

(From the archive of ”bulk solids handling", article published in Vol. 32 (2012) No. 1 , ©2012 bulk-online.com)

Conveyor belt tracking problems can occur even on the most modern and sophisticated systems. At the Newcastle Coal Infrastructure Group (NCIG) terminal in Newcastle, NSW, Australia, some 167 kilometres north of Sydney, belt tracking issues generally occur because of a lack of friction between the belt and the aluminum idlers. Rain only heightens this issue, as the conveyor belts are susceptible to the greater elements.According to Graeme Ralph, senior mechanical engineer at the terminal, the tracking incidents happened early in the operational history of the site. While the causes were not all the same, the common symptom was the belt wandering so far from the idler, causing an automatic shut down.Ralph explained that, while tracking misalignment of up to 40 millimetres on each side could be tolerated, going 100 to 150 millimetres and more was just not acceptable, especially since safety switches automatically stopped the conveyors.
Wide Belts, high Tonnages
This is a coal terminal where the principal conveyor belts are 2.5 metres wide, working with high tonnages, where current capacities can reach up to 33 million tonnes per year. Planned expansion (already approved by the government) is expected to nearly double this capacity to 57 million tonnes per year. Thus, delays due to conveyor belt shutdowns can be pretty expensive – not only because of maintenance costs, but also due to costly demurrage from delays in shipment.There are currently nine main conveyors within the terminal. All major belts are vulcanized, and made to Imas at1400 standards. The drive pulleys are ceramic and the non-drive pulleys are made of polyurethane. Idlers are made from aluminum and were chosen because of their light weight (approx. 20 kilograms each). Conveyor lengths range from 75 to 1371 metres. Ralph notes that tracking issues varied in the different conveyors and were exacerbated by weather conditions, especially during periods of rain.
NCIG in Newcastle
Coal and Newcastle have long been associated with each other as noted by different variations of the expression: "selling, taking or carrying coal(s) to Newcastle." The idiom, of British origin, alludes to the long-standing relationship of the mineral to the Newcastle region. The same applies in the Australian context, as a substantial amount of coal is mined in the Hunter region of New South Wales, where Newcastle is located. The city is a central point for the shipping of coal to foreign markets and arguably is the busiest coal terminal in the world.The Newcastle Coal Infrastructure Group was formed in 2004 due to capacity issues related to rail and shipping experienced by coal exporters in the Hunter region. The group occupies a 136 hectare site, located on Kooragang Island, which is leased from the state government of New South Wales. The members of Newcastle Coal Infrastructure Group are BHP Billiton, Centennial Coal, Donaldson Coal, Peabody Energy, Yancoal and Whitehaven Coal.
Tackling Belt Tracking Issues
The man at the coalface, so to speak, Graeme Ralph, is a mechanical engineer with many years of experience in Australia and overseas. He has worked mainly in the field of manufacturing, with focus on the production of bulk material. No stranger to the problems encountered with conveyor belts, Ralph has tried many approaches to the tracking issues at NCIG, but no one solution seemed to last.“Our engineers come from different backgrounds,” Ralph explains. “In a discussion in the middle of 2010, several engineers with mining backgrounds suggested that maybe a Flexco product, the PT Max belt trainer, could be used to resolve the recurring tracking problems.”Initially, two custom-made 2.5 metres return side PT Max belt trainers from Flexco were installed. They were the first two units installed, which resolved one problem area. Following this successful remedy, an additional two units were installed on the top side. An additional three return side and one top side units are currently on order to work on other problem areas.
Heavy Duty Solution
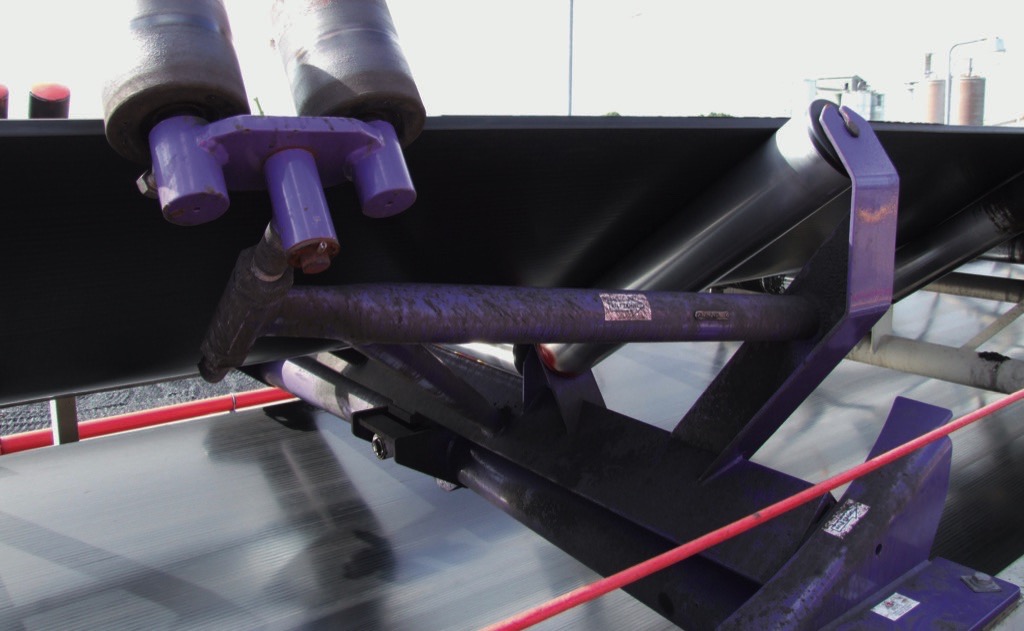
The Flexco PT Max is a heavy duty belt trainer that features a patented "pivot and tilt" design. This unique feature allows the unit to react instantly and compensate for belt misalignment. Conventional belt trainers tend to only pivot, but PT Max trainers also tilt to bring belts back in line faster. Sensor rollers allow for a predetermined degree of misalignment, typically less than 25 millimetres. Once the conveyor belt moves beyond this limit, twin sensor rollers engage the belt edge, causing the top frame to initiate a pivot and tilt action.The pivoting action immediately triggers a corresponding tilting action which increases the tension in the belt on the side that is mistracking, consequently reducing the tension on the opposite side. The resulting uneven tension causes the belt to move back to centre.The PT Max works on belts that mistrack to one side or both sides. And, the trainer works well in both dry and wet conditions, as noted in the earlier trial by NCIG. The system pivots on a unique, fully-enclosed spherical bearing made of surgical stainless steel, that doesn't require lubrication. The bearing life of each of these belt trainers is backed by a five-year "No-Risk" performance guarantee.
Looking to the Future
Ralph’s involvement at the terminal centres on maintenance. While he has assisted in the planning of the expansion phase, he is not directly involved.He looks forward to the maintenance challenges in the future, including whatever the expansion of the terminal will bring.With his experience with the PT Max, this means that he now has another arrow in his quiver to help him prevent conveyor belt tracking problems in the future.
A Note from the Editor
For all statements in this article that refer – directly or indirectly – to the time of publication (for example “new”, “now”, “present”, but also expressions such as “patent pending”), please keep in mind that this article was originally published in 2012.
| About the Author | |
| Michael NoncicTerritory Sales Manager Hunter ValleyFlexco, Australia |
■

