
(From the archive of ”bulk solids handling", article published in Vol. 34 (2014) No. 4 , ©2014 bulk-online.com)

At the Krefeld site of Outokumpu Nirosta GmbH in Germany, approximately 13 000 to 15 000 t of stainless steel slag were formed each month until the closure of the meltshop in December 2013. ThyssenKrupp Mill Services & Systems (TKMSS) was charged with treating the slag, which contained valuable, reusable metal components.

After two years of production in the existing treatment plant with a BHS rotor centrifugal crusher of type RSMX, it has been proven that dry treatment of the slags is significantly less problematic and more economical than wet treatment. This also becomes apparent in comparison with other steel mills which operate plants with wet treatment.The customer’s laboratory discovered that the treated and returned metallic material with a grain size of less than 22.4 mm has on average a level of purity of more than 80 percent metal. The slag sold as construction material comprises only less than 1.2 percent metal (measurement limit 0.5 mm), has a cubical grain shape and is earth-dry, thus satisfying the requirements of customers within the construction materials industry.An important aspect of the cost-benefit analysis is that there are no costs for water treatment. Even when considering that the plants must be protected from the elements and that they require partial dust removal, dry treatment works more economically. Today, a resource-saving process is available which requires neither water treatment nor the storage of sludge in landfills.
Stainless Steel becomes magnetic
Two series-connected cone crushers for coarse crushing were available at the Krefeld plant. The BHS-Sonthofen rotor centrifugal crusher of type RSMX was put into operation for secondary crushing in January 2011: following treatment by the cone crushers, this machine was fed a mix of grain sizes ranging from 4 to 22.4 mm consisting of pure metal and metal with slag, which it then crushed selectively.One advantage of the impact technology used by these machines is that there is a huge difference in the elastic modulus of metal and slag: the metal parts are disaggregated much better than with pressure grinding in cone or jaw crushers. In addition, impact crushers in all process stages create material with cubical grains, which is highly suitable as construction material.It was another effect, however, that was decisive in the choice of machinery: when stainless steel collides with a solid wall at high speed, it becomes magnetized for a short time. After it has been crushed, the normally a magnetic or slightly magnetic steel, used at the Krefeld site, can thus be separated from mineral substances using conventional magnetic separators.
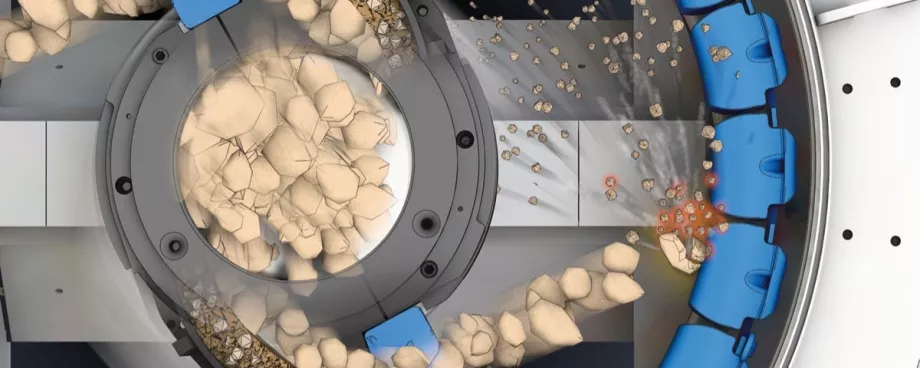
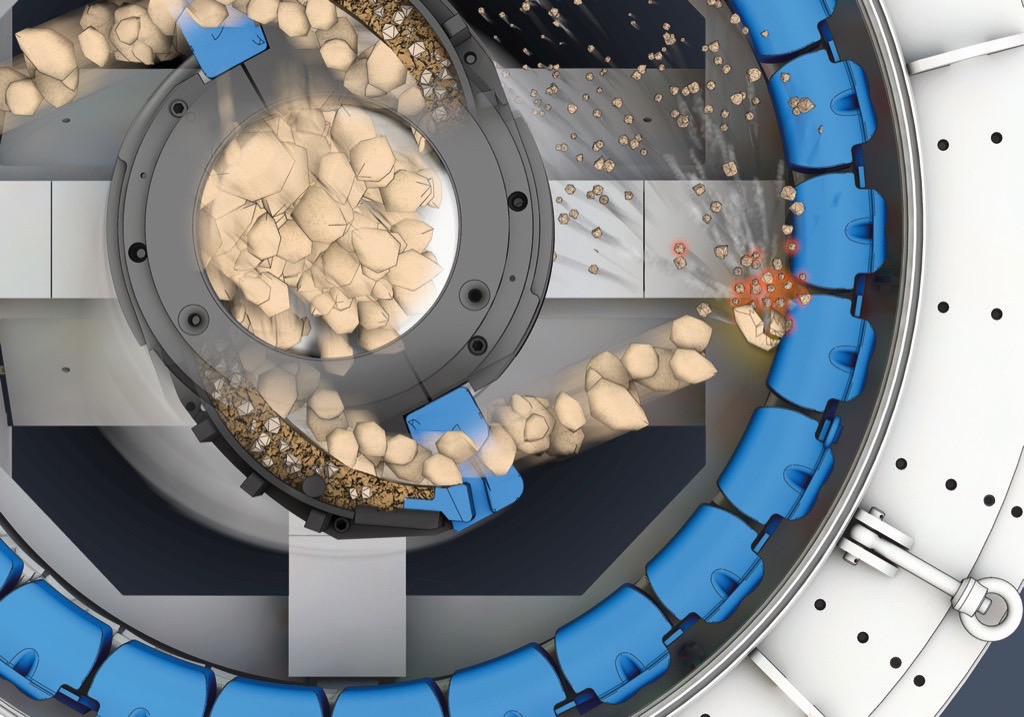
The rotor centrifugal crusher contains a compact rotor with two centrifugal chambers mounted on a vertical shaft. The input material is fed from above into the center of the crusher and passes into the two centrifugal chambers of the rotor. The circumferential speed of the rotor causes the material to be accelerated outward at high velocity and to rebound against the anvil ring of the outer housing. In the process, the slag is shattered mainly as a result of the optimized single impact of each feed grain against the fixed wall, thereby being separated from the metal parts. As mentioned before, the endproducts are of excellent cubical shape which is expelled from the machine’s discharge outlet.
Impact Technology in all Crushing Stages
Impact crushing, which magnetizes stainless steel, has proven its value in routine operations. BHS-Sonthofen has developed a cost-efficient process for new treatment plants in which metal parts are magnetized in each stage of the process chain. The plant concept is divided into three treatment stages:
- Coarse crushing of stones and skulls up to 400 mm in size with a BHS Rotorshredder (type RS)
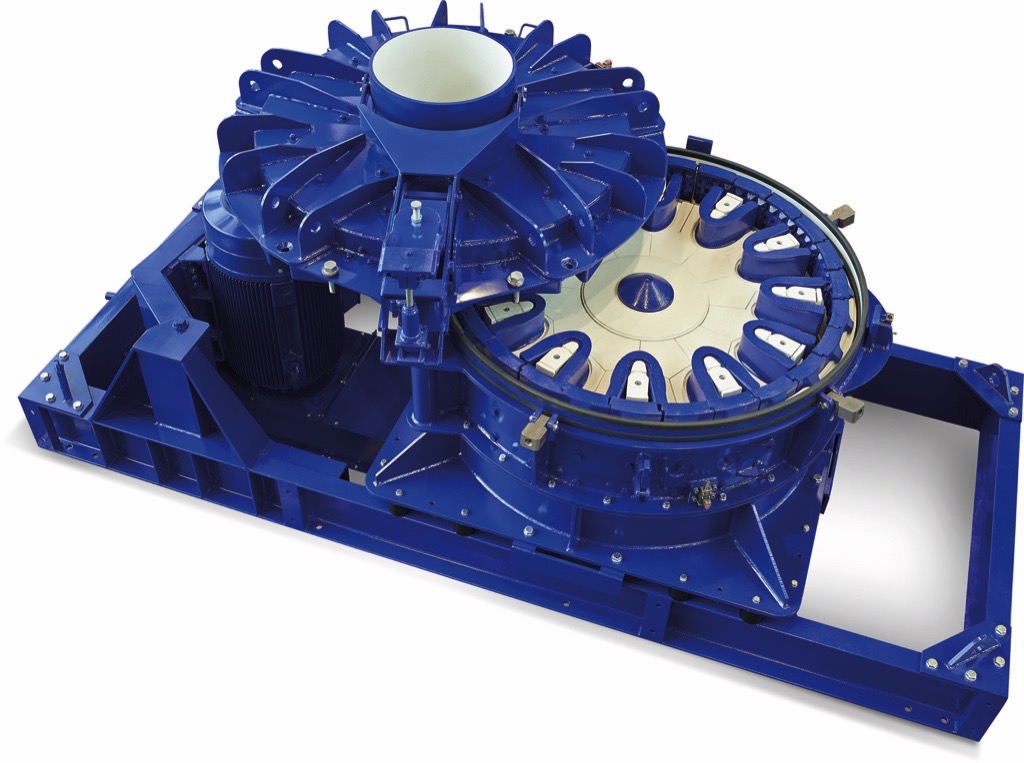
- Secondary crushing of mid-sized grain fractions with a BHS rotor centrifugal crusher (type RSMX)
- Fine crushing of fine and sand fraction of 0 to 4 mm with a BHS rotor impact mill (type RPMV)
Step 1– Coarse Crushing: Rotor Shredder

In its technical center, BHS-Sonthofen has shown that the Rotorshredder of type RS is suitable for the coarse crushing of metallic slag. The tests were performed with steel skulls from Krefeld, Duisburg and Brandenburg with an edge length of up to 600 mm and a weight of up to 50 kg.The principle of the Rotorshredder is simple: the interior of the machine contains a rotating vertical shaft with pairs of hammers arranged one above the other, mounted on articulated joints. The slag is fed from above into the crushing chamber, and is selectively crushed as it enters the range of tools by impact, punching and shear forces. In the process, slag composites are separated and the metals are freed and magnetized. The crushed material exits the crushing chamber through a sturdy slotted gate in the housing wall, the apertures of which can be varied depending on the grain size required.
Step 2 – Secondary Crushing: Rotor Centrifugal Crusher
The screened material coming from the Rotorshredder, still containing metal and ranging in size from 4 to 22.4 mm, is further processed in the secondary crushing stage. The rotor centrifugal crusher of type RSMX, described above in detail, crushes this material, thereby separating the slag from the metal. Grain sizes of 0 to 4 mm are screened after secondary crushing and transported to the rotor impact mill. The material still containing slag after the screening and separation process is fed back into the rotor centrifugal crusher.
Step 3 – Fine Crushing: Rotor Impact Mill
Laboratory tests have shown that fine or sand fraction of 0 to 4 mm also contains usable high-quality metal. Rotor impact mills of type RPMV crush the remaining material from the screening and magnet process following treatment in the rotor centrifugal crusher.The rotor impact mill contains a plate to which horseshoe-shaped hammers are attached. When the centrally fed material hits the rotor, it is accelerated outward by centrifugal forces. It is then caught by the horseshoe-shaped hammers, which impel it against the anvil ring. Repelled by the anvil ring, the material hits the hammers again and is thrown back against the anvil ring. This process repeats until the feed is small enough to pass through the gap between the impeller tip and the anvil ring, and is thereby discharged from the mill. The fraction of 0 to 4 mm can complete several cycles in the rotor impact mill. With each cycle, the metal is discharged from the machine circuit by means of neodymium separators. The slag sand produced consistently exhibits an outstanding cubical grain shape. It is, nevertheless, important to carefully consider whether this third stage makes economic sense with respect to wear-related costs.
A Note from the Editor
For all statements in this article that refer – directly or indirectly – to the time of publication (for example “new”, “now”, “present”, but also expressions such as “patent pending”), please keep in mind that this article was originally published in 2014.
| About the Author | |
| Dietmar GuldanBHS Sonthofen GmbH, Germany |
■

