

Rotary Valves For Scl Transport
Try Avweld. They specialise in rotary valves with hard surfaces. www.avweld.com. Talk to Nathan Henry.
Michael Reid. ■
Re: Rotary Valves For Scl Transport
For highly abrasive materials the best solution is to use a pressure vessel to feed the conveying line. Pressure vessels will not have any moving parts and will not wear off. The rate of discharge can be controlled by adjusting the discharge opening.
Regards,
Amrit Agarwal (Tim)
Consulting Engineer
Pneumatic Conveying Engineers
polypcc@aol.com ■
Rotary Valve Wear
James,
Conveying air leaking upward through the rotary valve can fluidize the material at the valve inlet. The resulting wear opens the clearances increasing the leakage which exacerbates the problem, eventually even conveying performance will suffer.
Replace the Lisbon valve with a low-leakage rotary valve, one rated to 3.5 bar differential pressure. A proper low-leakage design will include tight clearances, purging of the seals and a venting arrangement that prevents the fluidization problem. Coperion-Waeschle makes an excellent low-leakage valve.
Replacing the rotary valve with a blow tank may not be the most practical solution. Control issues notwithstanding, replacement of your PD blower with a compressor may be necessary. Also the conveying line pressure rating and support system may require a significant upgrade.
Dennis Hauch ■
Re: Rotary Valves For Scl Transport
Thanks Dennis..I will contact them...
Cheers
James ■
Abrasion Resistant Rotary Valves
Hi James.
You might find that ceramic lined rotary valves will solve your problem.
Please visit http://www.omegaslate.com/physical.htm
You might also like to visit the Abrasion and Corrosion Problems Forum on this site. ■
Re: Rotary Valves For Scl Transport
Reducing the clearances will result in higher gas/solids velocity in the gap between the rotor and the valve body. Clearance leakage will reduce but not the empty rotor displacement leakage. Displacement leakage is about 1/2 of the total. Higher gas/solids velocity will cause faster erosion. Fluidization above the rotary valve has no affect on rotary valve erosion.
Rotary valves that resist abrasion are commercially available from several vendors. They will last longer than commonly used rotary valves.
System pressure drop does not change whether the feeding device is a rotary valve, a blow/pressure vessel, or some other feeding device.
Regards,
A. T. Agarwal
Consulting Engineer
polypcc@aol.ccom ■
Re: Rotary Valves For Scl Transport
Tim,
I am not sure of the gist of yr last post.
We have what we have at site and that it works well when the valve is not worn.
With a worn valve, we get more bypass, lower actual flow thru the line and the bypass effects filling and rate stability.
We do not intend to throw it all out and replace with something else . . .just improve what we have
Thanks
James ■
Re: Rotary Valves For Scl Transport
James,
Based on your last post, I think that what you need is a rotary valve that can handle abrasive materials without wearing out too fast. Replacing it with a blow tank would be too expensive for you. If you want to retain the present rotary valve you should consider making it abrasion-resistant by making changes in the materials of construction of the rotor tips and the internal surface of the valve body. After making these changes make sure that the clearances do not exceed 0.006 inches. You may also consider using adjustable tips on the rotor blades to maintain this clearance.
Hope this helps,
Regards,
Tim
A. T. Agarwal
Consulting Engineer ■
Rotary Valve Life
Reducing the vane running clearances will not increase the velocity of leakage; quite the reverse is true. As vane clearances increase, so does the air leakage velocity past the vanes. Worn vanes will dramatically decrease the operating life of the valve, and most certainly effects the overall reliability and efficiency of the conveying system when handling abrasive product.
Too tight a vane clearance will also cause wear. This initial wear will result in the development of optimum vane running clearances (for a while, at least); as wear continues, so does the decrease in valve efficiency. Another problem with taking the minimum clearance approach is that the valve may squeal, jam, or snatch for a short period on initial start up.
The are two basic causes of wear in rotary valves: hard grit particles crushing between the vanes and the product side of the valve bore, and high velocity grit laden leakage past the vanes, on the non product (return) side of the valve, actively grit blasting and abrading the valve bore. The product and non product side of the valve bore usually wear at greatly differing rates, making it impossible to maintain equal running clearance between the vanes and the product/return sides of the valve bore.
An excellent way maximise the operating life of the various wear parts of a valve, excluding drastic redesign of the conveying system, is to use high abrasion resistant materials for these critical wear parts. ■
Rotary Valve Maintenance
I am by no means an expert in Rotary Valves, but when I was working at the Smelter with dust collection, we were having major wear issues with our Lisbon Rotary Valves, with Carbon dust. We looked into the maintenance of the valves and found that they were a rotating part, used by all equipment (carbon, SCL, Alumina etc) on site (as required). The method of maintenance was left to the person/section who used it last, and most of the time maintenance was performed internally by the central maintenance team (cheaper). When they were asked about their methods, they said they just replace the individual part, and had no information on how to properly repair the equipment.
What we found was that all mating parts needed to be replaced and the valve blades need to be adjusted and fully machined to match the profile of the shoe. Our maintenance team does not have this capability.
Any leakage will lead to excessive wear in a very short time period. Its worth checking that your sites maintenance practices are up to scratch before replacing. Katie. ■
Rotary Valve Wear
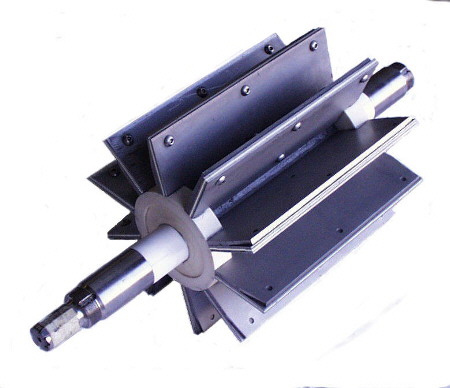
I agree with Katie: an ineffective maintenance regime can be a root cause of rapid valve wear. Once the running clearances between the rotor vanes and the valve body start to deteriorate, leakage velocity increases past the vanes and rapid wear will occur. The solution, or at least a very effective means of slowing down wear, is to use the most cost effective abrasion resistance technology available.
The attached photo shows a rotor with the main contact wear areas protected with diamond ground fully sintered high alumina ceramics. 99.7% alumina ceramic is inset into the O/D and the sides of the vane sealing blades, which sit on top of 99.75 alumina secondary seals on each end of the rotor vanes; even the sections of rotor shaft that passes through the stuffing or air purge seals are protected with ceramic. All this protection is aimed at maintaining as close as possible running clearances for as long as possible.
The rotor is diamond ground, with the vane sealing blades fitted, as one complete unit to give a running clearance from 0.1 mm upwards, depending on the operating temperature of the valve. The finished rotor is then slid into the valve body, requiring no adjustment of the blades to achieve the desired running clearances.
Attachments
■
Scl Transport
Hi Mike
I can say that the valve rotor as per the picture did not last as long as the closed cell floating show type.
The big issue I see with the open cell rotor design is the end clearances. The sides of the rotor valves and the seal area wore out badly. The photos of the worn valve is on another posting.
Cheers
James ■
Re: Rotary Valves For Scl Transport
The single biggest factor causing the wear is pressure differential across the rotary airlock.
If you put a small pressure vessel over the airlock, pressurize it to the same value as the conveying line pressure, you will have an airlock with zero differential and subsequently, long life.
The hopper can be recharged by another vessel above it which cycles between atmospheric and the conveying line pressure as it re-charges the tank below. ■

{kind=link}
Rotary Valves For Scl Transport
Hi All,
We have a system for conveying SCL - spent cell lining - for the Aluminuim refinery industry.
The lean phase system has PD blower and a Lisbon rotary valve for the dosing to the transport line.
The Lisbon valve is a star feeder with floating seal shoe and hardened tips etc.
The first valve lasted for 200T and the second has done 300T - rate is 1 to 2 tph.
System pressure is up to 80-90kPA and 34kPA with no rate.
We have yet to go back to the OEM on the valve design.
SCL is quite abrasive.
So...does anyone know of good valves, ideas and solutions wrt getting longer life.
A Lisbon valve is not cheap and at higher rates, the flow is erractic as the valve wears
Thanks
James ■