 and the directorship in 2008. |
Benjamin Kotzur Ben completed his BE (Mechanical) (Scholars) at the University of Wollongong, Australia, in 2013 with a thesis entitled: Investigation of Wear Testing and Simulation in Bulk Materials Applications. He then commenced his Doctorate in March 2014 at the Wolfson Centre for Bulk Solids Handling Technology, specialising in predicting particle attrition during lean phase pneumatic conveying. Ben looks to develop a test method, which when used in conjunction with a particle breakage model, will be able to predict the attrition level expected for a given material within any lean-phase pneumatic conveying system. Ben completed his BE (Mechanical) (Scholars) at the University of Wollongong, Australia, in 2013 with a thesis entitled: Investigation of Wear Testing and Simulation in Bulk Materials Applications. He then commenced his Doctorate in March 2014 at the Wolfson Centre for Bulk Solids Handling Technology, specialising in predicting particle attrition during lean phase pneumatic conveying. Ben looks to develop a test method, which when used in conjunction with a particle breakage model, will be able to predict the attrition level expected for a given material within any lean-phase pneumatic conveying system. |
■

