

(From the archive of ”bulk solids handling", article published in Vol. 32 (2012) No. 2 , ©2012 bulk-online.com)

As an alternative to traditional truck and shovel mining operations, 'truckless mining' (in-Pit Crushing and Conveying systems or IPCC) is attracting global interest for its significant sustainability benefits and potential to reduce operating costs in mining operations. With a sometimes confusing array of IPCC systems coming onto the market and an abundance of claims regarding their potential advantages, working installations and projects in active development beyond the study phase don’t necessarily match the hype.Despite the trend towards 'off-the-shelf' offerings from the market, one system does not suit all operations. The selection of the most appropriate materials handling system for a given operation must consider economic, social, environmental and technical issues. Attempting to apply an existing design of sizer or transfer conveyor to a new operation without considering all relevant issues is unlikely to provide the best solution.Of paramount importance is understanding and acceptance of the system by the operating team that will eventually have to make it work. The best design and delivery of an IPCC system will count for little if the operating and maintenance teams, do not adequately understand the issues that influence production.
Selection Criteria for IPCC Systems
An IPCC system must satisfy two competing criteria in order to be the most appropriate selection for a given operation:
- be physically able to excavate and deliver material (whether ore or overburden) to some form of out-of-pit system at the required capacity, and
- be acceptably cost-effective during both the capital and operating phases of the operation.
Trucks are well suited to short hauls and selective mining and dumping. As haulage distances increase or required system capacities increase, conveyors and mobile mining and dumping machines start to offer cost efficiencies. Skilled labour shortages and increasing concerns over greenhouse gas emissions also favour the latter techniques provided that suitable power is available.For the purposes of discussion, a model IPCC system will be presented and then discussed component by component (limited to the in-pit portion of the system). Before even reaching this stage, it is assumed that the owner has concluded the following:
- The layout of the reserve and material type is suitable for strip-mining techniques favoured by in-pit conveying systems. Benches are predominantly regular and long.
- A downstream system is available that is suited to receiving material from a conveying system. Building dumps won’t require excessively difficult or expensive conveyor movements.
- A reliable and affordable power supply is available. If the project cannot pass these gates with confidence then the suitability of an IPCC system is under question from the start.
Once the initial criteria are satisfied, two main options are available for the basic layout of the in-pit system.
Mobile Face Operation

An excavation unit delivers material directly onto an in-pit conveying system for delivery out of pit. This type of system is used at Loy Yang for coal and overburden removal and is in development for Vale’s S11D iron ore operation (Fig. 2).
In-pit Dump to Conveyor
Material is delivered to an in-pit dump hopper then onto the conveying system. Material delivery from the mining face can be by short-haul truck operation such as used for overburden at Clermont Coal mine in Queensland (Fig. 3), dozer push or even dragline such as Drummond’s Pribbenow mine in Columbia.

In-pit dump hopper arrangements tend to rely on either mature technology such as the short-haul truck operations or novel site specific techniques such as those Drummond employ. While exceptions exist, the majority of vendor offerings for IPCC systems are focused on the mobile face operation approach and it is this category that is discussed in further detail.
Components of IPCC Pit Systems
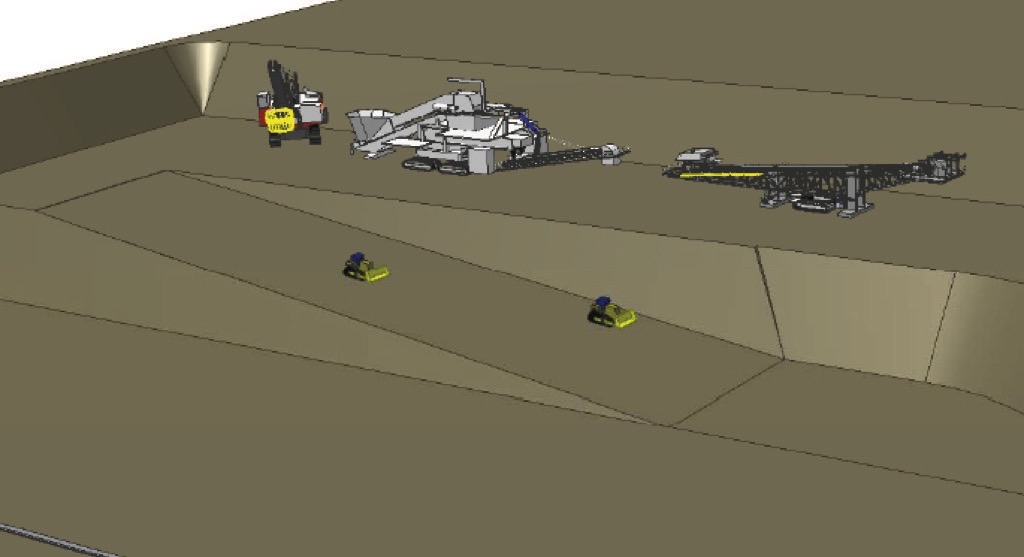
The following steps are common to mobile IPCC pit systems, regardless of individual equipment selection. The Operating Sequence must not only span regular operation, from drilling through to delivery of the material out of pit but also encompass how the system travels between benches and relocates once a face is completed (Fig. 4).
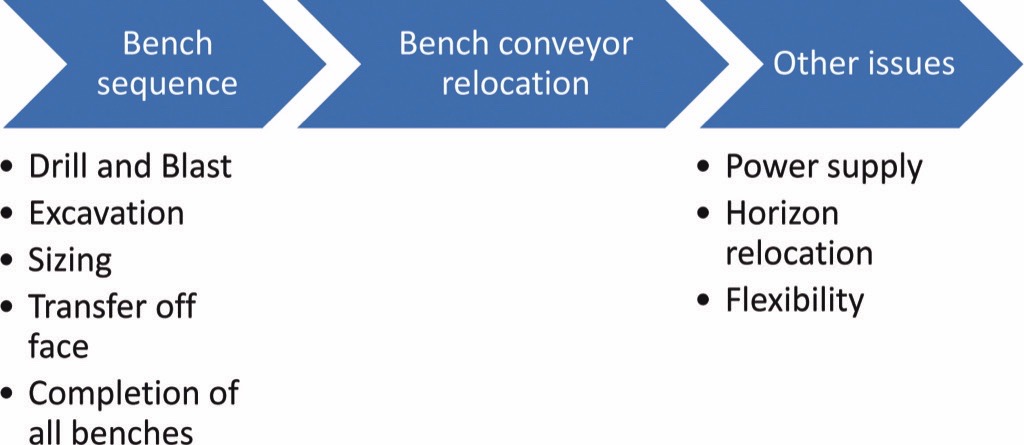
The sequence must also take into account:
- power supply during both operation and relocation,
- how horizon relocations are managed when the pit extents are reached, and
- how flexible the system is for use on irregular benches/faces.
Issues to be considered at each stage of the sequence are described in the following sections.
Drill and Blast
IPCC systems introduce additional equipment to the mining face, including sizing units, face conveyors and transfer conveyors. The drilling and blasting sequence must now take into account:
- The proximity of equipment and potential for fly-rock or face collapse damage.
- Downtime interruptions to the material stream. Even if blasting is taking place away from the excavation, it has the potential to impact the other portions of the system such as face or ramp conveyors.
- Whether this equipment will operate on, or be relocated onto, blasted ground. Shifting a conveyor over rough or sticky surfaces can take much longer than on level terrain.
- Balancing the distance from blasting to the excavation unit against the amount of time the ground will be exposed to precipitation before it gets cleared out. This becomes more of an issue for multiple-bench sequences where a given bench may get blasted well ahead of excavation.
The requirement for material to be conveyed after a minimum of processing also applies. While limits on run-of-mine (ROM) size also apply to truck operations, a high proportion of large lump sizes will directly impact crusher or sizer selection and its related capital cost.
Excavator Selection
Excavator selection is directly linked to system capacity. The capacity of a given excavator for a truck operation will not necessarily align directly to that for an IPCC system. A truck and shovel system is limited by the capacity of the trucks. The excavator is sized to minimise truck waiting time so has unutilised capacity if trucks are unavailable or manoeuvring into position.An IPCC excavator is feeding a continuously running conveying system. By sizing the conveying system capacity above that of the excavator, the full capacity of the excavator can be utilised. It becomes the bottleneck and the ‘lost’ capacity of the same machine in a truck operation is recovered.Face design will impact system capacity as well. The placement and movement of the excavator around the sizing unit directly impacts average swing angle. This in turn impacts the achievable capacity not only during regular operation but indirectly by influencing the frequency of machine and conveyor relocations.For example, an excavator moving in an arc around a sizing unit hopper will be able to excavate a wider bench at a lower average swing angle than the same machine placed in a fixed position. The functionality of the sizing unit comes into play here, with the ability to slew superstructures and discharge booms increasing the achievable bench width (Fig. 5).
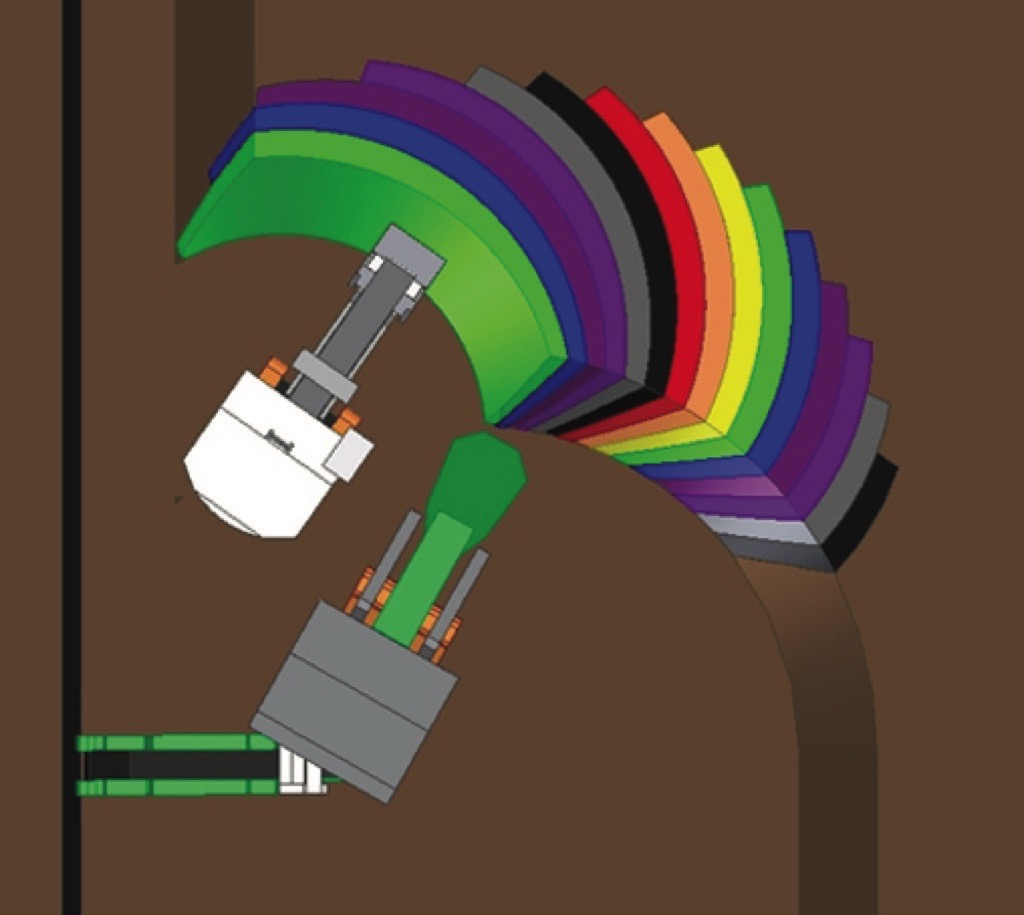
Bench width and the excavator movement directly influence system capacity. In an attempt to avoid slew bearing exposure to impact loads from sizing, a current market trend is to remove superstructure slew, resulting in a less flexible machine. This in turn requires reduced bench widths and more frequent bench conveyor relocations. A capital and operating cost saving on the slew bearing is off-set by increased operating costs. Retaining the slew bearing can offer increased flexibility in operating with different bench widths as the mine plan varies over time. This requires a study for the site in question.Considerations that are common to any system will still apply. The excavator must be suited to the desired bench height and be capable of mining interseam or pockets of inhomogeneous material while maintaining the overall required capacity.
Selecting appropriate Sizing Equipment
The focus of the sizing system is to reduce the ROM to the largest practical size for conveying. The sizer or crusher must be selected so as to ensure a new bottleneck isn’t created so soon after the excavator. Factors that must be considered include:
- Applying an IPCC system to both ore and waste removal may require a wide range of material properties to be handled. A particular sizer may not be capable of handling both soft/sticky materials through to the hardest or most abrasive materials. A separate unit may need to be considered for either end of the material property range.
- Sizers and crushers cause large vibrations during both regular operation and large one-off impacts. The sizing rig that houses the unit must consider structural loads, robustness of electrical connections and vibration isolations and wear issues such as slew bearing damage.
- The product must be conveyed so top size must be controlled more strictly than with trucks. A crusher or sizer that cannot guarantee top size in all dimensions (due to roll releases for uncrushable material or inherent design features such as those in jaw crushers) causes problems for downstream handling.
- The sizer will be operating on mobile equipment on a bench so must handle some local grade. Grades experienced during relocation will be higher again.
- Maintenance and crane access on a mobile structure is typically more limited than in fixed plant. Detection and removal of tramp metal must be managed without room for major ancillary structures.
Transfer Off Face
Once the material has been excavated and sized, it must be transferred away from the operating face and out of the pit. This area potentially creates the most confusion when attempting to select equipment. An IPCC system is often described as a process stream. This is correct but with the added complication that the environment in which the head of the process operates is continuously changing as benches get created, extended or completed. All components of the ‘process stream’ must be suited to this change – not simply inserted from an existing design and expected to be compatible.A sizing unit operating and face conveyor operating on the same face can be directly linked. However, this mode of operation will require the face conveyor to be moved along with the sizer once the bench is completed and a new bench is started, incurring significant operating cost and downtime during the ‘horizon’ relocation. It is not an efficient operating method.Introducing a bench-to-bench transfer allows three benches (one with the face conveyor and one each above and below) to be completed without having to undertake a horizon relocation (Fig. 6).
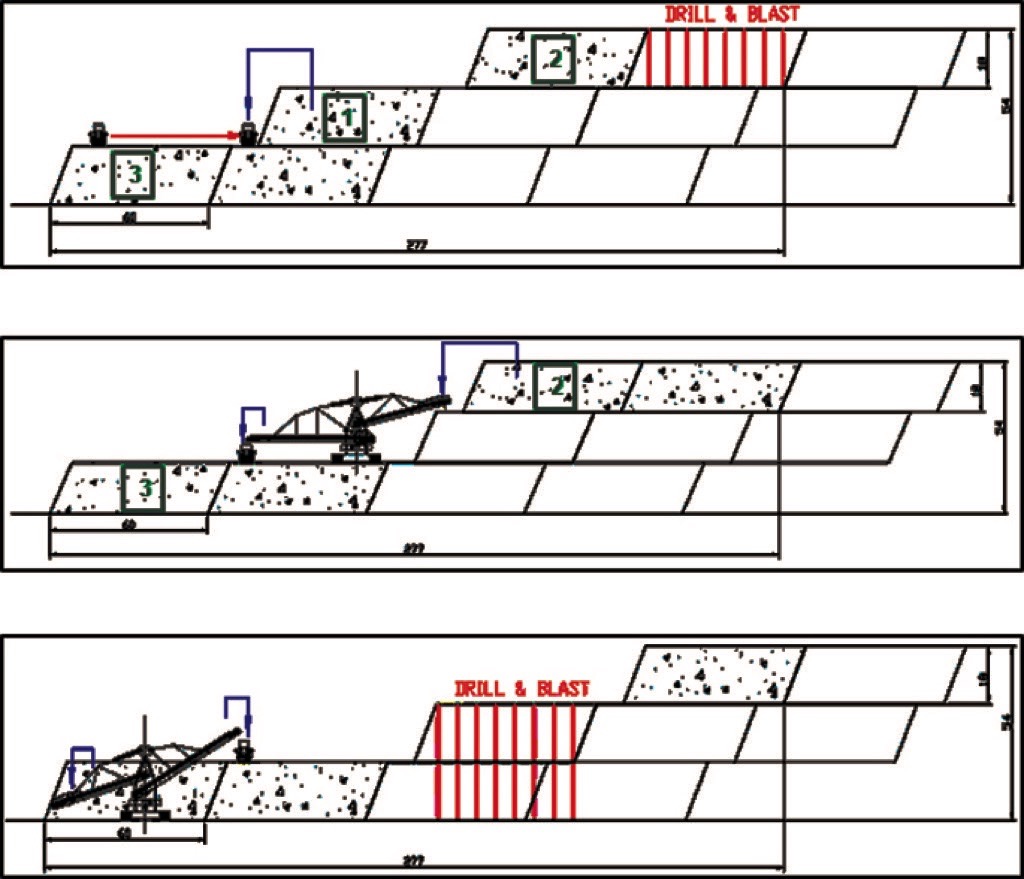
The additional capital expenditure is weighed against the reduced operating cost and significantly increased production time. Examples of such machines include mobile belt wagons with either single or twin luffing booms and mobile bridge conveyors. Factors to now be considered include:
- How closely the crawler sets or supports of the additional equipment must operate to the bench edges (a bridge conveyor will typically be supported closer to the edge than a boom-type belt wagon as it must be supported at either end).
- How the transfer equipment moves from bench to bench. What ramp width and grade, turning radii or box cut are required to achieve the three-bench operation in all conditions?
- Particularly with bridge conveyors, does the equipment need to straddle the face conveyor to support itself and transfer material? If so, how does it interact with the conveyor shifting operation when the same conveyor needs to be relocated?
- Reaching the face conveyor from all positions on all benches is not always straightforward. Box cuts on the upper and lower benches in particular can be difficult if the transfer machine is too long/short or cannot manoeuvre sufficiently. Techniques such as transferring directly onto the next downstream conveyor (instead of the face conveyor) can help but are simpler with a belt wagon than a bridge conveyor for example.
- An extra machine has now been added to the excavator, mobile sizing unit and conveying system. The design must consider standardisation and parts compatibility.
Machine selection cannot be easily separated from site specific factors. A sizing unit or transfer system that works in one operation is not guaranteed to do so in another due to these factors. Therefore, ‘Off-the-shelf’ systems need to be carefully analysed.
Completion of all Benches
The bench operation must take into account starting each bench and transferring systems between benches. A sizing rig and/or transfer conveyor that can complete a given bench may not be capable of creating the box cut into the next bench further down or above without the assistance of further equipment – and its associated cost (Fig. 7).Bench widths and the operating sequence must include the creation and possible removal of ramps to allow interbench movements. Some bridge conveyor designs for example require particularly long ramps due to the large turning radius of the machines. This may be acceptable but needs to have been factored into cost estimates for ancillary fleet to create the ramps (Fig. 8).
Bench sequences that require tramming of a machine from one end of a bench to the other simply to allow access to the next bench may be acceptable for operations with relatively short benches but become inefficient for longer bench operations.
Bench Conveyor Relocation
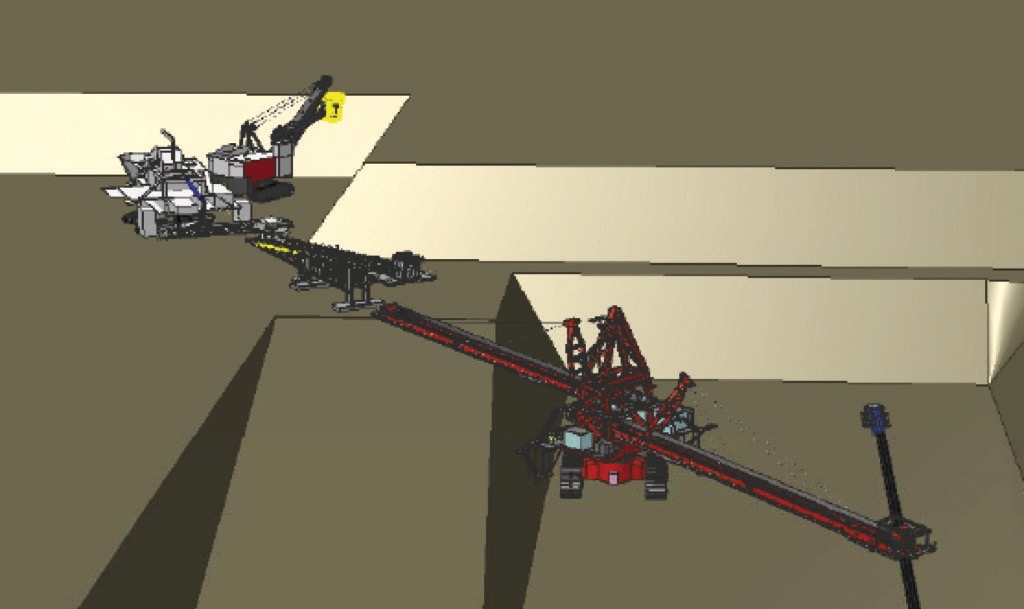
Relocation of the face conveyor is required once the bench sequence has been completed. The frequency of relocation will depend on the number of benches in the sequence (e. g. one or three) but usually occurs frequently enough to noticeably influence operation cost. This is one of the most visible operations with regards to acceptance of – or resistance to – a new system from operations groups. A relocation typically involves a parallel shift of the conveyor from a completed bench closer to the toe of the new face on the same level. Relocation distance is the bench width – anywhere from 40 to 70 metres for example.

All components of the system need to be designed for ease of relocation – together (Fig. 9). A fully mobile component in one area is of reduced benefit if the drive head requires partial dismantling to be moved or if a bridge conveyor doesn’t fit well over the tail end of the face conveyor. Normally fixed items such as feed chutes or restraining structures need to be designed for regular and simple movement, such as the driven hopper car or tail end designed to be picked up by a mobile transporter shown here. Most systems relocate the conveyor by gradual pulling sideways of the conveyor modules. This is achieved by devices attached to dozers or pipe-layers that drive parallel to the conveyor and pull it over in increments of around half a metre at a time (Fig. 10).

Relocations will take place over an excavated bench. Depending on material and local conditions, the terrain can be boggy or uneven. Particularly uneven conditions have driven operations to abandon the gradual shifting approach, dismantle the conveyor and move it to the new alignment in pieces. While obviously time and effort intensive, if the conditions will require this then it needs to be factored into operating cost estimates.Further sites have almost removed the need to relocate in this manner. A separate line of conveyor modules is installed in the new alignment so only the conveyor head and tail structures need to be moved at the required time. The belt is cut and wound the off the old alignment and reeled directly to the new alignment via guide rollers.
Power Supply
An IPCC system demands more electrical power to be supplied to the mining face than an equivalent truck and shovel operation. Demand power can be significant. A rolls sizer capable of handling a 10,000 tonnes per hour throughput of hard but common material such as basalt will require an installed power well over 1 megawatt separate to the sizing rig itself.Cable reelers are required to manage the cable placement as the system moves along a bench. Whether mounted on the mobile equipment or in stand-alone structures, size limits dictated by cable capacity can require centre-feed points to be installed along the face conveyor. These halve the cable length required on the reeler but introduce an extra step into conveyor relocations.Power and control cabling must be capable of being fed between different combinations of machines. The connections have be suited to regular changes and be robust enough to operate between moving items of equipment in a pit environment. Movement of the system during conveyor relocations or from construction pads must also be considered. Managing trailing cable for the movement of a single machine, e. g. a dragline, requires significant planning on its own. Introducing additional machines and then requiring movement on a regular basis can warrant the permanent availability of a truck-mounted generator.
Horizon Relocation
Once a bench system has progressed to the pit extents, the IPCC system will generally require removal to a new horizon to continue operation. While system components should already be suited to relocation due to regular conveyor track-shifts, both machines and conveyor drive heads/restraints may need to be trammed over long distances and potentially steeper grades than encountered in regular track shifting. As pit design needs to cater for this, it helps to have mine planning and materials handling design teams working closely during design phases.
Flexibility
Continuous mining systems such as IPCC’s have a long and successful history in European and La Trobe Valley Australian coal mines due in no small part to the homogenous nature of these deposits. These systems are suited to long, regular benches and strip-mining techniques.As attempts are made to apply IPCC systems to more varied deposits, their flexibility in managing irregular bench heights, shapes and distributions of material must be considered.The link between mine planning and engineering study teams in the earliest stages of the project is critical. The two groups should not work in isolation. The materials handling system directly influences the options available to the mine planning team and vice versa. This link has not been as significant when implementing truck and shovel systems so requires a change in mindset from both clients and design teams.Particularly hard material may require crushing through a different machine than regular material. Jaw and gyratory crushers can handle the hard material but struggle to provide the higher capacities demanded of the overall system. Swapping different crushing rigs in and out of a given face operation is possible but can create difficulties:
- Even the largest jaw crushing systems tend to have smaller dimensions and feed hoppers than larger mobile sizing rigs. Different excavators may be required.
- Smaller excavators may require bench heights or face operations to be reconsidered in localised areas.
- Gyratory crushers haven’t historically been mounted in mobile rigs.
Irregular bench shapes can be caused by local terrain or areas that cannot be mined for environmental reasons for example. These then cause a problem with straight face conveyors. The face conveyor can obviously not be curved to match dramatic face changes so a gap is created between the conveyor and operating face.A proven solution to this problem is the use of intermediate ‘modular’ conveyors that can be piggy-backed to link the conveyor and mining face. This system has been used successfully at Ulan (New South Wales) and is similar to those sometimes employed in heap leach pad construction.
Conclusion
The suitability of an IPCC system for given operation is dependent on a range of factors. The design of the system must consider site specific operating, economic and technical issues as well as equally important social issues such as acceptance of the system by operating teams.This is an area that is attracting increasing levels of attention from operations and vendors. Care must be taken when assessing proposed systems to ensure that site specific factors are adequately catered for. Attempting to apply an existing design of sizer or transfer conveyor to a new operation without considering all relevant issues is unlikely to provide the best solution.
A Note from the Editor
For all statements in this article that refer – directly or indirectly – to the time of publication (for example “new”, “now”, “present”, but also expressions such as “patent pending”), please keep in mind that this article was originally published in 2012.
| About the Authors | |
| Timothy AtchisonProject EngineerSinclair Knight Merz, Australia | |
| David MorrisonManager integrated MiningSinclair Knight Merz, Australia |
■

