

(From the archive of ”bulk solids handling", article published in Vol. 35 (2015) No. 1 , ©2015 bulk-online.com)The building of DSM’s much more energy-efficient new plant started back in 2012 under the project name ‘Next Generation Sulfa’. Ammonium sulfate is mainly used as artificial fertilizer, but can also be used as a raw material for medicines and foodstuffs. In solution, it is a by-product of DSM’s caprolactam plant (caprolactam is a raw material for nylon 6). The ammonium sulfate plant was due for replacement after over 40 years’ service. The caprolactam plant produces a constant stream of ammonium sulfate solution, so by building the new plant directly alongside the caprolactam plant, the constant stream of ammonium sulfate can be processed immediately.The feedstock for the new plant is pumped to a crystallizer, where the mixture is evaporated. This causes supersaturation, and ammonium sulfate crystals are produced (solid ammonium sulfate). These crystals grow in size until granules of solid ammonium sulfate are produced. Then a centrifuge separates the liquid and crystals from one another and the product is dried, screened and stored.
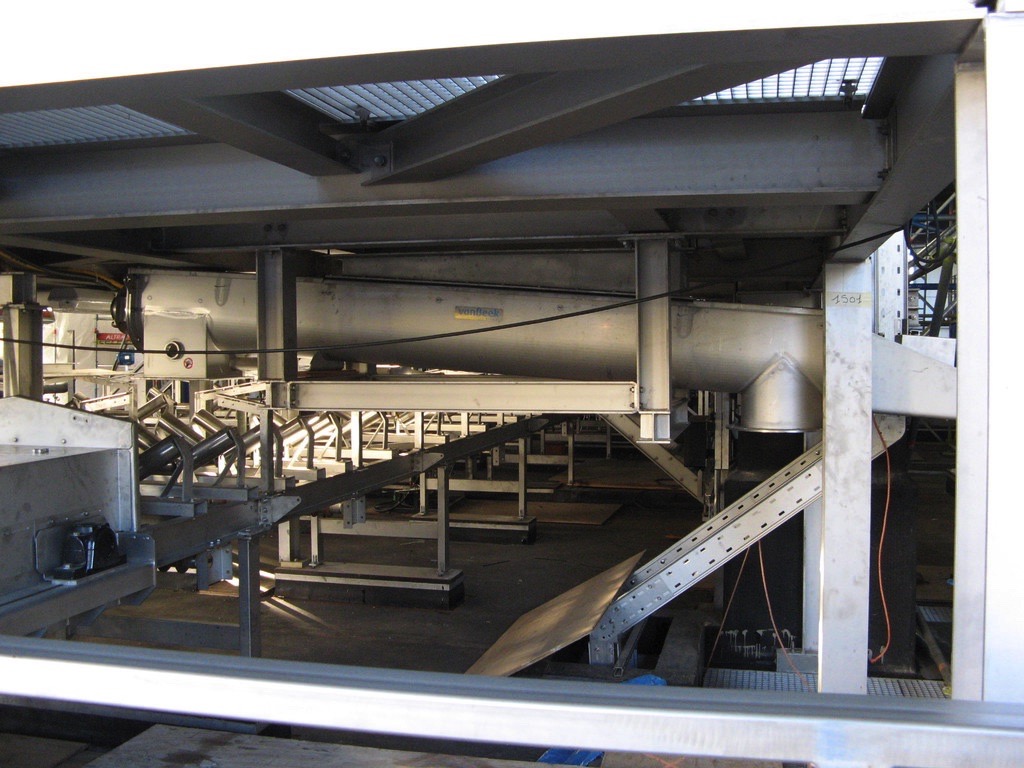
If ammonium sulfate comes into contact with moisture it becomes aggressively corrosive. This is why in the new plant all the installations, piping and the screw conveyor systems were made of SS316L stainless steel. The screw conveyor systems are of the trough conveyor type and convey the ammonium sulfate horizontally or at a slightly inclined angle. Twelve of the seventeen screw systems form part of the transport route for the still wet crystals from the various crystallization units to the dryer. The other five screw systems form part of the transport route for the dry product to storage and transfer.The dimensions of the screw range in diameter from 300 mm to 500 mm and in length from 3 metres to 12 metres. The longer systems are made with special intermediate bearings and special gaskets and inspection hatches. Four of the seventeen screw conveyor systems are used for raw material production for the foodstuffs industry. Here the screw conveyors have a ground finish. In addition application-specific options are incorporated, such as level detection, moisture measurement and the fitting of sampling points, CIP piping and spray nozzles.Van Beek makes high demands of itself as regards the technical documentation for maintenance and use. For each screw conveyor among other things drawings, manuals, spare parts lists, motor data, tag numbers and certificates are supplied. DSM’s Next Generation Sulfa project requires a huge quantity of documents such as manuals, construction books and certificates. Van Beek manages its information and documentation flows in a self developed CRM system. As a result information is quick and easy to retrieve, for both Van Beek staff and the client itself, not only during the production process, but also after delivery and during servicing operations in the future.Joram van der Heijden, Sales Engineer at Van Beek and intensively involved in the ‘Next Generation Sulfa’ project, is very satisfied with the cooperation with principal Tebodin and end client DSM Geleen. “Tebodin was our client and managed their part of the project of engineering and purchasing for DSM. Both parties are experienced professionals, demanding companies, which are a perfect fit within our definition of `the Van Beek client’.”
| About the Author | |
| Niels RomboutsMarketingVan Beek Schroefttransport, The Netherlands |
■

