

Broken Pulley
s
 Originally Posted by shaiju
Originally Posted by shaiju
You appear to have friction welded pulley end discs on this unit and that may be why it failed entirely.
The friction weld was not strong enough to absorb and deflect the forces created by your stacker.
You will have to replace it with a stronger welded pulley from CEMA approved vendor. ■
Re: Failiure Of Bend Pulley On Twin Boom Stacker
Originally Posted by lzaharis
Dear Lzaharis
thank you for your reply.
we are not did any friction welding, it is a fillet welding.
■
Pulley Issues
Originally Posted by shaijuWhen you say bend pulley, do you mean a take up pulley?
My first thoughts after your mentioning the discs being arc welded
makes me wonder if the weld bead is not large enough where there should be more than
one layer of weld applied to the circumference as it looks to be a clean break.
if you applied rubbing alcohol to the circumference of the disc I would dare to say that
you will find a hairline crack along the entire inside diameter.
The thickness of the cylinder that makes up the pulley body is too thin for 7024 welding rod
with the thick flux coating to be used in one pass.
This is where multiple welding passes mating weldments with smaller welding rod or
sheided gas wire welding works best.
My other concern is the quality of the steel used to make up the cylinder itself-assuming
the piece was rolled and the ends butt welded and they flexed in use resulting in the breaking of the welds.
The steel used for the cylinder construction seems to be too thin for this application. ■
Re: Failiure Of Bend Pulley On Twin Boom Stacker
8.5MT is a lot of force for a bend pulley to absorb. I agree with lzaharis that the shell appears way too light. That make me want to think that the end discs and center discs are most likely too light also and part of the reason for your failure along with excessive shaft deflection.
Has the shaft diameter been sized for the correct shaft deflection. The shaft diameter and end disc / center disc sizing is required to be fully engineered in order to determine the strength required. I have seen too many times where someone simply installed a "mine duty" pulley where an engineered class pulley is required. Ask the different suppliers to define their "mine duty" pulley and you will get a different answer from each supplier. They are not built to a specific design (mine duty is based on the interpretation of the manufacturer) and therefore you really don't know what you are getting.
Has this pulley been properly designed (Engineered Class Pulley) for the system based on the T1 and T2 tensions that would be applied to? It sounds like you built this pulley on your own. If that is so you are only asking for trouble.
Leave pulley design and pulley fabrication to the experts that understand the deflection of the shaft and how to properly size the discs and proper welding technique for the shaft hub to the disc. ■
Gary Blenkhorn
President - Bulk Handlng Technology Inc.
Email: garyblenkhorn@gmail.com
Linkedin Profile: http://www.linkedin.com/in/gary-blenkhorn-6286954b
Offering Conveyor Design Services, Conveyor Transfer Design Services and SolidWorks Design Services for equipment layouts.
Pulley Failure
If you wish a professional answer, I request you share, with the thread observers, all details of dimensions and fabrication specifications - you post them on-line. CDI will undertake an analysis of your design and fabrication techniques and so post it on-line. IF we analyze your design and find flaws in its make-up, we will so advise in this forum. If you have none, then you can seek other redress.
We have designed thousands of pulleys, that are in operation today. This is a part of our 3-D fatigue modeling, using a proprietaty code PSTRESS and ANSYS FEA for more than 20 years. Most of the major North American pulley manufacturers have successfully applied this code.
This excersize will be for the benefit of those who wish to understand the methods of pulley design.
Let us see what you have. ■
Pulley Analysis
YOu also need to include the conveyor design details beyond the TUP tension. First, give the expected belt tensions you anticipate. Second, give the design criteria for the pulley in question, including the nominated belt design tensions used for pulley design. ■
Untitled
Originally Posted by shaijuIt does not matter whether the duty is whatever it is, the fact remains that is this quite worst, roughest pulley to raise its head in years over the forums.
Gary and Isaharis a quite right, get it made correctly, and while your at check units and measure and your values. Seem rather a lot other wear roundabouts. ■
How To Do It Correctly?
Dear Mr. Shaiju,
in the first place i'd like to support earlier mentioned opinions that an in-depth investigation must be performed considering the full set of operational and disign parameters. It shall not be possible to come to a substantial answer on a sketch and a photo. The more, that you must surely be in touch with the pulley supplier and with a recent commissioning the warranty should still be applicable.
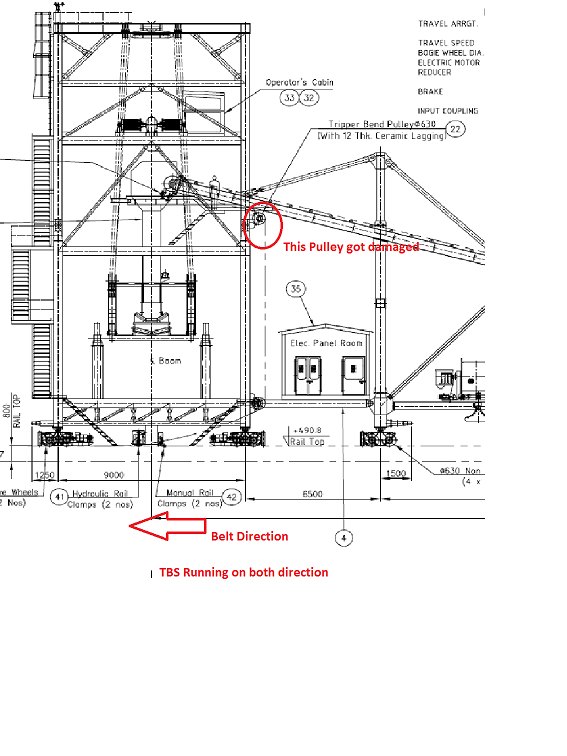
However, on the provided sketch i perceive two bend pulleys, the upper one which fails and the lower one which is not mentioned on the equipment list. This lower bend pulley should imo be of same design and more or less receiving the same operational loads as the upper pulley. But, in order to support the EP room there's a strong girder shown as #4 which in turn might stiffen the supporting structure of the lower bend pulley. This is not the case with the upper pulley. This upper bend pulley is located on the structure of the stacker (pls. correct me if i'm wrong) independently from the tripper cars structure. The vertical/lateral bracing of the main machine (Stacker) seems odd to my eye. Seen from travel gear level upwards: lowest structural field = heavy bracing. Second structual field = open, no bracing. Third (middle) field = very long and thin bracing.
So, in addition to abovementioned from the forum, pls. check on structural deformations in operation and esp. differences of deformation between the stacker backside vertical structure as seen in your sketch and the front vertical structure which i trust must be much more stiff due to the support of the boom. Or sides vice versa, as could be.
Then at last: A non-penetrating fillet weld at a simple flat round end disc (if it is so) shall have a relatively low fatigue rating. That the pulley lasted a month or so is imo hinting at a fatigue strength issue which must be duly investigated by professional expertise on hard and complete facts. Check all operational situations which might lead to initial cracks or the propagation of internal inherent cracks. Check on fillet welding at such pulleys.
Regards
R. ■
Re: Failiure Of Bend Pulley On Twin Boom Stacker
Originally Posted by Roland Heilmannthank you Mr.Roland for your replay. I has more concern about welding only. i am all ready given instruction to our supplier to cross check the welding. also they are agreed to provide new pulleys.
and as per the sketch both top and bottom pulleys are got failure. this case bend pulleys are fixed with Main structure. but Tripper is connected with super structure by a pin joint.Belt is passing through both tripper pulley and Bend pulley. weather this may cause any effect on this pulleys.
■
Pulley Failure In Circumferal Fillet Weld
I have observed many such failures in shell-to-end-disk fillet welds. A proper assessment requires the dimensions, weld specs, and forces.
Your pulley supplier must understand the stre-s limits of such a weld. I can show many similar photos. The weld typically fails on the inner weld pass at its root. The weld is very irregular in this zone, as is the inclusions created at the root. So, you have many stress risers with differing degrees of severity along the weld circumference.
A competent weld would have cracked through the shell to its OD at a 45 degree angle. Since it appears the weld failed along the weld seam at the OD of the end disk implies a poor weld as well.
It also appears the end disk is recessed into the shell much further than is typical. This by itself creates additional end disk bending from the extended shaft between bearing center and hub center. The extension puts added strain on the shell to end disk connection. Another observation is the lack of a proper shaft to hub connection. The connection looks like a set screw is holding the hub to shaft. You have no radial pressure to contain the weld connections. Furthermore, the shell has less that a 90 degree belt wrap. The exacerbates the shell hoop stress at the weld connection.
Since you are not providing the necessary input to render a reasonable opinion, why waste our time? I am sure the answer is obvious to a trained pulley engineer. ■
Welding Is One Point Of Many
Dear Mr. Shaiju,
on actual consideration i would not think that the effect might be caused by passage of belt from main machine to tripper, if there's no misalignment or displacement of bearings. This you would experience as a misalignment of the belt itself. So, if the pulleys are correctly aligned to substructure / belt (Check) and the operational behaviour of the belt does not show misalignment, one has to concentrate on the pulleys.
However, the issue might not be reduced to the welding alone, as others above already pointed out. It is imo necessary, that the complete end-disc / shaft hub / pulley mantle design is checked against the full range of the operational loads (pls. also consider start-up and braking, overload situations).
Pls. be aware, that if the pulley issue continues, one day the belt might be damaged or persons might be endangered.
Regards
R. ■
Re: Failiure Of Bend Pulley On Twin Boom Stacker
Hello,
As you say, everything is okay except failure of tripper (stacker) bend pulley. This has been replaced with new one, and it is also failing. This means mostly bend pulley (actually pulleys) design is faulty (inadequate), unless your second pulley has also faulty manufacturing.
The stacker is likely to have following pulleys:
180 degree wrap high tension (180HT): 1 no.
90 degree wrap high tension (90HT): 2 nos.
All these pulleys are designed considering force arising due to belt tension T1 (practically).
1) 180HT: Radial force 2T1, by belt.
2) 90HT: Radial force 1.41T1, by belt.
As against this, drive pulley design is based on radial load T1+T2 and torque.
Generally it so happens that 180HT pulley shaft size will be close to drive pulley shaft size because 180HT pulley has more radial force (as compared to drive pulley) but torque is absent.
Therefore, see whether 180HT pulley shaft and brg size are close or far-off from drive pulley shaft. This will give some judgment.
Also, as per DIN / ISO; 180HT pulley diameter should be same as drive pulley (unless you have oversized drive pulley). As for 90HT pulley diameter; it should be same as 180HT pulley. However, its shaft and brg size will be somewhat less due to lesser radial force. Some time all these pulleys are kept identical for interchangeability.
Regards,
Ishwar G. Mulani
Author of Book: Engineering Science And Application Design For Belt Conveyors (new print November, 2012)
Author of Book: Belt Feeder Design And Hopper Bin Silo
Advisor / Consultant for Bulk Material Handling System & Issues.
Pune, India.
Tel.: 0091 (0)20 25871916
Email: conveyor.ishwar.mulani@gmail.com
Website: www.conveyor.ishwarmulani.com ■
Well Shafted!
One of the objects of good shafting is to keep the length down. The photograph suggests that your bearing centres are too far apart. Even Babcocks would be embarrassed and they really knew how to spread a conveyor around to use all available space.
PS How many pulleys have you wrecked since this thread reared its head? Are you; the pulley manufacturer or the owner still there? ■
John Gateley johngateley@hotmail.com www.the-credible-bulk.com
Pulley Failure - Shell To End Disk Connection
Originally Posted by shaiju
===================================================
I have not seen a sketch or pulley design specifications. I assume you are not willing to publish the same. Thus, you limit the potential to find the problem. I offer some added points, to the many raise above notes, from multiple sources continue to reference welding.
I do observe the point of failure is on the outside of the end disk. It failed in tension and propagated around the circumference. Maybe not completely. Maybe not both pulley ends. Could be more telling if only one end failed, such as belt alignment stress addition.
I do note the shell maybe be substantially thinner than end disk. Proper welding compatibility should have them within 60% of metal thickness ratio between. If the end disk is too thick and not dressed for a full penetration weld to shell, the observed failure to the fillet will be likely. Normally, the "J" groove failure starts from the inside of the end disk to shell as previously noted. With a simple outer fillet, the failure will likely start on the root of the fillet, with weld undercutting like that observed.
None of these are, by themselves, indicative of poor design, if the tri-axial fatigue limit (Goodman Diagram - Each Principle Stress vs. Mean Stress for endurance, tensile, and yield criteria factors) is correctly applied. ■

Failiure of Bend Pulley on Twin Boom Stacker
Dear All,
Presently I have commissioned TBS. We have taken continuous trail run of TBS with flow rate of 1200TPH. After one month we found that the bend pulley has failure (i.e. crack found on welding between side plates and shell). We replace it with new one that also got failure on same way.
Specification is as follows:
1. stacking capacity of 2000TPH.
2. Material : Iron Ore fines
3. Travel speed: 5 to 40 M/Min.
we are using steel cord belt for yard conveyor. It has horizontal tack up. Total counter weight used is 8.5MT.
Earlier I thought it is due to welding failure. but repeatedly failure is happening on the same bend pulley. Kindly suggest if any reason.
Regards
SHAIJU.N
href="https://forum.bulk-online.com/attachment.php?attachmentid=35637&d=1362835267" title="Name: TBS Pulley failiure.bmpViews: 1443Size: 1.23 MB">TBS Pulley failiure.bmp
■