

Tup: Gravity Vs. Fixed Vs. Control Winch & Others
 Originally Posted by iptron@mweb.co.za
Originally Posted by iptron@mweb.co.za
==============================================================
You do nominate some maintenance issues and need for schedules and periodic attention. Some of your schedules for replacement may be a little off. You are thinking in the right direction as a maintenance engineer, but, less so as a design engineer and project team bidding the design.
1. What does the tension control do and how reliable is it?
a) Motor pulley slip control - acceleration & steady-state
b) Belt sag control - not allow belt tension to drop below a critical value for all location around the belt loop.
c) Brake slip - stopping and starting (downhill) and dynamic control
d) Country of installation and site ability to maintain method - know cause and effect
e) Length of conveyor and undulation complexity with regard to dynamic behavior
f) Failure under "what if scenarios" - wheels, sheaves, ropes, capstans, pulleys, belt, chute pluggage, risk and damage assessment, .......
g) Reliability measure - short and long term including Availability (mean-time-to-failure and mean-time-to-repair)
h) Instrumentation method to mitigate maintenance and risk
i) Training of operator and maintenance staff
j) Many more that can be listed
2. How difficult is it to trouble shoot
a) movement rate and travel distance tells operator one class of behavior - more for gravity type
b) Instruments can tell operation and maintenance staff when operation/components drifts out of safe op. range - more for load-cell type controlled winch
c) Often design does not have sufficient instrumentation, proper instrumentation, knowledge of how to maintain instrumentation
d) Design system to minimize any extra functionality - multiple drives, multiple take-ups, some wish to keep it simple stupid, but, at much higher cost
3. Why gravity, why controlled winch, why capstan, ......
a) Designer must know when, why and how to apply one form over another in conjunction with owner/operator and maintenance staff
b) Risk of getting it wrong - what are consequences - most designers do not have tools and technology to make this assessment = pot luck
4. Cost vs. Risk of major TUP functions - does your engineer know what is required, its cost, its risk, its maintenance issues?
5. TUP does more than allow: drive slip control, dynamics tension travel, thermal travel, maintenance repair travel, age travel, ......
Others can contribute to this interesting question with added insights. ■
Extension Of The Above Tup Control
Originally Posted by nordell=========================================================
adding a few extra points:
6. Is designer aware of modern TUP systems and practices - dynamics travel separate from static travel - minimizing take-up tower and travel path?
7. When do you use/design a horizontal trolley and when do you remove it - what are pros & cons.
8. Designer should be aware of prior failure histories - load cell regulation and how gain amplifier can fail high or low; other noted failures - frequency, damage measure, ....
9. Above should be part of the responsible engineers technology - dynamics, all manner of forcing function controls, know risk and benefit trade-offs ■
More Important Points:
10. Friction in rope path (hysteresis can be/ is measured) one method is by installing load cells at each end of rope
11. Develop a schedule to replace components that pose a risk - control obsolescence - ropes, sheaves, bearings, instrumentation, ............
12. Take-up types and how operators maintain them - maintenance winch to drop tension in TUP
13. Tower designs and double reeving benefits and drawbacks vs. horizontal travel (powered winch and load-cell or hydraulic pressure control), separation of TUP functions ■
It's A Wind Up...
...and Wind Down.
If you have a gravity system or winch then the equipment is subject to the local crane statutes. Few designers appreciate this small point and Lloyds, TUV etc are never brought into the equation. If they have never been present they do not know about trolleys jumping off tracks, rope failures, worn out winches etc. If they did they would have a field day. European Mines and Quarries legislate and monitor equipment and used to be very strict; BT (Before Thatcher). Saath Efrika was particularly prominent in inspection and monitoring, most rope maintenance equipment originated there.
An ideal tension control system is safe, reliable and easy to maintain. Then you can design something which fits the space available. If you really want a proper job: design according to cranes rules and then you can tell a prospective punter that the competition probably hasn't done that. ■
John Gateley johngateley@hotmail.com www.the-credible-bulk.com
Take-Up Control & Reliability
Originally Posted by johngateley===========================================================
Dear John:
Preamble: I support both powered and gravity type TUPs depending on design functions. However, CDI prefers to install gravity over powered TUP for various and some nominated reasons below.
I am not aware that gravity TUP is subject to crane status or what it means in designer terms. I have designed and installed medium size cranes and thousands of conveyors with various types. Some points I disagree on:
1. Gravity reliability - higher than any load cell control. There are conditions when both gravity and powered winch are specified. I will not go into the details.
Reason: Gravity is a constant force machine, excepting rolling drag of the sheaves and rope flexure, which takes less monitoring of force over time. All ropes and sheaves must be periodically inspected is a given for any type of TUP system. Rolling drag force variations (hysteresis) are smaller than load-cell (or pressure) controlled. Fewer sheaves, pulleys and rope length should be the objective regardless of TUP type.
2. Gravity is less sensitive to temperature swings - belt and idler drag.
3. Gravity does not have a design necessity to establish a dead-band regime when the displacement is only changed when the upper and lower limit (dead-band force) is exceeded. This is typically substantially larger
4. Operator does not know when load-cell or pressure sensor amplifier circuit fails high or low (operational amplifiers, transistors, ...) shorting with max or no current. Resulting logic increases or decreases tension accordingly to possible out-or-range either exceeding belt rating or causing untold damage from high belt sag and drive slip.
5. Must design belts-and-suspenders to protect belt against what-if-scenarios
6. Gravity TUP is many times faster applying target (set-point) tension than powered winch and better controls belt dynamics for drive slip and TUP motion due to belt sag remote to TUP.
7. Fixed TUp's without active/powered motion/force will apply many times the steady-state force due to average belt tension redistribution. CDI has redesigned many systems where the belt was wrecked by load-cell controls and resulting belt line force exceeding designer expectation - did not have dynamic analysis capabilities.
There are many more points - letting others speak their experiences. ■
No Fan Of Safety Officers.
Hello Larry,
I intended to make the point that whatever the eventual choice might boil down to: the system should be safe, reliable and easy to maintain. The thread starter has previously mentioned in another thread that he makes a living out of fixing take-ups. If two of my three suggestions were more closely examined by designers then the thread starter would have an easier time doing much less work.
Safety and cranes is a matter for the safety officers who pass the job off. A GTU lifts a considerable weight up and down under the influence of tension maintained in a belt. Whether or not the belt is St, long or short, stops and starts etc does not matter: a weight is being lifted and that is the sole purpose of the mechanism. Conveyor designers are reasonably confident that the mechanism would sustain a 1.5 times test load and the belt factor of safety is adequate in itself. My concerns would be directed at the standards applied: has the bridle for the counterweight passed the crane rules etc etc. The matter is a debate between the lackadaisical safety fraternity and the designers. The conveyor safety fraternity does not want to know about cranes because it is outside their area of competence. Most things are.
On the other side of the coin winches are cranes and certified accordingly so the issue has been dealt with. And no, I am not suggesting that winches should be universally adopted just because they have been certified. ■
John Gateley johngateley@hotmail.com www.the-credible-bulk.com
What Is The Ideal Te4nsion Control System?
From Ian Plunkett - Owner of Iptron Technology, Johannesburg, South Africa
Larry and John
I am delighted to get such a comprehensive response. Yes; my business is the Control of Take-Up Winches; but i sense that Larry has a strong underlying resistance to Take-Up Winches. I do not make any living out of maintaining faulty tensioning systems, Gravity or otherwise. My observation over the past 30 years is simply that every system fails eventually due to friction. Of course it is a different story if the user does the required maintenance. In my experience this is quite rare.
I agree with some of Larry's statements but I'd like take issue in respect of reliability. Forty years ago in the TTL (Transistor-Transistor Logic) Technology age, electronics was not reliable. Chips got hot and failed regularly. Now look at the incredible reliability of modern electronics. We have never had even a single microprocessor fail. Well-designed and transient-protected electronics is the most reliable part of any Automatic Tension Control System. My company has supplied about 700 systems around the world; we have just one in for repair because it got drowned in water prior to installation from being left open to the weather. Electronic reliability is not an issue today.
We also make one very rugged and reliable Load Cell running on Two Wires; 24VDC in and 4-20mA out. We have a DC Earth Leakage on the Load Cell Circuit that shuts the system down should the connection become impaired.
No one can argue that an AC Variable Speed-Controlled Take-Up Winch can be controlled to provide any kind of behavior, assuming the right winch is available. In South Africa all winches are 5 to 6 metres per minute; a very limiting scenario. It is possible to emulate a Gravity Tower. But why would anyone really want to that? Does anyone believe that a Gravity Tower is an ideal system with fixed tension and poor dynamic behaviour.
I have a distinct feeling that Larry would not welcome such a device because the 'dynamic issue' can be reduced to near insignificance.
During the last decade we have developed such a Controller with PID Tension Control. We are in awe of what we have done because it makes the Starting, Running and Stopping of the conveyor almost a non-event. And Oh! I almost forgot to mention that it is Intrinsically Safe and that it has elaborate safety features.
As a member of the local Conveyor Association I would like to propose some standards for Conveyor Take-Up Systems. I am not a designer of Conveyor Belt Systems, I leave that the experts but I have seen so many bad Take-Up System it makes me wonder who designed them. I do think that Conveyor Belt designers need to consider Take-Up Systems more seriously; There are some basic calculations involved that just aren't being done.
John
Apart from assuming that my activity maintenance, I agree with everything you say. I am not aware of any legislation here regarding the maintenance of Rope Transports etc.
Thank you again for your reaction. I do hope we can continue this discussion and get other interested parties to join in.
Ian Plunkett
Iptron Technology ■
What Is The Ideal Te4nsion Control System?
[QUOTE=iptron@mweb.co.za;85076]From Ian Plunkett - Owner of Iptron Technology, Johannesburg, South Africa
Larry and John
I am delighted to get such a comprehensive response. Yes; my business is the Control of Take-Up Winches; but i sense that Larry has a strong underlying resistance to Take-Up Winches. I do not make any living out of maintaining faulty tensioning systems, Gravity or otherwise. My observation over the past 30 years is simply that every system fails eventually due to friction. Of course it is a different story if the user does the required maintenance. In my experience this is quite rare.
I agree with some of Larry's statements but I'd like take issue in respect of reliability. Forty years ago in the TTL (Transistor-Transistor Logic) Technology age, electronics was not reliable. Chips got hot and failed regularly. Now look at the incredible reliability of modern electronics. We have never had even a single microprocessor fail. Well-designed and transient-protected electronics is the most reliable part of any Automatic Tension Control System. My company has supplied about 700 systems around the world; we have just one in for repair because it got drowned in water prior to installation from being left open to the weather. Electronic reliability is not an issue today.
We also make one very rugged and reliable Load Cell running on Two Wires; 24VDC in and 4-20mA out. We have a DC Earth Leakage on the Load Cell Circuit that shuts the system down should the connection become impaired.
No one can argue that an AC Variable Speed-Controlled Take-Up Winch can be controlled to provide any kind of behavior, assuming the right winch is available. In South Africa all winches are 5 to 6 metres per minute; a very limiting scenario. It is possible to emulate a Gravity Tower. But why would anyone really want to that? Does anyone believe that a Gravity Tower is an ideal system with fixed tension and poor dynamic behaviour.
I have a distinct feeling that Larry would not welcome such a device because the 'dynamic issue' can be reduced to near insignificance.
During the last decade we have developed such a Controller with PID Tension Control. We are in awe of what we have done because it makes the Starting, Running and Stopping of the conveyor almost a non-event. And Oh! I almost forgot to mention that it is Intrinsically Safe and that it has elaborate safety features.
As a member of the local Conveyor Association I would like to propose some standards for Conveyor Take-Up Systems. I am not a designer of Conveyor Belt Systems, I leave that the experts but I have seen so many bad Take-Up System it makes me wonder who designed them. I do think that Conveyor Belt designers need to consider Take-Up Systems more seriously; There are some basic calculations involved that just aren't being done.
John
Apart from assuming that my activity maintenance, I agree with everything you say. I am not aware of any legislation here regarding the maintenance of Rope Transports etc.
Thank you again for your reaction. I do hope we can continue this discussion and get other interested parties to join in.
Ian Plunkett
Iptron Technology
I’d like to take issue with some of Larry’s comments.
Maintenance Issues.
a)Sheave wheels certainly do fail. It does of course depend on the environment and usage. The failure can be as early as 7 years while others may last beyond 15 years. Not one of the Take-Up Winch Systems that we have been involved with has any kind of Rope lubrication. No one seems to be able to give any figures for rope flexing friction of dry Steel Ropes. I think this is a relevant source of friction particularly in Gravity Towers.
b)Determining the ‘rolling friction’ of a Sheave is, of course, possible. Does Larry know anyone who has actually gone through the extremely laborious process on a Gravity Tower System that has e.g. 8 pulleys? I assume that by ‘putting a Load Cell at each end’ he means each side of the pulley under test.
c)From my experience, maintenance personnel are completely unaware that friction can exist. We see so many seized Trolley Wheels. As I noted earlier, the mechanical engineers generally do not agree that friction is any kind of a problem.
Larry’s ‘few extra points’. I fail to see the significance of them. I am not a conveyor designer but we do understand both the mechanic and the dynamics. A lot of hogwash about Load Cells and Instrumentation.
We make 2-Wire Loop-Powered Tension Transducers and have a DC Earth Leakage detector system as well as tension comparison with the Winch calculated load as just one of our methods of monitoring. We also measure and quantify the Trolley movement friction and the Rope transport friction and actually discriminate between them. This is considered impossible by most and probably Larry too.
In reply to Larry’s Comments on 27th January 2015
1)Gravity Reliability - Go look at any old Gravity Tower System and talk to the people there about their problems. Wherever there are multiple falls of rope, there are problems; This is true of Take-Up Winches which mostly have a single Sheave on The Trolley in the ‘Measurement Zone’ but particularly prevalent on Gravity Tower ‘Block & Tackle’ arrangements.
2)Gravity is less sensitive to temperature swings – What on earth are you talking about?
3)Gravity does not need a dead band regime – The total friction active within a Gravity Tower + Rope Transport + Trolley Friction creates its own ‘Dead Band”. This increases in time as the friction grows. Thus the performance will deteriorate but also has a damping effect on transients. But why is having a dead band a problem with electronics? We actually have a dual dead band where the inner band it time controlled and the outer band initiates instant response.
4)Load Cell reliability – We know!
5)What-if-scenarios – A simple winch does not have provision to release tension during an aborted start. A lot of work is being done in South Africa to perfect slip clutch mechanisms.
6)Gravity TUp’s are many times faster – In theory this is true but in practice no Conveyor belt actually need the potential speed available. Take-Up Winches in South Africa are really Haulage Winches with predominantly 5 to 6 metres per minute. This is very restrictive. We have proposed a new range of winches following the international Motor Size rating. E.g. The winch itself would have a tension capacity rating and to obtain the required Rope Speed, the Gearbox and Motor would be selected accordingly. Tension Rating and Speed can be any size. Obviously only shorter belts can use Forward/Reverse DOL Control. The AC Variable Driven Motor runs only when required and will outperform any gravity tower.
7)Wrecked by Load Cell Controls? – No properly-designed Automatic Conveyor Take-Up Tension Controller would do this. Besides the Safety devices are both on the Load Cell Circuit, in the Winch Motor Drive Control and in the Safety Slip-Clutch. Get real!
Can we please have some other opinions!
What is the ideal Conveyor Tensioning System?
Ian Plunkett - Johannesburg, South Africa
Iptron Technology ■
Take-Up Gravity Or Powered Winch
[QUOTE=iptron@mweb.co.za;85091]
Originally Posted by iptron@mweb.co.za======================================================
Dear Ian,
Independent Consultant:
First I sell no take-up equipment. Therefore, I claim to be independent of TUP type and only seek best fit-for-purpose system. Sometimes we monitor ill systems and ask why it is failing and how to fix it. My only preference for gravity is reliability and shock forces relief that develop in large/hi-tension conveyors that require a response to elastic wave transients. These transients are usually many times the powered winch capacity. Conveyor Dynamics, Inc. (CDI) have designed the world's longest, most highly powered, strongest belts, and very high speeds and need to warranty the conveyor's performance and stay in business. I will explain.
Large Transient Force Shock Waves:
Here you have misstated my mission. I do wish to minimize the overdesign of the TUP tension. I claim you cannot design a powered winch to meet the performance features of a gravity for most conveyors. Not all, but most. Best not to put your words in my mouth.
Most large elastic-stress waves are caused with near instant power loss (motor outage - pull cord, electrical interruption, ...) of drive or brake application. The transient tension and velocity wave travels at the speed of sound in the steel cord belt or about 1m/s on carry and 2 m/s on return side. A 100 kN belt tensioned TUP with 2m/s belt response rate = 400 kW more or less to follow near gravity accelerated TUP. Note: power to move TUP is 2 x belt tension x belt velocity. Most TUP powered winches fall in the 10-20 kW range. Therefore, the transient wave passes through the TUP station and other pulley locations with forces many times their steady-state design rating. We have measured and published transient (shock) waves 10 x or more than their steady-state condition. A gravity TUP self relieves this trapped energy by undulating as opposed to staying more or less fixed as the strain displacement cannot relieve the shock force. Fixed or winch TUP systems have failed with these transients launching the TUP pulley system 1/2 mile from source. You note winch travel rate is 5-6 m/s while gravity is 10/s/s. First I doubt any large conveyor would install a 5-6 m/s powered winch on 100 kN belt tension conveyor (1000-1200 kW)?
Not A Salesman:
A salesman's plight is to sell to those that belief him/her as being the expert, regardless of the truth. So we can debate what each of us knows and our experience: 700 function free vs. a list of clients who would never go back to power/load cell or fixed TUP.
Third Technical Point - Dead-band Penalty of Powered Winch:
Any proportional regulator must set a target and error band about the target set point. The error-band is also called the dead-band. If you do not wish to have your powered system constantly hunting to response to belt tension transients from load changes and temperature fluctuations, you must provide a tension range (+/-10% to 15% more or less) above and below the ideal set point. Therefore, the designer, who knows dynamics must design to the dead-band low point to control drive/brake slip and belt sag. Thus, if the error band is 10%, the conveyor must be designed for +20% TUP over the set point, exclusive of transient forces noted above. Gravity has none of these added design penalties.
Fourth Technical Point - Multi-Part Reeving of Powered Winch:
Usually, a benefit of the powered winch is to keep motor rating to reasonable level. This often is done using a many part reeving (10-20 parts), which implies many rope sheaves with their typical hysteresis (2-3%/per sheave). Ten parts gets you 10-20 % hysteresis on top of dead-band and on top of shock wave transients. High degree of ropes are practiced by those that compete on price and less on performance and reliability. Each sheave is a failure point of rope bending and torsional flexure and fatigue. I could go on about lube and alignment , .......
Fifth Technical Point - Temperature of Powered Winch:
A bit surprised you are not aware of temperature related changes to TUP systems. How much does a TUP move with a 30-50 C difference in temperature between night and day? What happens to belt length with swings in temperature? Fabric is different than steel cord Sixth Point: I agree, gravity TUP has much lower difference in operator or instrumentation when trying to control to the set point.
Good designers do have knowledge of all types of TUP systems and chose wisely.
I have not clue about grousing about lubrication. There are wire rope TUP with hemp lube capabilities. Normally, not wide spread. Most often 6x37S is practices with a maintenance lube every 6 months. In extreme environments 4 x per year.
For your insight, a gravity TUP rope sees less duty than the equivalent powered winch. I just depends on how you observe the problem.
I will let the reader/engineers of conveyor systems determine for themselves the relevance of all comments. ■
Re: What Is The Ideal Conveyor Tension Control System?
Hello Lawrence
Thank you so much for your in depth reply. I really appreciate your comments because I serves to inform me and correct my thoughts. So far I am still confident of what I have deduced form my observations. I still feel enormous prejudice towards Take-Up Winches. As a relative outsider to the conveyor industry I am not at all discouraged by the technical explanations that you present. (I don't find the right words easily) They are all wholesome food for thought. I take your writings very seriously and have read and re-read your comments. I also understand most of what you have said.
To answer your Points:
Point - Large Transient Force Shock Waves:
We have not as yet attempted to control a very large/long belt. Undoubtedly our EGT-28AX Universal Controller can handle unlimited AC Variable Drive size. We don't have any suitable winches (fast enough of powerful enough) yet in South Africa. We obviously would not attempt such a large installation at this stage. We are comfortably interested in conveyors up to 5000 metres or more. (We have several successful Forward/Reverse installations on Steel Cord Belts this length.) These would be dramatically better behaved with AC Variable Drive controlled Take-Up Winches. Do I sense that you have the thought in your mind, Lawrence. I apologise if I have inadvertently put uncomfortable words in your mouth.
The big drawback of Take-Up Winches is always the Aborted Start and loss of power; as I mentioned there is of development ongoing among the winch manufacturers here to integrate accurate slip clutches into the winch.
You doubt that any large conveyor would instal a 5-6 m/min would be used on 100kN belt. Done! More than one very successful 5km Coal installation.
Point - Not a salesman:
What do you mean? I'm not a salesman but I sure do have 33 years of hands-on experience on Take-Up Winches and 20 years other very wide experience before that? We have supplied 700 Winch Take-Up Systems.
Point: - Dead Band Penalty of Powered Winches.
I don't see this as a penalty at all. The residual friction particularly present in Gravity Towers because of the large number of Sheaves already has a Dead Band. And you are already designing over the minimum Starting tension. I cannot see any difference. Virtually all our systems work with +/- 15%. Those with lower friction can operates as low as +/-10%. The problem with your comments is that you have no idea of our control philosophy or anything about our system. You are basing all your comments on poor Take-Up Winch Control System e.g. PLC Based Systems.
Fourth Technical Point - Multi-Part Reeving
Virtually all systems use a single Sheave on the Take-Up Trolley. While there may be other Sheaves in the Rope Transport System, they are not, and you well know, are not in the 'Measurement Zone' and have no effect on the accuracy of control. They certainly affect the Winch loading and that can become a problem if things get really bad. Seen some of those. The point I'm making about Gravity Towers is that each and every single Sheave affects the accuracy of the belt tension. We also have some systems with 4 falls of rope and one in South America with 6 falls of rope (not my design but still a serious headache). I agree fully with you other comments in this section.
Fifth Technical Point - Temperature of Powered Winch
I still do not understand your point on Temperature of Powered Winches. We do not run winches continually - only when required. We do not use torque motors. Temperature is not an issue, besides our controllers protect against excess starts. If you are talking about larger motors, yes! the motor is limited by the permissible frequency of starts. This is why we are looking at AC Variable Drives especially for large motors but also for smaller winch motors. After all a fast winch is needed during start-up and a slow winch during normal running.
Other comments -
I am curious about lubrication because I see so many rusty dry rope. Sure they are lubricated in manufacture, but that does not last forever. I have never seen any lubrication of Ropes on Take-Ups. I do notice that Eilbeck Winches in Australia have a full automatic Lubrication system on their Take-Up Trolley.
I don't agree with you claiming that a Gravity Take-Up sees less duty than a winch Take-Up. Is that even theoretically possible?
----------------------
I know that the behaviour of conveyor belts conforms to Wave Propagation and Transmission Line Principles. This comes from my studies in communications and physics. The Tension Transients are occurring on both sides of the belt and inevitably come together head to head. You mention that you encounter Take-Up Winches in the 10-20kW Range. What kind of rope speed do these have? The Winch Size and speed is our greatest limiting factor. Certainly with the Take-Up Winch business in South Africa, the speed of available winches
Most of our systems (Forward/Reverse) are installed underground and enjoy a long life. We have some systems that have been working for 20 years. Those customers say of our system, that it just works. I know we make the best Forward/Reverse system available. We avoid host PLC's because they are just too slow. I can show you PLC systems that have a 2-second response. Our old EGT-2420 Forward/Reverse Controller has a 10mS response time.
What I am serious about is that we have invested a huge amount of time and money in the development of Controllers for Take-Up Winches. I sense that there is huge prejudice among conveyor designers because of the plethora of people who have dabbled in Take-Up Winches creating what can barely be described as mediocre efforts. Tension Control looks ridiculously simple when is has so many pitfalls. We have made a business of it through well designed control philosophy and no compromise design. We use only the very best electrical components in our systems and provide the customer with a product that is as close to World Class as we can get.
I would really appreciate some practical attention and comments because we are doing professional Tension Control with Take-Up Winches. Some may consider it inappropriate to compare Take-Up Winches with Gravity Towers but I don't think so. Our principal market is underground on fabric conveyors. Our most successful installations are on conveyors between 300 metres and 1500 metres. Shorter than that, the winch is too fast; longer than that, the winch is too slow. Because of the inevitable mechanical deterioration I theorised for years how to quantify and flag the frictional components.
Lawrence. You have a dominant voice in the conveyor fraternity; I do think that you should take the trouble to familiarise yourself with what we are doing. I have asked you in the past if your program caters for Take-Up Winches and now with AC Variable Drive. I doubt that it does. We are too small a company to justify the purchase of your fine program to find out if it would benefit us. I really appreciate your criticism but I don't think it is remotely constructive; quite the opposite and unfairly so. My intention is not to knock Gravity Towers, for goodness sake, they will always be there. I can see quite clearly that your attitude to Take-Up Winches is based on extremely outdated ideas. Come into the modern world! Stop issuing disinformation about Take-Up Winches!
Thanks again. I look forward to your response and to other interested parties.
Ian Plunkett
Iptron Technology cc
Johannesburg South Africa
[QUOTE=nordell;85104]
Originally Posted by iptron@mweb.co.za■
Take-Up Winches
Hello Lawrence
Thank you so much for your in depth reply. I really appreciate your comments because I serves to inform me and correct my thoughts. So far I am still confident of what I have deduced form my observations. I still feel enormous prejudice towards Take-Up Winches. As a relative outsider to the conveyor industry I am not at all discouraged by the technical explanations that you present. (I don't find the right words easily) They are all wholesome food for thought. I take your writings very seriously and have read and re-read your comments. I also understand most of what you have said.
To answer your Points:
Point - Large Transient Force Shock Waves:
We have not as yet attempted to control a very large/long belt. Undoubtedly our EGT-28AX Universal Controller can handle unlimited AC Variable Drive size. We don't have any suitable winches (fast enough of powerful enough) yet in South Africa. We obviously would not attempt such a large installation at this stage. We are comfortably interested in conveyors up to 5000 metres or more. (We have several successful Forward/Reverse installations on Steel Cord Belts this length.) These would be dramatically better behaved with AC Variable Drive controlled Take-Up Winches. Do I sense that you have the thought in your mind, Lawrence. I apologise if I have inadvertently put uncomfortable words in your mouth.
The big drawback of Take-Up Winches is always the Aborted Start and loss of power; as I mentioned there is of development ongoing among the winch manufacturers here to integrate accurate slip clutches into the winch.
You doubt that any large conveyor would instal a 5-6 m/min would be used on 100kN belt. Done! More than one very successful 5km Coal installation.
Point - Not a salesman:
What do you mean? I'm not a salesman but I sure do have 33 years of hands-on experience on Take-Up Winches and 20 years other very wide experience before that? We have supplied 700 Winch Take-Up Systems.
Point: - Dead Band Penalty of Powered Winches.
I don't see this as a penalty at all. The residual friction particularly present in Gravity Towers because of the large number of Sheaves already has a Dead Band. And you are already designing over the minimum Starting tension. I cannot see any difference. Virtually all our systems work with +/- 15%. Those with lower friction can operates as low as +/-10%. The problem with your comments is that you have no idea of our control philosophy or anything about our system. You are basing all your comments on poor Take-Up Winch Control System e.g. PLC Based Systems.
Fourth Technical Point - Multi-Part Reeving
Virtually all systems use a single Sheave on the Take-Up Trolley. While there may be other Sheaves in the Rope Transport System, they are not, and you well know, are not in the 'Measurement Zone' and have no effect on the accuracy of control. They certainly affect the Winch loading and that can become a problem if things get really bad. Seen some of those. The point I'm making about Gravity Towers is that each and every single Sheave affects the accuracy of the belt tension. We also have some systems with 4 falls of rope and one in South America with 6 falls of rope (not my design but still a serious headache). I agree fully with you other comments in this section.
Fifth Technical Point - Temperature of Powered Winch
I still do not understand your point on Temperature of Powered Winches. We do not run winches continually - only when required. We do not use torque motors. Temperature is not an issue, besides our controllers protect against excess starts. If you are talking about larger motors, yes! the motor is limited by the permissible frequency of starts. This is why we are looking at AC Variable Drives especially for large motors but also for smaller winch motors. After all a fast winch is needed during start-up and a slow winch during normal running.
Other comments -
I am curious about lubrication because I see so many rusty dry rope. Sure they are lubricated in manufacture, but that does not last forever. I have never seen any lubrication of Ropes on Take-Ups. I do notice that Eilbeck Winches in Australia have a full automatic Lubrication system on their Take-Up Trolley.
I don't agree with you claiming that a Gravity Take-Up sees less duty than a winch Take-Up. Is that even theoretically possible?
----------------------
I know that the behaviour of conveyor belts conforms to Wave Propagation and Transmission Line Principles. This comes from my studies in communications and physics. The Tension Transients are occurring on both sides of the belt and inevitably come together head to head. You mention that you encounter Take-Up Winches in the 10-20kW Range. What kind of rope speed do these have? The Winch Size and speed is our greatest limiting factor. Certainly with the Take-Up Winch business in South Africa, the speed of available winches
Most of our systems (Forward/Reverse) are installed underground and enjoy a long life. We have some systems that have been working for 20 years. Those customers say of our system, that it just works. I know we make the best Forward/Reverse system available. We avoid host PLC's because they are just too slow. I can show you PLC systems that have a 2-second response. Our old EGT-2420 Forward/Reverse Controller has a 10mS response time.
What I am serious about is that we have invested a huge amount of time and money in the development of Controllers for Take-Up Winches. I sense that there is huge prejudice among conveyor designers because of the plethora of people who have dabbled in Take-Up Winches creating what can barely be described as mediocre efforts. Tension Control looks ridiculously simple when is has so many pitfalls. We have made a business of it through well designed control philosophy and no compromise design. We use only the very best electrical components in our systems and provide the customer with a product that is as close to World Class as we can get.
I would really appreciate some practical attention and comments because we are doing professional Tension Control with Take-Up Winches. Some may consider it inappropriate to compare Take-Up Winches with Gravity Towers but I don't think so. Our principal market is underground on fabric conveyors. Our most successful installations are on conveyors between 300 metres and 1500 metres. Shorter than that, the winch is too fast; longer than that, the winch is too slow. Because of the inevitable mechanical deterioration I theorised for years how to quantify and flag the frictional components.
Lawrence. You have a dominant voice in the conveyor fraternity; I do think that you should take the trouble to familiarise yourself with what we are doing. I have asked you in the past if your program caters for Take-Up Winches and now with AC Variable Drive. I doubt that it does. We are too small a company to justify the purchase of your fine program to find out if it would benefit us. I really appreciate your criticism but I don't think it is remotely constructive; quite the opposite and unfairly so. My intention is not to knock Gravity Towers, for goodness sake, they will always be there. I can see quite clearly that your attitude to Take-Up Winches is based on extremely outdated ideas. Come into the modern world!
Thanks again. I look forward to your response and to other interested parties.
Ian Plunkett
Iptron Technology cc
Johannesburg South Africa ■
Take-Up Winches
I replied the Lawrence's comprehensive dialogue but obviously my replies were not considered worth of publication. He dominates the forum as if it was his personal website. What a pity that there are so many closed minds in this world.
Note from the Administrator:
Your comments must pass a moderation process before they can be published. This may take a few hours or sometimes even days.
However, I must say that I am not so sure if I should allow your comment above to be posted. Whom do you address if you state:
"What a pity that there are so many closed minds in this world."
And I think that your statement:
"He dominates the forum as if it was his personal website."
calls for an honest excuse.
Reinhard Wöhlbier
Administrator ■
What Is The Ideal Conveyor Tension Control System?
Comparing Gravity Towers and Take-Up Winches seems to be quite a contentious issue. Do the Gravity Tower pundits feel threatened by Take-Up Winches? It would appear so.
The one thing that is common to both Gravity Towers and Winches is that , in the long term, they both fail due to friction. Gravity Towers are next to impossible to diagnose and the solution is the same wherever you go – Keep adding mass to the Tower to prevent the drive from slipping. The customer with a bad Gravity Tower wants to replace it with a Take-Up Winch. The customer with a bad Winch System wants to replace it with a Gravity Tower. The mechanical engineers all say, “It does not matter about friction, the system will find its own equilibrium.” Unfortunately that statement seriously exposes the engineer’s lack of understanding of the magnitude of friction.
The Take-Up Winch field is poorly catered for by Winch Manufacturers who offer Haulage Winches with a safe Rope Speed of 5 to 6 meters per minute. I have made it my passion to understand and solve these problems. With a properly sized Winch and a properly designed Control System in conjunction with an AC Variable Drive Control, it is not only possible to compete with a Gravity Tower but to do it better. We have spent a vast amount of time in the development of our EGT-28AX. This is not some backyard piece of junk electronics; it is designed professionally to compete at a world-class level. We ourselves are very proud of what we have produced. We believe this is the most significant contribution to Conveyor Tension Control in the last 30 years.
The Measurement Zone of Conveyor Tensioning.
One of the major differences between Gravity Towers and Take-Up Winches is that part of the mechanism that directly affect the actual tension in the Conveyor belt.
Firstly all and any friction affecting the movement of the Take-Up Trolley itself i.e. The Trolley Wheels and structural or spillage fouling. affect gravity and Winches alike.
In Take-Up Winch Systems with 2 falls of Rope on The Take-Up Trolley, only the single Sheave on the trolley can affect the accuracy.
Anywhere that Multiple Falls of Rope are used, friction becomes a very serious problem. This commonly affects Gravity Towers but also Winch Take-Ups where the Winch is undersized. A single seized Sheave wheel will have a ratio of at least 3:1 between the tensions.
Gravity Towers often have 8 or more Sheaves. Laurence Nordell quotes a hysteresis of between 2% and 3% per sheave (depending on the angle of wrap). For 8 Sheaves that adds up to 16% to 24%. That is for new sheaves. Does anyone have any data for old sheaves and rusty ropes?
A typical Take-Up Trolley with a mass of 2000 kg and Wheels with 'Low Friction Bushes' (these don't last long) exhibits a friction hysteresis of about 2kN. This depends of course on the ratio of the shaft and wheel diameters. A single seized wheel (and we see dozens) will exhibit at typically 2kN (depending on the type of rail).
While the friction from the Take-Up Trolley is the same for both Gravity and Winches, Sheave friction has little effect on Winch Take-Ups. However a single seized Sheave (180 deg Wrap) on a Gravity Tower applying 40kN of tension will cause the Conveyor Tension to vary from a low of 13 kN to a high of 120 kN. That doesn't sound possible. Can someone verify my calculation!
A single seized Sheave on a Take-Up Winch System is a lot less dramatic.
Attachments
■
Disagreement
Originally Posted by iptron@mweb.co.zaIn summary, before you continue to use this forum pushing your product, publish the data showing your TUP invention and the measured belt tensions that demonstrate your winch superiority vs. Typical Gravity TUP for a loss of power stop. Include the rope route details and sheave sizes that meet modern standards. Independent Witnesses would be nice to protect against hanky-panky. I am done trying to introduce you to objectivity. ■
Old Wire Rope For Money.
Where, in all the replies, is cross cornering of the take up trolley or counterweight guides taken into account? If the weight can't move all is for nothing. Depending on where the jam takes place a screw should suffice because there is FA adjustment anyway with a jammed take up.
Some years back I graciously presented, hereabouts, a take up method where the take-up pulley was dead shaft and carried by 2 sheaves. Ropes were reeved over the bight where the weight was attached and t'other end, the standing part, was attached to a hand powered winch so that the counterweight could be lowered very quickly and easily when required. Some respondents told me it couldn't work and some r'sole from Stachan & Henshaw told me there was no purrr...chase. (Bristol chap...hate the accent.) I almost forgot it.
Much has been said here about lubrication and I would just like to ask why the take up pulley kept on turning after the ropes rusted or sheaves wore down. My conclusion is that there must have been deliberate un-lubricaion of the take up unit in view (HOHOHO) of some partially sighted maintenance hands. I have never seen a take up deteriorated to the extents mentioned: but then again I have only been to Saath Efrika once since majority misrule. ■
John Gateley johngateley@hotmail.com www.the-credible-bulk.com
Reliably Simplistic.
Many recent threads have become mired in technicality and this one won't be the last.
I tried one hour ago to post comment. I'll try just one more time. Briefly.
When a take up mechanism jams it is down to poor maintenance. I asked, how does the grease monkey manage to keep the take up drum turning while the rest of the nearby mechanism receives such scant attention? If the dynamic analyses, which you are all so fond of elaborating, allows the mechanism to seize then you might as well use a screw. ■
John Gateley johngateley@hotmail.com www.the-credible-bulk.com
Enough For Me.
I had made 2 recent and valid replies to this thread: neither of which has been published.
Of course I begin to wonder. ■
John Gateley johngateley@hotmail.com www.the-credible-bulk.com
Enough For Me.
John, never give up!
I have to okay all new posts, but actually not those which are by old established Posters.
But I blame it on the little electrons (or quarks?) which create all these problems.
There are virtually hundreds of different settings in this program, and sometimes our Webmasters don`t even have the answer.
So, please do not get frustrated if the system does not function as it should.
We all appreciate your input, so never say again: Enough for me.
Best regards,
-
Reinhard ■
Take-Up Trolley Design
Originally Posted by johngateley==================================
Dear John G.,
Gotta assume some things are designed with enough history they do not become the problem. The L:W ration says 1.5:1 is about the right amount along with anti-crabbing rollers and lift preventers do a good job. Lift preventers are just brackets. There is always a tendency for anti-crabbing to run on two opposing wheels with enough adjustment to keep belt tracking within reason. Some use dual flanged wheels and determine acceptance of crabbing by the iron filings off the dual flange wheels.
Not seen dead shafts but lots of bearings embedded in pulley end disks.
Have done many systems in RSA and have respect for some forum members who design for RSA and Internationally. They know proper design of TUP's.
Mr. Plunkett seems to be trying too hard to sell a concept that he fathered. He would be better off to show its virtues from real site data, let the audience see the evidence from the site data and all will be good for Mr. Plunkett and all forum members. Then we (I) stops jawboning him. ■
Take-Up Winches
I've been away from my base and out of touch for some time and I have to say that Larry's last posting was like a knife thrust into my side. I actually feel quite indignant at his attitude. We certainly wouldn't have 700 Automatic Take-Up Winch Systems is we didn't know what we are doing. We are certainly a very significant contributor to the field of Tension Control.
As you may know, South Africa is going through a torrid time right now following last years mining strikes, the BEEE politics and the threatened pull out of some major mining groups. Times are extremely hard here right now with hundreds of companies serving the Mining Industry going to 'The Wall'. South Africa doesn't even make the ton 10 in Coal Mining any more.
Ian Plunkett
Iptron Technology cc ■
Still Screwing It!
I'm sorry but I was once told, only once ever, by the Chief Draughtsman at Pretoria Portland Cement, in Bramfontein, that I'd be out of my depth working there and he showed me a fancy(ish) take up to illustrate his point. In those days of plenty I didn't bother to argue but rather took the incident on board as indication of cement manufacturers arrogant incompetency. They have yet to dispel my attitude! Why paint a town red with iron ore when grey is a quieter shade? It didn't do much for my respect of take ups in general either. I blame the belt manufacturers.
Hadeed Steel in Al Jubail has a winch take up on the tail of a receiving belt while the feeding belt has a horizontal GTU. The whole system stands idle for weeks on end but when their ship comes in the GTU trolley jumps off its tracks and the winch does sod all because once the GTU is back on track the Jinglies are so over the worshipful moon that they forget to switch the winch on. It really doesn't matter how clever the tension control system is if the teabag brigade don't look after it!
Now, can somebody tell me how the night shift tea swiggers manage to stay in gainful employment when the take up drum turns but the take up mechanism stops for whatever reason? ■
John Gateley johngateley@hotmail.com www.the-credible-bulk.com
What Is The Ideal Conveyor Tension Control System?
Hello John
Nice to hear from you. It is not going well here with the major mining companies getting cold feet about mining in South Africa. I find is quite amusing how the Gravity Tower Brigade think they own the high ground when there are countless problematic GTU systems. Your Bloemfontein experience tells the real story.
I do feel that this forum is seriously stifled by the GTU Brigade. However it has served to clarify my mind and to strengthen my conviction that Automatic Take-Up Winches will reach their rightful place. Too many 'engineers' have absolutely no idea just how a properly designed Automatic Conveyor Take-Up System works.
I had an experience in Dubai last year where the project engineer was insisting that the winch system should behave in a primitive manner where the Starting Tension was locked at a high level without adjustment during start-up. When I set up our system to work the way it was designed, he apologized saying that he didn't understand and that stated that our Start-Up philosophy where the tension is controlled with a fast response was so much better. In consideration, a Forward/Reverse controlled winch does actually reduce tension transients but the need for a faster Winch with AC Variable Drive is the ultimate solution. We need winches to be designed as Take-Up Winches; not as Haulage Winches.
Gravity may be free but a Gravity Take-Up System has the worst dynamics of any system. A simple analysis of a Gravity Tower System as a Transmission Line makes that obvious. That is why sophisticated analysis programs are needed.
Larry goes on about not promoting products on this forum. I certainly think that the presence of any corporation is inevitable self promoting. Unfortunately there is no handbook covering Automatic Take-Up Winch Systems. There is a 30-year-old paper entitled "Fixed Speed Take-Up Winches - The Future" by Martin Skeen. This is now completely outdated. Conveyor users need information about the techniques and possibilities of new technologies that are making serious advances in this field. Technically, Gravity Towers are pretty well spent out. No wonder the Gravity Tower Brigade feel threatened.
Ian Plunkett
Iptron Technology cc
We have various corporations deperate to reverse engineer our innovative products
Can we have some comments forom outside of the Gravity Tower Brigade? ■
Mainly Off Track
Hi Ian,
In the UK the coal mining all but disappeared: nobody missed it. Even ex-miners accepted the benefits of a much cleaner society. Now they can actually see the hills and farmlands without pollution. The only reason mines are there is because the land is not considered important and local labour is cheap and dispensable. When nuclear is mentioned the coal lobby always quote the dangers: yet far more people have been killed, maimed or consigned to a lingering death by mining.
A high percentage of British, German, Japanese and American steel production is lying on the bottom of the seabed. Add the obliterated French and Russian fleets and the percentage increases. Steel production is wasteful; coal production is anti-social and the replacement of heavy industry is welcomed in more developed nations.
Heavy industry has lost direction and is relegated to lower divisions because it has been surpassed by technology in general.
Within these forums there have been recent passionate exchanges about conveyor take ups, chute cleaning systems and belt splicing technology. The knowledge shared has been most impressive. But there is more to bulk handling than conveyors which were too big in the first place. Imagine there is a screening installation downstream from an overland conveyor. Screens are alongside transfer chutes when it comes to handling ores. It's a pound to a piece of rocking horse manure that if the chute blocks the screen has already blinded 2 or 3 times earlier. Nobody considers this, not on these forums anyway, although it is more critical because when the screen is out the material has more residence time to block an upstream chute.
Larger conveyors are subject to the product market forces. Presently those forces mitigate very strongly against monstrous investment in fixed machines. Proponents of overland conveyors omit to advise the cost of security in those regions where the machines are fixed. If a truck fleet is off the road because of a local war then the operator can park the fleet at a safer place. What is the conveyor's answer to that?
Present conveyor technology is a bit like Nigel (Brakpan) Brindley. Nigel recognised that railway engines were only built to a proper design the year after diesel electrics made their presence felt. Bankers have seen through conveyors. So...
"We have various corporations deperate to reverse engineer our innovative products" ...go for it. You've made the point: take the money and forget about it.
"Can we have some comments forum outside of the Gravity Tower Brigade? " As they say on University Challenge: Here's your starter for 10!
Cheers. ■
John Gateley johngateley@hotmail.com www.the-credible-bulk.com
The Reality Of Conveyor Tensioning Systems
Conveyor Take-Up Tension is critical to the operation of all conveyors. For every, Drive Configuration, there is a finite Multiplication Factor between the Take-Up Tension T2 and the achievable Traction Tension T1. This is determined by the Coefficient of Friction, the Angle of Wrap etc. The Take-Up Tension must never be allowed to fall below the minimum T1 level.
Maintaining the Take-Up Tension looks so easy; you need a ‘Tension Reference’; i.e. a Load Cell (if you are using any kind of actuator) or a Counterbalance Weight. However, there are a myriad of pitfalls wherever you have a Horizontal Take-Up Carriage and a Rope Transport System.
The writer has been intimately involved in the Measurement and Control of Conveyor Tension for 35 years and can only express disappointment that virtually every single one of the more than 700 systems supplied has failed due to mechanical deterioration; i.e. Friction.
By extrapolation and observation, the above applies to each and every kind of system whether it be Take-Up Winch or Gravity/Counterbalance. The problems stem from poor design and/or lack of maintenance. The problems encountered are:
Take-Up Trolley/Carriage friction caused by:-
a.Seized wheels.
b.Structural interference.
c.Material Spillage.
d.The Wheel bearings/bushes are not continually moving and are generally considered not to deserve proper bearings. In reality it is critical that they should have rolling bearings. This is the first friction casualty often occurring within weeks of installation.
‘In-Line’ Rope Transport Friction (Rope and Sheaves between ropes ‘In-Line’ with Take-Up Trolley/Carriage.)
a.Bearing failure/collapse.
b.Rope Flexure Friction.
c.Structural failure.
‘External’ Rope Transport Friction (Ropes and Sheaves other than In-Line)
•The Take-up Trolley/Carriage affects all tensioning system equally. No Bushes of any kind should be used on the wheels. Trolley movement friction results in the tension lagging behind the reference tension. In Automatic Systems, the symptom is ‘under-adjustment’.
•In-Line Rope Transport Friction occurs in all sheaves that are between the tensioning ropes. I.e. With 2 Falls of rope, only the Rope Sheave on the Take-Up Trolley/Carriage affects the accuracy of adjustment. In Automatic Systems, the symptom is ‘over-adjustment’ and instability.
•Friction in External Rope Sheaves does not affect the accuracy of control in Automatic Systems. It only affects the load on the Actuator. (e.g. Take-Up Winch)
Rope Flexure Friction is a neglected aspect of Tension Take-Up Systems. There is Rope Flexure Friction when the Rope enters the Rope Sheave and again when it leaves; thus, it is largely independent on the angle of wrap. In practice Ropes are used for years on end without any lubrication. They dry out in time and the flexure friction can become a significant problem. Rope manufacturers recommend and assume that all ropes have maintenance lubrication.
Gravity/Counterbalance Tensioning Systems appear to the novice to be the optimal system. The Counterweight is the ‘Tension Reference’ but it is remote from the Conveyor Take-Up Trolley/Carriage. Often in the Take-Up Tower itself there are multiple falls of Rope and Rope Sheaves. It not uncommon to see 8 of more Rope Sheaves between the Take-Up Trolley and the Gravity Tower. Generally, the friction of each sheave is budgeted around 1,5 %. This could increase in time to as much as 4% each. For a Gravity Tower with 8 Sheaves, this would amount to + and – 32% error in the conveyor tension. Automatic systems are criticised by Gravity Tower designers because a ‘Dead Band’ of between 10% and 15% is required – a somewhat irrelevant statement.
Winch Brake
Take-Up Winches require a Brake. Steel Core and Short Fabric Conveyors have a very high rate of change of tension. A fast-closing Winch Brake is essential for these conveyors. AC Brakes are generally over 20 times faster than DC Brakes and should be the first choice for good control. Brakes wear out in time and tension control then becomes impossible. Variable Speed winches do not use the brake for stopping and thus have a very long life.
Frictional Diagnostics
The low standard of mechanical design and lack of maintenance of Tension Take-Up Components will be with us for years to come. The writer has been working for years to develop practical Fictional Diagnostic Algorithms to be embedded into better designed Tension Control Systems.
At the end of the day a Take-Up Winch with Variable Speed under a Dedicated Dynamic Controller with Comprehensive Safety, Behavioural and Frictional Diagnostics is the ultimate system that will outperform any other kind of system. The one and only shortcoming of Take-Up Winches is the need for a Slip Clutch within the Winch to protect against excessive tension transients.
Ian Plunkett
Technical Director
Iptron Technology cc
Johannesburg South Africa ■
Re: What Is The Ideal Conveyor Tension Control System?
Hello,
Apology for late participation however contributing some information which could be useful for some readers.
Mainly there are two type of take-ups as below from the point of view of conveyor design:
A) Floating type of take-up: In such type of take-up the pulley applies take-up force of constant magnitude according to Counterweight mass + Take-up pulley mass + Take-up slide frame mass as applicable. The belt length varies during stand still, steady state, starting and stoppage of conveyor and thereby take up pulley appears to be shifting up and down automatically between two limits. This will include following take-ups, as per popular names:
- Vertical gravity take-up: The take-up pulley and counterweight are mounted on single sliding frame. The sliding frame together with the take-up pulley moves vertically up and down.
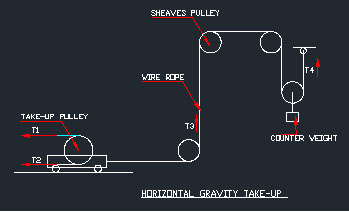
- Horizontal gravity take-up: This is used when take-up stroke is large and thereby cannot be accommodated vertically underneath the conveyor. In this arrangement take-up pulley is mounted on carriage which moves horizontally. The slide frame along with the counterweight is positioned separately in adjacent vertical tower. Its gravity force is applied to take-up pulley by wire rope arrangement. Thus in this case, take-up pulley moves horizontally but counterweight unit moves vertically. Such take-up can be directly acting on tail pulley or at intermediate point by creation of belt loop, underneath the conveyor.
The main advantage of such gravity take-up is that, the take-up force is created by specific mass of counterweight etc., without any motor, gear box, load cell, etc. Also the take-up force is not influenced by temperature variation.
The main disadvantages are that such take-up is not user friendly when conveyor needs some urgent maintenance:
- It requires electric or manual hoist positioned above the counterweight mass to lift it up for slackening the belt to change pulley or to change pulley bearings or for vulcanising of belt, etc.
- The take-up unit is very heavy compared to the winch type take-up. If the required take-up force is say 30 tonne, then the take-up weight will be more than 30 tonne. As against this, winch take-up can create 30 tonne take-up force may be in less than 3 tonne weight.
In such take-up, the resulting design condition is that the belt tension Tg at take-up pulley is always constant (same) during stand still, steady running, starting and stoppage. The conveyor design also takes into consideration this condition for proper functioning.
B) Belt constant length take-up:
In this take-up, belt tension is created by stretching the belt. When conveyor is stand still, the take-up pulley is shifted outward by screws or winch. The shifting is done till the required tension is created in the belt. Thereafter the pulley remains at same location could be for weeks, till the need for resetting to take care of belt stretch or temperature condition. There are two types of take-ups as below;
- Simple screw take-up: In this case, often the belt tension setting is by judgment or till the zero speed switch do not trip the conveyor while on trial. Such take-ups are extensively used for small conveyors.
- Winch take-up: In this case, motorized winch unit shifts the take-up pulley, till the load cell indicates the required tension.
In this type of take-up, once the tension setting is done, the take-up pulley remains at same location i.e. belt length is constant for the conveyor during standstill, starting, steady running and stopping.
The resulting design condition is that ‘Belt length versus belt tension graph area’ is constant during standstill, starting, steady running and stopping. For practical purpose this design condition can be considered to culminate into summation of T1 + T2 + T3 + T4 is constant for standstill, starting, steady running and stopping status.
The main advantages of such take-up are maintenance friendly, light in weight and thereby ideal for shiftable / relocatable / mine conveyors. Also these are likely to be more suitable for conveyor having power ranging from positive to negative.
As for disadvantage, it has some machinery items like winch along with drive, etc. Also, the temperature variation during day creates some fluctuation in belt tension.
Active winch take-up: This is similar to above but it is more sophisticated and not very widely used. In this case winch drive becomes active for short duration as per control logic. As an example, say prior to conveyor start up, the winch will slightly pull back the take-up pulley to increase the tension to suit start up situation. Then it will relax the take-up pulley to original position to suit steady state condition. This helps to have comparatively lower belt tension most of the time. This improves the belt life. This is mostly used in high capacity high performance conveyors.
Friction: The well designed conveyors certainly take into consideration the frictional resistance in take-up. It is compensated by providing some extra take-up force in the system so that it is never below the design limit.
Considering boundary lubrication, the frictional coefficient mue could be considered 0.075 between steel and gunmetal bush of the sheave. Also say pin diameter is one-fifth of the sheave diameter. Then the effective mue with respect to sheave periphery will be 0.075 multiplied by one-fifth, amounts to 0.015. This is applicable to radial force acting on sheave. If there are many sheaves in series, use spherical roller bearings in sheaves. In this case, mue is 0.0018 instead of aforesaid 0.075. Again one-fifth of 0.0018 will make the frictional losses insignificant.
The sheave turning total resistance will be the aforesaid frictional resistance arising at axle plus rope wrap resistance around sheave (this will be dependent upon rope tension).
Ishwar G. Mulani
Author of Book: ‘Engineering Science And Application Design For Belt Conveyors’. Conveyor design basis is ISO (thereby book is helpful to design conveyors as per national standards of most of the countries across world). New print Nov., 2012.
Author of Book: ‘Belt Feeder Design And Hopper Bin Silo’
Advisor / Consultant for Bulk Material Handling
System & Issues.
Pune, India. Tel.: 0091 (0)20 25871916
Email: conveyor.ishwar.mulani@gmail.com
Website: www.conveyor.ishwarmulani.com ■

What is the Ideal Conveyor Tension Control System?
We have all kinds of Conveyor Tension Control devices and components:
1) Gravity Towers.
2) Take-Up Winches
3) Take Up Trolleys
4) Tension Measurement Devices
5) Automatic Tension Control Systems
What about the dynamics?
As time goes by every type of Tension Control System fails due to mechanical friction; the trolley wheels start seizing (in 3 to 4 years or earlier), the rope transport pulleys eventually all fail (in about 8 to 10 years); the rope itself doesn't get lubricated and rusts up. The performance of Gravity Towers deteriorates and addition mass has to be added to keep the belt functioning. On Take-Up Winches, the brake wears out or rusts up. Look at any old Conveyor Take Up System and the see the problems.
Conveyor Tension Control looks so simple and because of this, it is not taken seriously enough. The Mechanical Engineers say, "Friction doesn't matter. It will find its own equilibrium". This is a very erroneous opinion because what matters most of all is how the whole Take-Up System behaves during Conveyor Start-Up when the system is very active. That is when the frictional effects have their greatest effect; there will be a tension error equal to the total friction.
How do you determine exactly where the friction is? It is a nightmare trying to measure friction in a rope transport.
Is it possible to design a system that actually quantizes the frictional components? What is the ideal system? Is it Gravity Towers of Take-Up Winches?
Ian Plunkett
Iptron Technology cc
Illustration added by Administrator as an example only:
Horizontal Gravity Tak-up ■