

This step determines the slope of the hopper walls in relation to the wall friction value. The minimum hopper outlet size depends on the shear strength of the material and outlet shape. [2]. Consideration has to be given to products that segregate of fluidise to ensure that their discharged condition is suitable for further processing and ultimate use. Plane flow from ’V’ shape of hopper sections offers benefits for flow and capacity over radial flow in conical shaped hoppers, but requires a feeder to extract from an outlet slot. Feeders play a crucial role in the performance of a hopper and form an integral part of its design and construction.
Feeders are fit to hoppers for various reasons:
- To control the rate of discharge.
- To increase storage capacity.
- To secure the benefits of plane flow.
- To improve flow reliability.
- To rectify segregation that occurred during filling.
- To minimise the risk of ‘flooding’.
Total Area Flow
It is essential for mass flow and for optimum performance that feeders extract from the total outlet area of the hopper otherwise ‘dead’ regions of material can be retained indefinitely whilst freshly filled product will be discharged. Less common is the facility to secure a uniform discharge rate along a slot outlet, although this is very desirable to rectify fill segregation and resist ‘flushing’ by avoiding short residence times. Screw feeders and belt feeders are commonly used to discharge material from hoppers. Belts are more mechanically efficient than screws, but lack the containment screws offer. Progressive extraction is secured by belt feeders by increasing the height of the hopper walls from the belt along the length of the hopper.
Drawback of a long Outlet
This also increases the width of the outlet of a ‘V’ shaped hopper, leading to a quadratic increase in incremental output from a step change to the value extracted at the start of the outlet. The shape of the sidewall clearance should therefore be profiled to form a height and repose condition that increases linearly along the outlet slot. Ideally, the exit wall of the hopper should also be profiles to the catenary shape of the ‘stressed arch’ that develops in flow and depends on the slop of the hopper walls and angle of wall friction of the hopper contents.[3].
First Flights take up the most
A similar handicap applies to screw feeders in that the initial section of screw exposed to the hopper contents will extract the full axial transfer capacity, whereas subsequent flights can only take out the marginal increase in capacity. Further, a common attempt to secure incremental extraction is to increase the pitch of the screw along to axis. This has little benefit as the efficiency of extraction diminishes with longer pitch and they have to serve a longer length of the outlet slot, so the actual extraction rate per unit length reduces. More radical step changes are needed to extract a more even flow rate. The length of a slot outlet should be at least three times its width to secure the full operational and flow benefits of a slot. In practice longer slots are usually used to enhance storage capacity, but the overall length is limited by the ability to achieve ‘live’ flow throughout the length. Typical proportions of outlet length to width ratios are in the region of 6:1. For a typical installation with a plane flow hopper outlet 300 mm wide x 1800 long, compared with a cone to 300 mm dia. the headroom saving to 1800 mm dia. would be 760 mm. with a greatly improved flow potential.
Effect of Feed on Hopper
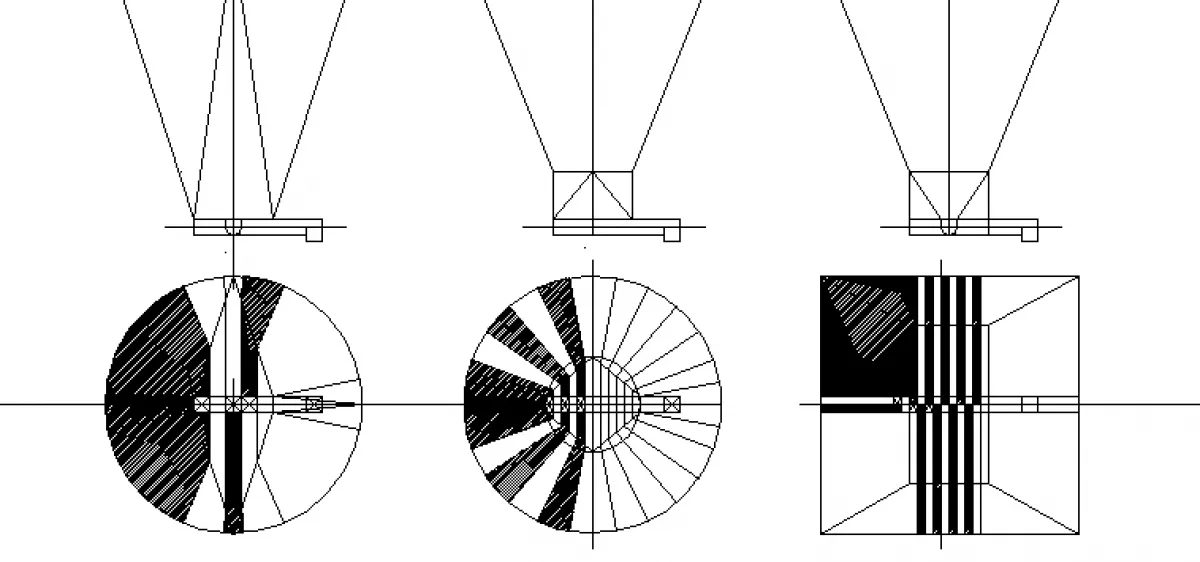
Rarely considered is the effect of the extraction profile on the cross section of the hopper body section and the transition to the feeder. This is not so important in a funnel flow hopper but has major implications in mass flow. As this size of the hopper body is often bigger than the length of the feeder inlet, the area to be extracted varies along the slot length. Flow is straight down the slope of plane flow and radial in cones, so the area to be extracted from is seen to depend on the shape and size of the body section and the form of hopper transformation. The variation may be considerable, as seen in Fig 1, ranging from gross excess at the slot ends to minor excess at the ends and centre.
Failure to balance the extraction to some degree will lead to the formation of preferential flow channels, with variations in residence time, segregated discharge and the danger of ‘flushing’. More importantly, it leads to eccentric discharge and the danger of structural failure [4].
Conclusion
The ‘initial draw’ effect of a feeder may compensate to some extent at the start of the outlet, but the difference can be difficult to accommodate at the discharge end of the outlet. Matching the feeder extraction pattern with the hopper construction for optimum performance is therefore not the simple matter that it may seem, especially with product that tend to segregate, ‘flush; or one that demands a mass flow discharge pattern.
■
