
(From the archive of ”bulk solids handling", article published in Vol. 36 (2016) No. 1 , ©2016 bulk-online.com)
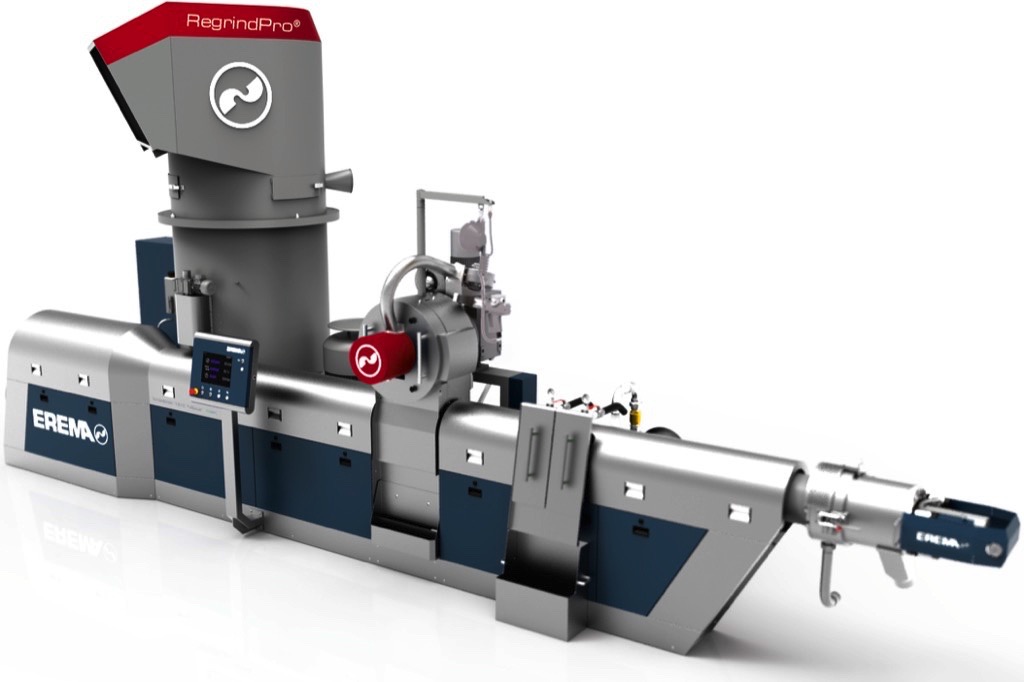
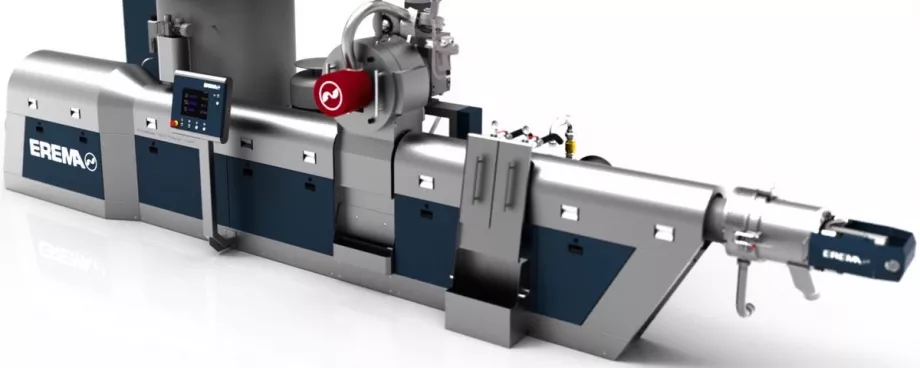
Recycled pellets based on regrind material are an excellent alternative to virgin material for plastics processors. Most of all because of the fact that regrind is easy to sort and separate and is thus available as a clean sorted input stream for the upstream recycling process. Raw material sources include thick-walled packaging such as HDPE blow-moulded bottles from the hygiene and cosmetic sectors and also thermoformed and injection-moulded articles made of polypropylene and polystyrene such as closure caps, cups, fruit containers and butter tubs. Plastics from waste electrical and electronic equipment (WEEE) and products from the automotive sector such as bumpers, battery packs, engine piping, etc. also have great potential in terms of reutilisation.The raw materials are, therefore, available in sufficient quantities for the use of recycled regrind as a substitute for virgin material in a more cleansorted form. Processors are, also interested in the rheological properties of these recyclates allowing trouble-free subsequent processing and the assurance of the functional characteristics of their end products. Besides the mechanical aspects, above all surface quality, dyeability and smell are decisive quality factors. This places particularly high requirements on the recycling process which commercially available systems have not always been able to meet so far.The challenge, however, lies in melting the thick-walled regrind particles in a gentle way, as they require more time to heat through and melt compared to thin films..A longer processing unit is thus required to melt the cold regrind particles. The polymer structure is partly destroyed which has a negative impact on the mechanical properties of the end products. In addition, the impurities appearing in the regrind material are also reduced in size.The specific treatment process in the recycling of thick-walled input material thus has to be designed to be able to work with different types of regrind (PP, PE, PS, ABS, etc.), with a wide variety of bulk densities and moisture contents, plus strongly varying contaminants such as impurities like rubber, silicone and soft contaminants like wood and paper, plus foreign polymers like PET and PA. These contaminants have to be removed effectively because more and more material is being saved in wall thicknesses also in the production of e.g. bottles and pipes, and the end products are thus more sensitive to defects through contaminants. To take full advantage of the potential of recycled regrind as an alternative to virgin material a specific treatment process is required. Erema has succeeded in developing a plant system which is designed exactly for these thick-walled materials to make application-optimised recycled pellets and make end products with a recycling rate of up to 100%.
- The thick-walled regrind particles are heated through homogeneously in the Erema preconditioning unit and prepared for extrusion.
- The melting procedure for the thoroughly warmed regrind particles in the extruder is gentle and takes place with minimum shear impact. This prevents any size reduction of the contaminants prior to filtration and enhances filtration efficiency.
- The thorough warming of the regrind also enables the processing of polymers with different melting points and energy contents – without screw change but with high throughput at the same time.
- The Erema preconditioning unit enables the processing of materials with a broad bulk density range of 30 to 800 g/l and an input moisture of up to 8%. It is possible to admix additives in pellet form and up to 20% in powder form.
■

