

The plant in Sonneberg was constructed first and has been in operation since 2004, while the three others followed by 2006. The Sonneberg sewage treatment plant was designed to deliver a disposal rate of 48.375 PE and handle a maximum wastewater volume of 393 l/s. The average is 220 l/s. Around 20% of the wastewater comes from agricultural operations and around 20% from commercial discharge.

One special regional characteristic that impacts the treatment process is the fact that the water coming from the slate mountains is very soft in its untreated state (4-5 degrees German hardness (dH)) and has a low pH value. The Sonneberg sewage treatment plant is also responsible for the sewage sludge thickening and dewatering processes of the other central sewage treatment plants in the WAZ Association. This produces around 5.5 million cubic meters of wastewater and 20,000 cubic meters of fecal sludge per year, as well as around 3,500 tonnes of sewage sludge with a dry matter content of around 23%, which is processed externally.
Identical Plant Design
At the four plants, mechanical cleaning is initially performed using a rake system with screw compactor for dewatering the raked material. In the ventilated sand trap with sand washer, any sand in the material is released, washed and dewatered, allowing it to be used as backfill material in ditch and trench digging operations. At the same time, light substances such as oils and greases are removed here.

For biological cleaning, a selector basin divided into two cascades is positioned upstream of the aeration tanks. Its task is to minimize the growth of filamentous bacteria and associated formation of bulking sludge stimulated by the large volume of fecal sludge. In two aeration tanks, designed as circulation basins measuring 95 meters in length and boasting an effective volume of 13,540 cubic meters, the nitrogen contained in the waste water is removed and the sludge aerobically stabilized.A blower station with five rotary piston blowers guarantees pressure ventilation of the basin. Two blowers supply each basin, while the fifth serves as a reserve unit and is also used to cover peak loads. The blowers are operated intermittently. The organic carbon is removed and the nitrogen nitrified during the ventilation phases. Denitrification is performed in the non-ventilated phases. To stabilize it, lime hydrate must be added to the wastewater in the second phase of the selector basin due to the very soft nature of the water in Sonneberg. It is metered from a 70 cubic meter lime silo that is heated in winter.

For chemical cleaning, a precipitating agent is added to the wastewater stream both upstream and downstream of the aeration tank to remove the phosphate in the wastewater. The wastewater treated in this way flows from the aeration tank via a distributor structure into two final clarification basins which are equipped with a return sludge pumping unit. This then pumps 80% of the return sludge – measured by the sewage treatment plant’s feed volume – via the selector basin and back into the aeration tank.Some 800 cubic meters are removed from the return sludge as surplus sludge each day and then fed to the mechanical thickening area. Here, two belt thickeners with continuously circulating Type 5060 GKD filter belts increase the solids content of the surplus sludge from 0.75% TS to around 5% TS through the addition of flocculant. If necessary, it can then be temporarily stored in two sludge silos, as sludge dewatering at the Sonneberg sewage treatment plant is performed on the basis of the disposal volume and cycle of the external disposal company. A 400 cubic meter sheltered storage area was therefore constructed for the dewatered sludge, where it can be temporarily stored until collection.

Strong Woven Seam
The belt press is generally fed directly from the thickener, so around 160 cubic meters of sludge is dewatered per day, whereby the belt speed is based on the grade of the sludge. With easily drainable sludges, approximately twelve cubic meters per hour are fed and then remain in the system for around half an hour.

When working with sludges that are difficult to dewater, the volume of sludge fed is reduced. The belt speed is always adjusted in such a way that the entire width of the belt is used for the dewatering process. Beside fluctuating wastewater temperatures, a slightly higher proportion of biological sludge can, for example, also influence the quality of the sludge.
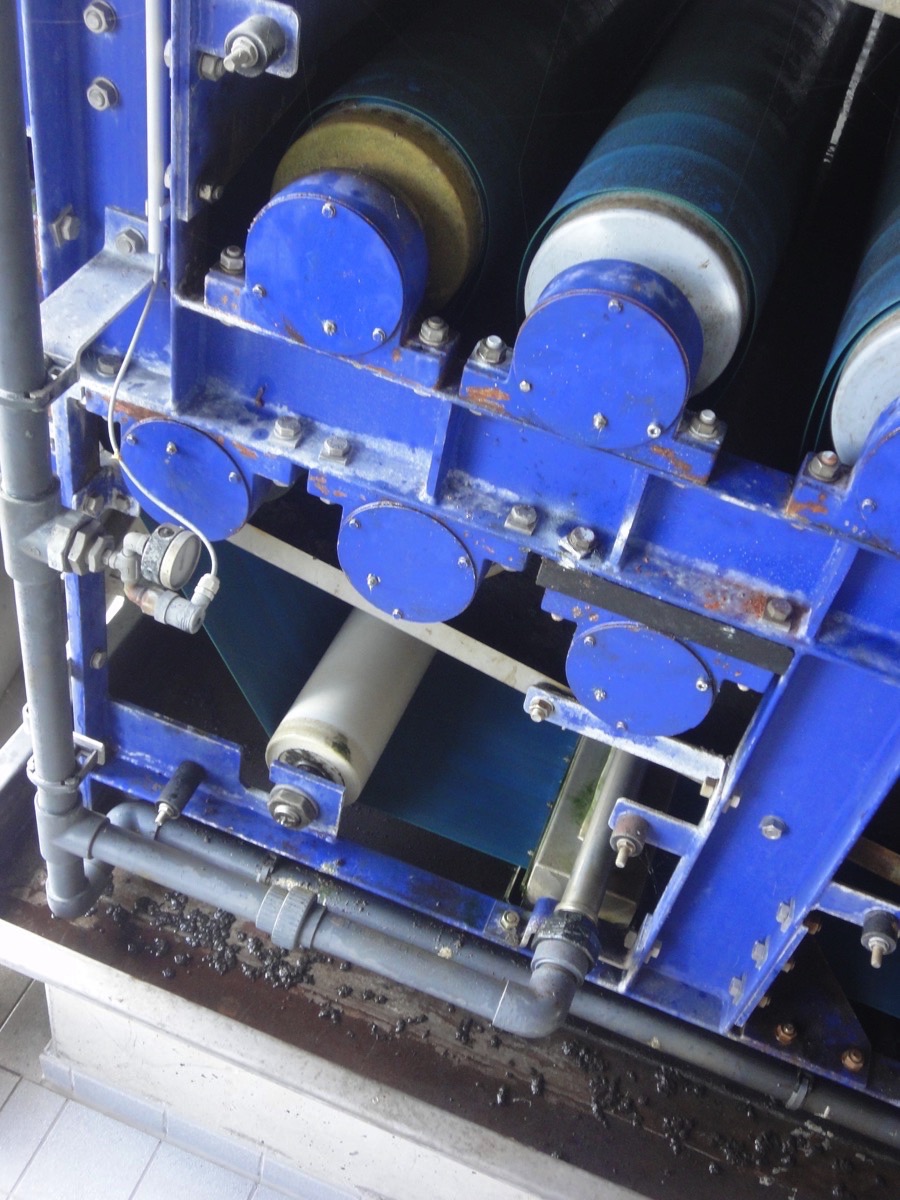
After the thickened sludge has been deposited in the belt press infeed area, two scrapers distribute it evenly across the Type 1003 GKD filter belt, which then transports it to the pressing area. Here, the sludge passes through eleven rollers between the upper and lower belt with belt pressure of 8 bar. The belts are subjected to high loads as a result of the forces applied.The woven seams in particular were therefore a much feared weak point in Sonneberg for a long time. This was because the belts previously used at the Sonneberg sewage treatment plant regularly suffered from damaged seams due to the loads they must handle. In fact, these belts were repeatedly torn apart in an uncontrolled way, causing costly downtimes.Plant manager Bernd Hubner remembers: “The most important part of the belt is the seam. With the old belts, sudden failure of these seams led to a great deal of work and costs caused by the sludge that was still in the press. Yet despite the higher personnel costs associated with this work, the significantly longer downtime in comparison with a scheduled belt change was what actually had the greatest negative impact.”

Toralf Thiemann, head of the sewage plant, adds: “For us, it is important to detect wear early on, so that we can see when the belt has reached the end of its useful life. We can then plan its replacement in good time. If this timing passes by unnoticed, the belt is likely to break unexpectedly.” While searching for a solution, he came across GKD and its Type 1003 filter belt with patented PAD seam. “Since we have been using this belt type, we have not had a single belt fail and therefore not experienced any further downtimes,” he comments, full of praise.The dewatering performance and particle retention of the GKD belts also meet the high expectations of the Sonneberg sewage treatment plant. Yet for Bernd Hubner, the key benefit of this belt type is the flat, reliable PAD seam. “This continues to hold out, even when the belt is worn,” he comments. “Since making the switch to the GKD belt, our operational reliability has seen a significant and welcome increase.” It should therefore come as no surprise that staff in Sonneberg were also keen to test the new Type 1003 belt with integrated wear indicator.
Early Warning System Included
The yellow inner core of the 15.25 meter long and 2.50 meter wide GKD polyester belt displays the degree of mechanical wear – similarly to the wear indicators on car tires. This allows damage caused by defective plant components or process-related wear to be detected early on.

The Sonneberg sewage treatment plant has been using the new belt type since January 2016 and thereby supplementing its existing process control. “The belt press is connected to our control system, where all operating data is captured,” explains Toralf Thiemann. Runtime, maintenance frequency and patrols/inspections are all registered on the system. On this basis, the operating personnel are informed via SMS of an impending failure based on the threshold values defined.The head of the sewage plant hopes that this early warning system offered by the GKD belt with wear indicator will provide additional information, from which characteristic values can be derived for the control system. A key question for him during the test was therefore to what extent conclusions regarding seam wear can be drawn from belt wear. If this belt allowed conclusions to be drawn regarding the remaining useful life of the seam for the first time based on visual pointers of how wear is progressing, this would also represent another important reliability gain for him.Volker Meuser, Senior Sales & Application Manager at GKD, is also keen to point out a further benefit of the wear indicator. This revolves around the fact that increasing wear on filter belts generally also has an effect on their dewatering performance. “When values start to deteriorate, many plants engage in complex and costly research to determine the cause. However, nobody ever seems to consider the belt here, ” he explains, based on his own experience. The wear indicator integrated into the GKD belt allows distinct conclusions regarding the dewatering performance to be drawn.The first visible signs of wear in Sonneberg have not yet resulted in any impairment of the dewatering process, although Toralf Thiemann and his team are obviously keeping a close eye on this. After 22 months, he is happy to confirm that the Type 1003 GKD belt with integrated wear indicator passed the test with flying colors. He also understands the relationship between belt and clamp wear along the seam. His summary is therefore clear: “From now on, we only want belts with wear indicator!” ■

