

(From the archive of ”bulk solids handling", article published in Vol. 32 (2012) No. 1 , ©2012 bulk-online.com)

Unfortunately in many cases, low purchase price is the primary consideration during the selection of belt conveyor idlers. This approach however generally results in operating costs that can be significantly higher than actually necessary. Deliberate, customised configuration of the idlers for the specific application can often solve multiple conveyor problems at once, producing enormous cost savings.
Extended Service Life
Over the years, Artur Küpper has developed belt conveyor idlers which have an average service life in excess of 10 years. The statistics are derived from long-term use in German lignite open-pit mining [2]. Those figures also show that the selection of high-quality idlers saves users money over the long term.A totally new approach to idler design, however, is needed to achieve such a long service life. It is not enough, for example, to simply ensure that the ball bearings are the right size. In actual fact, the bearing load rating has very little influence on service life. An analysis conducted by SKF for a South African mining company, for example, revealed:"It is common for users of Idler rollers to specify a required L10 life for idler roll bearings, i. e. bearings for idler rolls are selected according to their calculated fatigue life. Experience has shown that fatigue is never encountered on an Idler roll bearing" (M. Stewart-Lord, SKF [3]).In most cases, sealing and lubrication are the main factors for failure of idlers. With this in mind, Artur Küpper has proposed a new method for analysing idler service life [4].The suggested methodology makes it possible to include multiple factors in the analysis, correctly calculate the failure probability and design high-quality idlers that minimise replacement costs. Right from the start, it may be useful to point out that durable idlers require absolutely leak-proof sealing to prevent the ingress of dust, water and chemicals.
The Optimum Bearing
The bearing is the critical factor in idler rolling resistance (i. e. the right bearing type and size). Ball bearings are the best option, because they have the lowest rolling resistance.However roller bearings or tapered roller bearings, which have higher energy losses, are often used instead, despite the fact that the load rating has very little influence on idler service life.Grease operating life is a far more significant factor in bearing durability. A comparison of tapered roller bearings and ball roller bearings at a radial load of Fr = 3 kN per roller and an axial load of Fa = 0.2·Fr at 650 revolutions per minute shows that, due to the longer grease operating life, the total service life of a Küpper 6308 ball bearing is roughly three times that of a 30206 tapered roller bearing.Fig. 2, shows a comparison of the rolling resistance measurements. The analysis demonstrates that the Küpper idler results in a rolling resistance reduction of approx. 7 newton compared to an idler with tapered bearing.
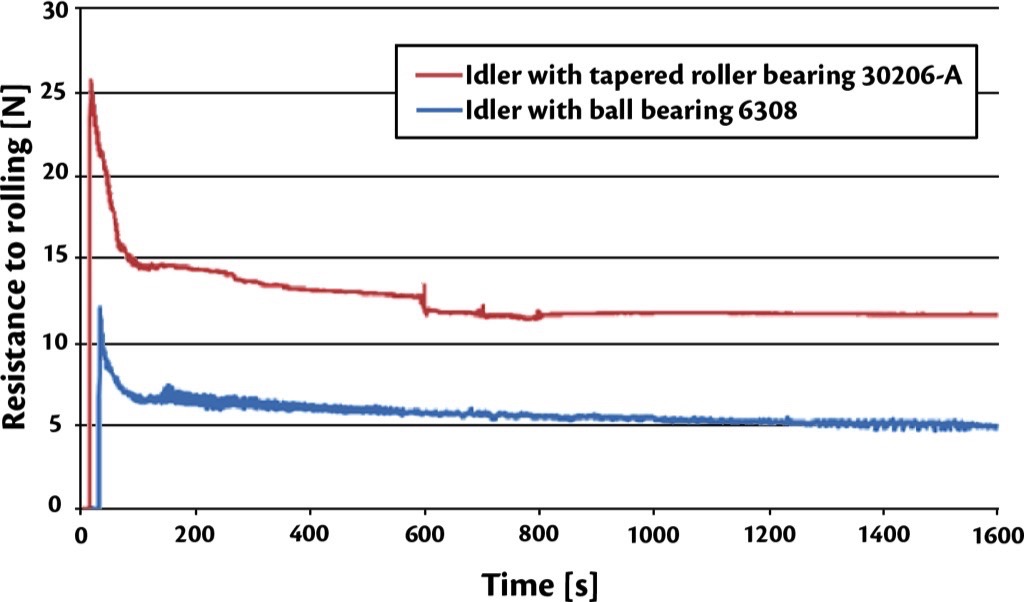
Table 1 highlights the importance of lower rolling resistance. The potential reduction in conveyor drive power is shown in the example. The estimated cost savings are based on an assumed price of EUR 0.10 per kilowatt-hour. Annual savings of EUR 153,000 can be realised simply by reducing idler rolling resistance without even factoring in the cost implications of less frequent idler replacement.
| Assumption | Results |
| Conveyor length = 4.7 km | 8130 idlers |
| Customised Küpper idlers | Rolling resistance reduction of 7 N per idler |
| Belt speed v = 5.1 m/s | Savings of 35.7 W per idler |
| 8130 idlers in total | Energy savings of 290 kW |
| Drive efficiency η = 0.95 | Savings at the drive of 306 kW |
| 5000 hours of operation per year | Annual electricity savings of 1,530,000 kWh |
| Electricity price EUR 0.1 per kWh | Annual financial savings of EUR 153,000 |
Increasing Efficiency
Artur Küpper has a special engineering software, called QNK-AKT, which can be used to analyse the complete system and assess the effect of various parameters on energy consumption. Noise emissions can also be evaluated based on the company's long years of experience in noise emissions, backed up by an extensive data set collected during numerous lab and field investigations. Table 2, overleaf, shows the results of an analysis for a conveyor with a mass flow rate of 3520 tonnes per hour, a belt speed of 5.1 metres per second and a belt width of 1220 millimetres. The conveyor is 4743 metres long. The trough angle is 45 degree, and the stations are spaced 1.75 metres apart.
| Diameter [mm] | ||||
| 133 | 152 | 219 | ||
| Resistanceof one Station [N] | Rolling resistance of idlers | 6.53 | 5.00 | 2.41 |
| Rolling resistance of idlers | 57.16 | 52.71 | 42.50 | |
| Belt flexure resistance | 0.71 | 0.59 | 0.40 | |
| Bulk solid flexure resistance | 4.46 | 4.52 | 5.17 | |
| Drive power demand [kW] | 1669 | 1578 | 1269 | |
| Energy consumption [%] | +6 | (ref.) | -20 | |
| Costs1 [EUR] | +45,500 | (ref.) | -154,500 | |
| Sound power level of one idler [dB] | +1.2 | (ref.) | -3.2 | |
| Idler roller service life [%] | -12 | (ref.) | +44 | |
| 1 5000 hour of operation per year, EUR 0.1 per kilowatt-hour | ||||
An idler diameter of 152 millimetres is used as the baseline. The rolling resistance for diameters of 133 and 219 millimetres are calculated for comparison purposes. The purchase price for larger diameters is higher, but there are also definite advantages such as lower energy consumption, reduced noise emissions and longer idler service life.
Case Study
Special engineering and analysis tools enable Artur Küpper to apply its expertise to other conveyors. In the following example, the overall rolling resistance of the belt conveyor was reduced by 13 percent as a result of idler optimisation.The task at hand was to increase the throughput capacity of a conveyor from 3000 to 3750 tonnes per hour by replacing the idlers. Other requirements included rolling resistance less than 3 Newton, runout less than 0.2 millimetre and unbalance smaller than G16. The idlers needed to be of solid design with an effective sealing system with a low coefficient of friction. The parameters also had to be documented for all idlers supplied.To have a basis for comparison, conveyor power was initially measured in the existing state (fitted with standard idlers). The standard idlers were then replaced with optimised Küpper idlers in three phases. Drive power was measured again after each phase. The results from the three phases are shown in Fig. 3.
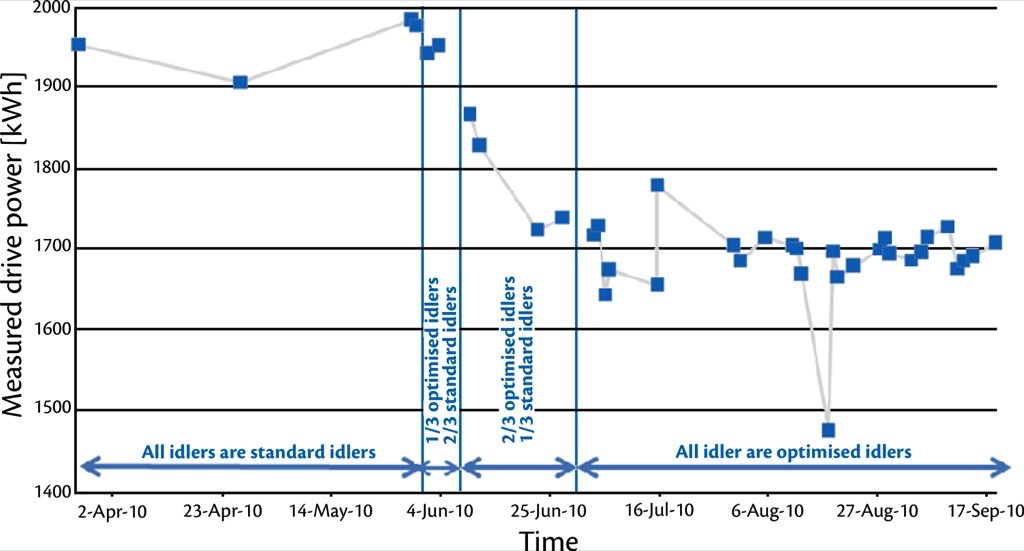
A 13 per cent reduction in drive power consumption was measured following complete retrofit of the conveyor with optimised Küpper idlers. The energy savings in turn resulted in enhanced conveyor performance.As a result of the retrofit, conveyor throughput capacity increased to 3750 tonnes per hour, which increased the handling capacity of the entire ship loading facility. Customised idler design alone was enough to increase the user’s turnover by 13 percent.
Summary
Optimal sealing and good bearing lubrication play a crucial role in long idler service life. Tapered roller bearings on idlers are not recommended due to energy consumption and service life considerations. Customised idlers with a lower rolling resistance reduce energy consumption by a considerable margin. Additional energy savings can be achieved by using idlers with larger diameters. Larger diameters also have a positive effect on noise emissions and service life. In one concrete example, deployment of Küpper idlers reduced energy consumption by 13 percent. This factor, plus significantly reduced downtime for idler replacement, lower rolling resistance, and longer service life, result in a significant reduction in operating costs.
A Note from the Editor
For all statements in this article that refer – directly or indirectly – to the time of publication (for example “new”, “now”, “present”, but also expressions such as “patent pending”), please keep in mind that this article was originally published in 2012.
References:
- Heuvel, B. v. d.: Risikobasierte Instandhaltung im Braunkohlenbergbau der RWE Power AG. 12. InstandhaltungsForum, Universität Dortmund 2007.
- Heuvel, B. v. d., Oepen, B.: Entwicklung und Erprobung eines Prüfstands zur Zustandsdiagnose gebrauchter Bandtragrollen. 8. Fachtagung Schüttgut fördern und lagern, Fulda 2010.
- Stewart-Lord, M.: Rolling Bearing Characteristics Required for Maximising the Life of Conveyor Idler Rolls. Beltcon 6, Johannesburg 1991.
- Gladysiewicz, A., Helten, S.: Lebensdauerbetrachtung von Tragrollen. Schüttgutnews 2/2011.
| About the Author | |
| Dr.-Ing. Adam GladysiewiczHead of Research & DevelopmentArtur Küpper GmbH & Co. KG, Germany |
■

