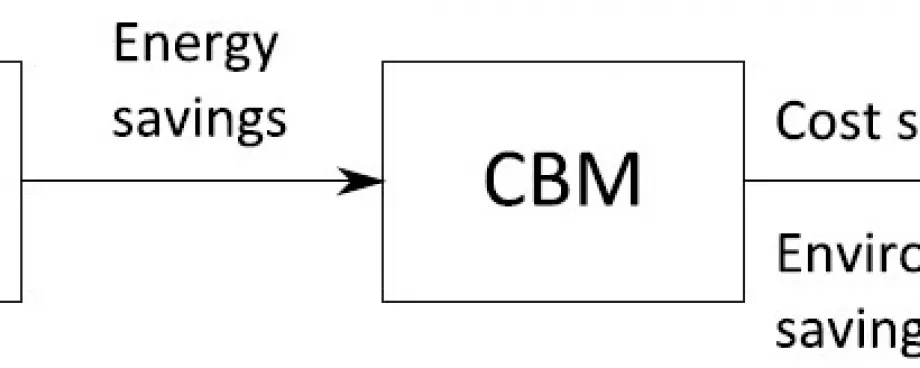
(From the archive of ”bulk solids handling", article published in Vol. 2016 (3996) No. 4 , ©2016 bulk-online.com)In recent years, aramid fabric as reinforcement in conveyor belts has gradually found its position among the traditional textile and steel cord reinforcement materials. The main arguments for this trend are enhanced lifetime and energy savings. Aramid has already been in use for more than three decades in some niche applications such as phosphate mines and steel production plants because of its corrosion and heat-resistant properties.The background of aramid as reinforcement material is briefly described here. Practical examples are reported, demonstrating increased lifetime, which consequently reduces maintenance and maximises output.In mining operations, the transportation of minerals and overburden accounts for a significant share of energy consumption and CO2 emissions. Aramid in conveyor belts reduces the weight of the belt and lowers the system rolling resistance. This leads to energy savings and lower CO2 emissions.With the Customer Benefit Model, an eco-efficiency tool, quantitative proof is provided that saving the environment and financially sound business practices can go hand-in-hand. The potential energy saving by using aramid in the carcass and as an additive in cover compounds is an input parameter for the Customer Benefit Model. An energy saving calculation tool, based on DIN 22101, has been developed and will be explained in this paper. The model uses a combination of Jonker’s and Lodewijks’ theories [1,2]
Background
The properties of aramid will only be briefly described here, since these have already been covered previously at Beltcon by Arts and Lodewijks [3,4]. For the sake of completeness, the relevant details are summarised.Poly-paraphenylene terephthalamide, also known as aramid from ‘aromatic amide’, is a very strong and lightweight synthetic fibre. It has a high modulus, is thermally stable, and highly impact and chemically resistant. It can be used in conveyor belts in two different ways:
- as aramid-reinforcement fabric in the carcass;
- as a chemically treated aramid-based additive to the bottom cover compound in order to lower rolling resistance.
For the carcass, the so-called straight warp fabric construction is most commonly applied. A schematic view of the fabric embedded in rubber is shown in Fig. 1.
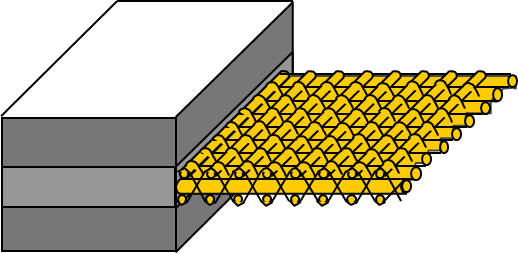
It consists of aramid cords in the warp direction, polyamide 6.6 in the weft direction, held together by a polyamide binder yarn in the warp. Similar to the commonly used textile fabric (EP), the aramid fabric is treated with a Resorcinol-Formaldehyde-Latex (RFL) dip formulation to obtain sufficient adhesion between the fabric and skim compound.The key advantage of using an aramid-based fabric over a steel cord carcass is its lightness, as shown in Fig. 2. Aramid fibres have a density of just 1.44 g/cm3 and are thereby five times stronger than steel on a weight-to-weight basis.
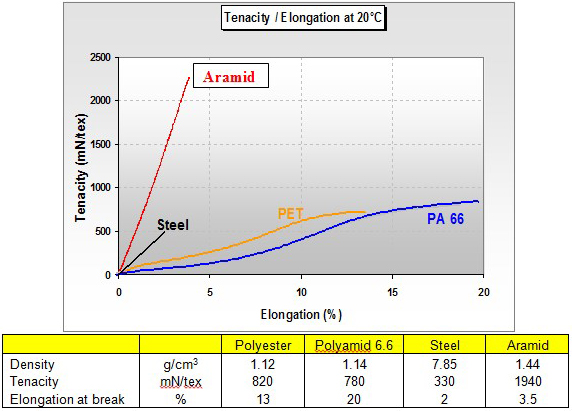
Compared to the textile materials, polyamide 6.6 and polyester, the high tenacity and heat resistance of aramid are the most important parameters to consider, since they allow the use of a single fabric layer reaching high strength classes up to at least 3150 N/mm.The second use of aramid in conveyor belts is the addition of the aramid-based additive to the bottom cover compound. During mixing at an elevated temperature, it reduces the carbon black filler-filler interaction (Payne effect), resulting in a compound with improved hysteresis properties [5]. The result, a lower ratio of the loss and storage modulus of the compound, expressed as tan δ, can be measured using ASTM D5992 Dynamic Mechanical Analysis (DMA) [6]. To this end, a standard NR/BR compound formulation was mixed with 3 phr of aramid-based additive. The tan δ of the control and the aramid-based additive compound were measured in Gabo Eplexor DMA equipment at 2% dynamic strain at a frequency of 10 Hz.The effect of adding the aramid-based LRR component to a compound on the indentation rolling resistance has also been tested at the University of Hannover, Institute of Transport and Automation Technology, according to DIN 22123 [7]. The compound compositions as mentioned above were extruded over a steel plate with cover thicknesses of 6 to 8 mm. The results obtained from both analyses are shown in Fig. 3. The tan δ of the aramid-doped compound was 6% to 15% lower, depending on the temperature. Both outcomes, DMA and IRR, are expressed as a relative improvement against the control compound.
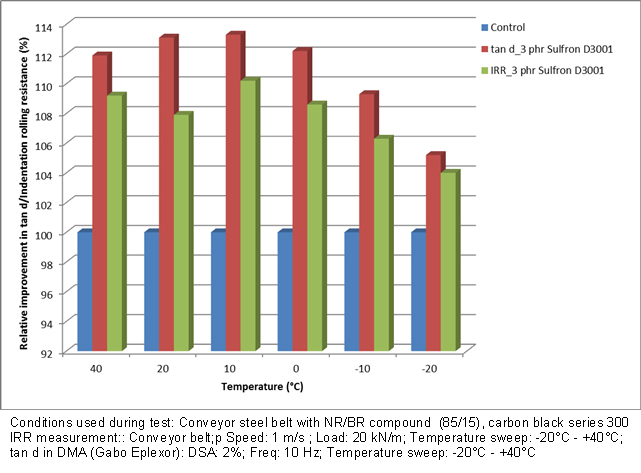
As Fig. 3 shows, the improvement in indentation rolling resistance measured at a conveyor belt follows the trend as found with DMA analysis on lab scale.
Extended Lifetime and further Advantages of using Aramid
One of the traditional applications of aramid fabrics in conveyor belts has been in corrosive environments. Good examples are in Tunisia at the CPG (Gafsa) phosphate mine, where a 4.6 km aramid belt had been in operation for nine years before it was replaced, again with aramid. Another aramid belt in a phosphate mine in Tampa (Florida, USA) was replaced last year after 13 years of operation. The aramid fabric retained about 85% of its original strength [8]. In both cases, rubber cover wear and tear was the reason for replacement.With its unique set of properties, aramid can be a solution for belts that are applied under extreme conditions and have a short lifetime. However, it should be studied case by case. Some design parameters (for example, transition length) should also be taken into account before replacing textile belts.The flexibility of the aramid fabric compared to steel cord has proven its functionality in a 110 m reclaimer belt in the Chinese Zhanjiang Port. This class St1600 belt had an average lifetime of six months, because of the high turning frequency around the pulleys, it continually broke. The aramid belts have already reached an average lifetime of fifteen months.As a consequence of its dense and strong weft (the weaving threads in transversal direction), the aramid fabric also acts as an integrated breaking layer. This means that in the conveying of sharp and heavy rocks, such as in copper mining, there is intrinsic protection against belt slitting, and no costly additional breaking layer or slitting detection is needed.For example, in a copper mine, where short steel belts typically have a very limited service life – often as little as one month – an aramid belt recently ran for a full six months, which is well beyond the life expectancy of the previous non-aramid belts in this installation. After six months, the belt, which was still working satisfactorily, was taken out for residual testing by a Polish Mining University and showed no strength loss [9].
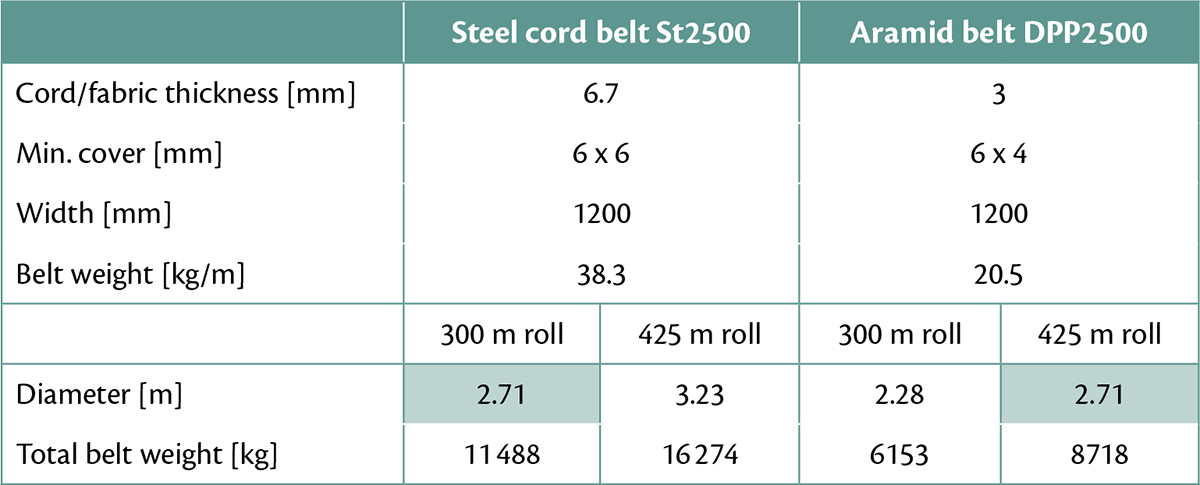
In Table 1, a St2500 and aramid DPP2500 belt with typical dimensions are listed. Based on the assumption that the same safety factor can be used for both, the roll diameters were calculated. It can be seen that at an equal diameter of 2.71 m, the roll length of the aramid belt exceeds the length of the steel cord belt by far. Consequently, the number of splices in a long-haul conveying system can be reduced considerably. For a 5 km belt the number of splices is reduced from 17 to 12 in the example shown. This certainly contributes to limiting downtime of the system and saves installation costs.
Estimating potential Energy Savings by using Aramids
To obtain an indication of the potential energy savings if a steel cord carcass is replaced by an aramid fabric carcass, a software model has been developed to calculate the energy consumption under given conditions. The use of a low rolling resistance compound can be included optionally. The annual energy savings are input for the Customer Benefit Model to quantify the financial and environmental effects, which are explained in the next section.The conveyor belt specifications provide the input for the energy model. These specifications include the design parameters (for instance, belt speed and idler pitch), the operational data (the number of operational hours per day and the percentage of time the belt runs fully loaded), and ambient data (ambient temperature and humidity). From the belt specifications, the load exerted on the idler rolls by the belt and the bulk solid material on the belt can be calculated. The load on the rolls leads to indentations in the belt’s bottom cover rubber and an asymmetrical stress distribution between the rolls and the rubber [2]. This asymmetricity is caused by the visco-elastic nature of the bottom cover rubber and leads to what is known as ‘indentation rolling resistance’ (IRR). IRR is responsible for about 65% of the overall friction in a horizontal belt conveyor and therefore plays a major role in the calculation of the required power consumption of the system.There are a number of ways to calculate IRR. An overview of analytical models is given in [2]. First, there is Jonker’s model, which estimates IRR based on relatively limited rubber data and is a conservative approach. Second, there is Lodewijks’ model, which corrects the shortcomings of Jonker’s model, but requires more detailed rubber data. In the Energy Model, either Jonker’s or Lodewijks’ model can be used. Depending on the level of detail of the rubber data available, one of the models can be chosen. Alternatively, if the actual power consumption of the system is known, this information can also be used to calculate IRR.The power consumption of a belt conveyor using a conventional steel cord belt can be calculated using the loads on the rolls and the IRR calculation procedure. The Energy Model then also provides the results of additional power consumption calculations. In a virtual environment, the steel cord carcass of the system under study can then be replaced by an aramid-reinforced carcass and/or the rubber of the belt’s bottom cover can be enhanced with an aramid-based LRR additive. The difference in power consumption between the original belt and the variants in which the aramid carcass and LRR additive are used shows the potential power or energy savings of the system under study. This exercise has been done for a South African belt conveyor system, as reported in [4]. The calculated energy savings then form the input for the Customer Benefit Model.
Environmental Impact and financial Aspects: CBM
The TUV-certified software program Customer Benefit Model gives its customers and chain partners insight into the environmental and financial benefits of comparative belt solutions [10]. The Eco Efficiency model provides a balanced calculation, always from the perspective of the end user, making use of life cycle analysis and life cycle costing. It shows that saving the environment and sound business practices can go hand-in-hand, from both Total Cost of Ownership (TCO) and Life Cycle Analysis (LCA) perspectives.

With the Customer Benefit Model, a steel-reinforced belt is compared with an aramid-based belt. This leads to a significant weight reduction of the belt. The use of the aramid-based LRR additive is optional. The total energy savings for the use of both aramid-based products compared to steel-reinforced belts are estimated using the energy saving tool described in the previous section. Based on these savings, the resulting environmental impact is quantified.The total life cycle comparison is represented in Table 2.
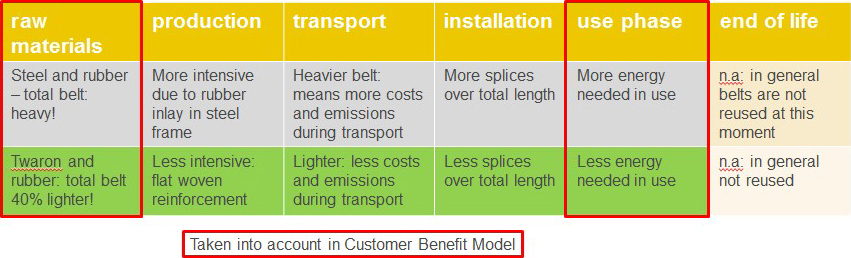
In the CBM program, only the effects of raw materials and the use phase are taken into account. This is a conservative approach, as there are benefits to be expected, both financially and environmentally, and also in other parts of the life cycle. It is assumed that the lifetime of a long-haul steel cord belt is equal to that of an aramid-reinforced belt. There is not sufficient evidence that this can be altered in favour of the aramid-reinforced belts, apart from those long-haul conveyor belts used in highly corrosive environments or in cases where slitting frequently rips the steel cord belt. Note that this assumption is different from comments made on page four in this paper, where aramid-reinforced belts exhibited a longer lifetime compared to the short steel cord belts used in highly demanding applications such as feeder belts.The outcome of the CBM software program is demonstrated on the basis of the Optimum Collieries case as presented at Beltcon 16 in 2011 [4] .In an existing 5.3 kilometre-long steel-reinforced conveyor belt in South Africa, which was redesigned with aramid reinforcing the carcass, the aramid-based component was added to lower rolling resistance. The weight of the aramid-reinforced belt was 40% lower than the steel belt. It was calculated that this would lead to energy savings of approximately 7000 MWh during a five-year lifetime. It reduced the energy necessary for belt operation by approximately 15%, and combined with the aramid-based LRR additive, even up to 25%.
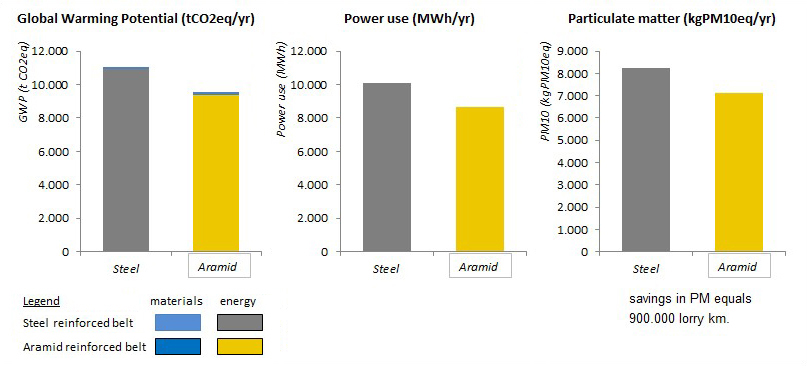
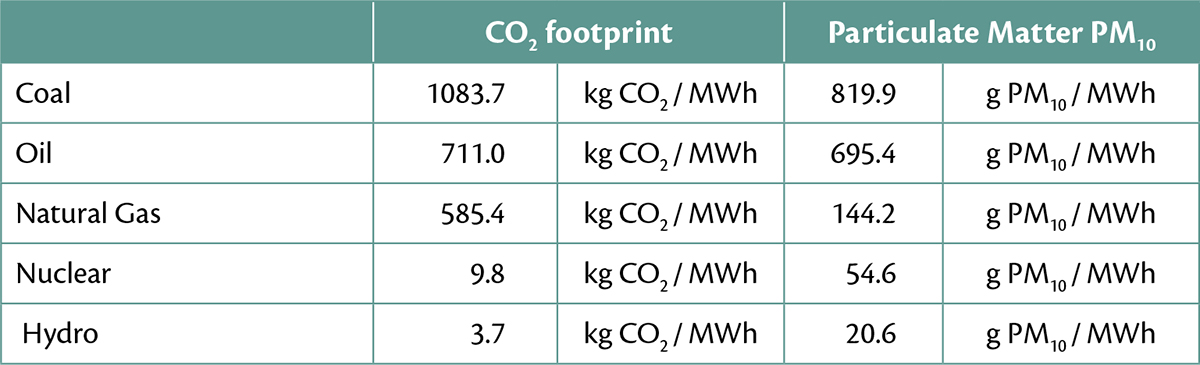
Along with this energy saving, CO2 and particulate matter (PM10) emissions would be reduced by approximately 15% in the aramid belt’s use phase. This is shown in the diagrams below based on coal as energy source.The savings in Global Warming Potential (CO2 emissions) with particulate matter differ according to the energy source (Table 3).
The financial benefits of the raw materials and use phase were quantified and expressed in a payback time of the investment, and the Net Present Value (NPV). For the situation as described above, the payback time is about a year, assuming a purchase price of the aramid belt that is 10% higher than the steel cord belt, as presented in Fig. 6. Obviously, this varies from case to case.
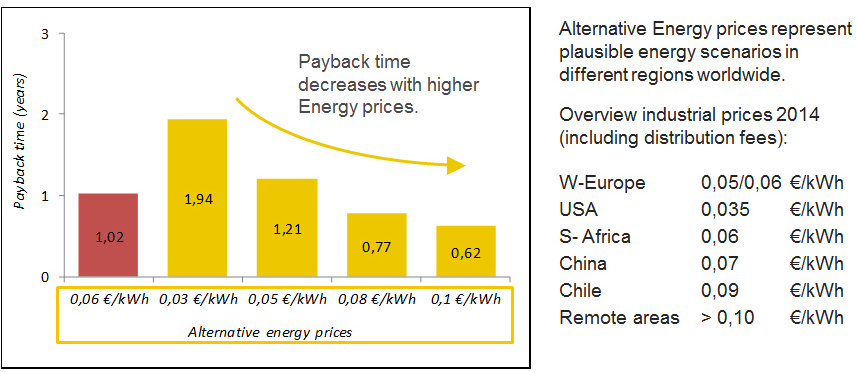
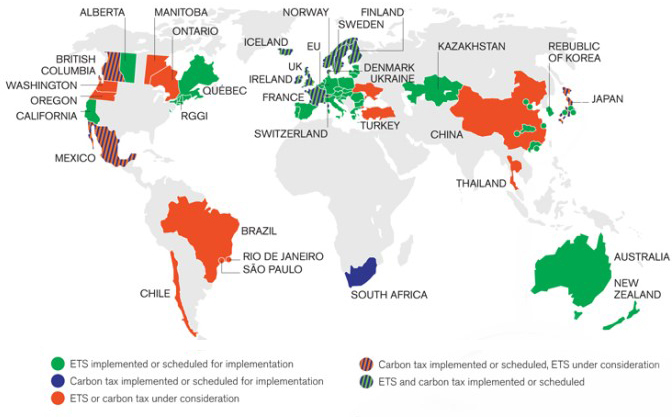
The program also predicts the influence on the payback time in the event that energy prices change in the mid-term after installation, either going down or up.Other aspects to shorten the payback time have not been taken into account in the example shown above. One was mentioned in the previous section, when the increase in maximum roll diameter resulting in lower transportation costs, fewer splices, and shorter downtime were described. These variables can be reviewed individually and included in the decision making process.Higher costs for CO2 emissions are expected due to upcoming regulation and/or legislation, such as emission trading systems and carbon tax. In Fig. 7, the countries where carbon pricing is in place are shown, reflecting the situation in 2014. In the meantime Australia has stopped with carbon pricing, and recently South Korea started with emission trading.
The Customer Benefit Model is a next step in the eco efficiency analysis as a TUV-certified tool [11]. Variables and scenarios are implemented in the program, which makes it possible to adapt the model to changing situations, such as changes in belt prices, energy prices, eco-profiles, and so on. In short, there is a business benefit for each specific situation.
Conclusion
It has been clearly demonstrated that using aramids in conveyor belts, both as a strength member and as a rubber compound additive, can yield significant savings due to increased lifetime and/or energy savings in combination with positive environmental effects. The software programs Energy Model and Customer Benefit Model provide a quick scan of the conveyor belt system in order to determine whether it is worthwhile to make a change from the traditional reinforcing materials to aramid.
Acknowledgement
This article is based on a presentation of the authors during Belton 18, 5./6. August 2015 in Johannesburg, South Africa.
References:
- Jonkers, C.O.: The indentation rolling resistance of belt conveyor – a theoretical approach. Fordern und Heben (1980).
- Lodewijks, G.: The rolling resistance of conveyor belts. Bulk Solids Handling 15 (1995), pp. 15-22.
- Arts, K.: Aramid reinforced Conveyor Belt in Maritsa Istok Power Plant – a Case Study; Proceedings of the Beltcon 15 conference, Johannesburg, Republic of South Africa, September 2-3, 2009.
- Lodewijks, G.: The next Generation low Loss Conveyor Belts; Proceedings of the Beltcon 16 conference, Johannesburg, Republic of South Africa, August 3-4, 2011.
- Huntink, N.: Using Sulfron to Improve Rolling Resistance and Durability of Tires; Fall 180th Technical Meeting of the Rubber Division of the American Chemical Society, Cleveland, Ohio (2011).
- ASTM D5992 -96 (re-approved 2006): Standard Guide for Dynamic Testing of Vulcanized Rubber and Rubber-like Materials using Vibratory Methods.
- ITA, University Hannover: Test Rig for Determination of Indentation Rolling Resistance of Conveyor Belts according to DIN 22123.
- Fenner Dunlop USA. Information from bilateral discussions (October 2014).
- Moore, P.: Conveying cost down; International Mining Magazine. January 2015.
- Thinkstep: Gabi Software system and Databases for Life Cycle Engineering Copyright TM. Stuttgart-Echterdingen. 1992-2015.
- TUV EEA certificate no. CO 600948550001, TUV Rhineland, Nuremberg. 2014.
| About the Authors | |
| Henk van den VenSales and Technical ManagerTeijin Aramid B.V., The Netherlands | |
| Dr. Heidi BeersEco and Energy Efficiency SpecialistTeijin Aramid B.V., The Netherlands | |
| Prof.Dr.ir. Gabriel LodewijksDepartment of Marine and Transport TechnologyDelft University of Technology., The Netherlands | |
| Sjoerd DrenkelfordDepartment of Marine and Transport TechnologyDelft University of Technology, The Netherlands |
■
