

Re: Heli-Guard Shafted Screw Conveyor Problem
Any chance of a photo?? ■
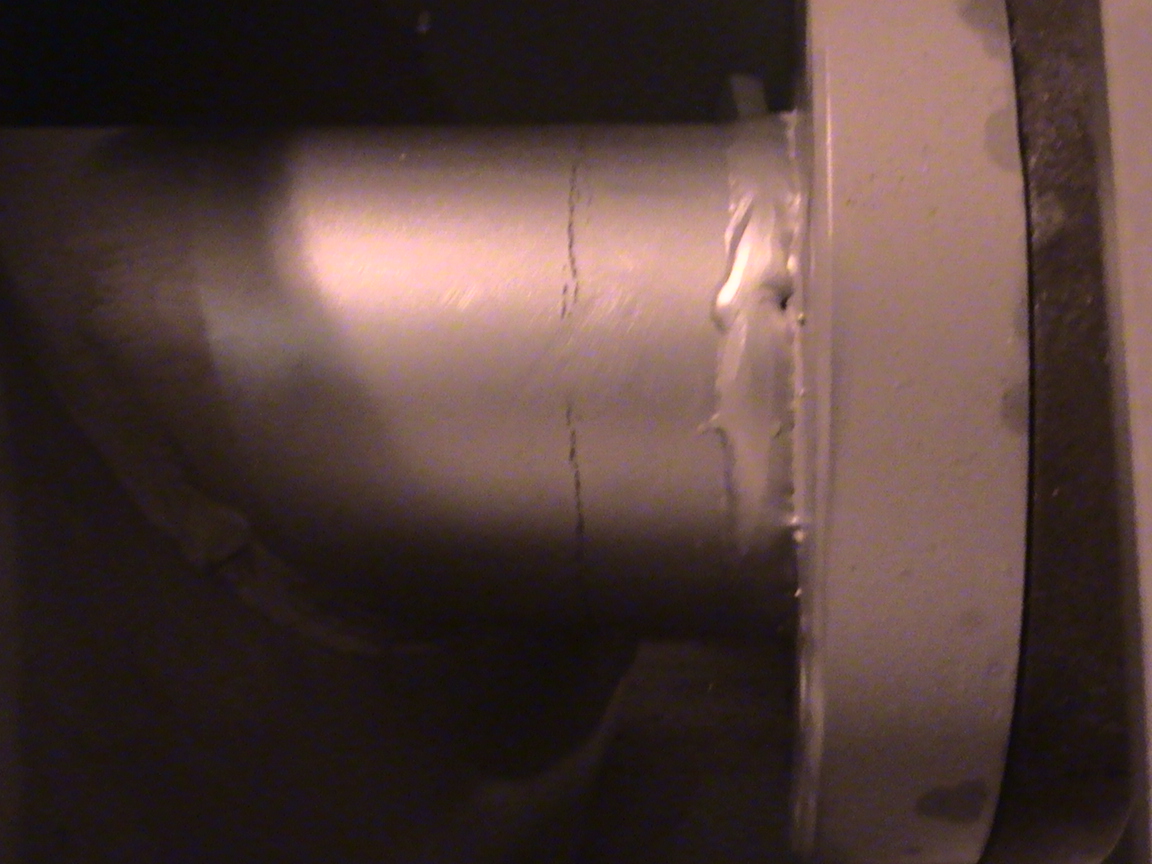
Photo You Requested Of The Augar
I am attempting to attach a photo. I though I got one attached to the orginal posting
Attachments
parkson incline conveyor top of section 2 fracture (JPG)
■
Problem With Heli-Guard Shafted Screw Conveyors
They start as small rust dots @ 3" from the weld. Then the fracture begins to connect the dots.
Here is a another one.
Attachments
parkson incline conveyor bottom of section 3 fract (JPG)
■
Re: Heli-Guard Shafted Screw Conveyor Problem
Considering you cited time frame - suggest you get the OEM involved (unless they too are stumped)?
Regards,
Lyle ■
Problem With Heli-Guard Shafted Screw Conveyors
I was trying to find out if anyone else had a similar problem. The OEM is trying to claim we have residual "rags" in our centrifuge causing undue stress on the conveyor. Yes, Parkson is trying to keep from having to replace 5 augar sections.
Word on the street is "Parkson is getting out of this particular" conveyor market. ■
Re: Heli-Guard Shafted Screw Conveyor Problem
Dear prosenthal,
Have you done a crack analysis?
A crack analysis can tell you the nature and the cause of the failure.
It is probably a material fatigue problem.
Suppose the cause of the failure is bending stresses, then you can investigate
how bending stresses are generated and possibly estimate the magnitude of this stresses by calculation,
based on the operational loads.
The load can be found by measuring the drive power.
Also investigate whether the cracks are initiated by f.i. chemical corrosion, causing loss of material and thereby creating higher stresses.
And this is only a minor example of the possibilities of a thorough research effort.
success
Teus ■
Teus
Re: Heli-Guard Shafted Screw Conveyor Problem
Are the screws stainless steel or carbon steel?
Are you adding chlorine to the process before the centrifuge? (I have seen even low levels of chlorination do bad things to different metals very quickly)
It is hard to see from the pictures but it looks like the failure is on the centre pipe and you say it is 3" from the auger flange, I am assuming this is the drive flange (or drive disc). Can you clarify this?
Are you getting buildup inside the trough? I have seen screws with material hardened and caked inside the trough so that it was keeping the centre shaft deflected and putting a bending load on the centre pipe.
Put an amprobe with a "max" value function on the drive for one shift to see what the maximum current draw is. If it is below the nameplate Full Load Current you are not "overloading" as the manufacturer claims. ■
Re: Heli-Guard Shafted Screw Conveyor Problem
I think this is a definite case for getting an independent metallurgical examination of the failure.
If it's a fatigue failure, which seems possible, then "excessive stress" is not necessary just an oscillating tensile stress is sufficient.
The corrosion 3" from the weld is odd, seems rather a long way away for a heat affected zone problem?
Try this forum for some specialist advice
http://www.eng-tips.com/threadminder.cfm?pid=338 ■
Problem With Heli-Guard Shafted Screw Conveyors
For the chemical question: These conveyors are moving processed solids from a Wastewater Treatment Plant. At this stage, the only additional additive is polymer.
Yesterday, we opened up the covers on two (brand new and never been used) horizontal, Parkson Heli-Guard Shafted Screw Conveyors. Same, identical issue. They are definite cracks.
CMT (the company we use for our non-destructive testing) is going to do a penetrant and x-ray some of these spots next week. We won't figure out on our end, "why this happened", but we will be able to show Parkson that it is a Manufacturing issue and not stress from the operating environment.
It just amazes me, "How hard a manufacturer will work to avoid a warranty correction." I would think Parkson would be interested at preserving its Reputation.
Word on the street is, "Parkson is getting out of the conveyor business". I guess I know why, now.
Thanks for the help. I will attach a photo of one augar that has never been placed into service.
Attachments
■
Rag Issues?
Is the plant conveying only sludge? Now, rags may be the cause of these failures. Rags and shafted conveyors do not mix well. Shaftless Conveyors are usually always used when rags are a concern. Those lines you are seeing on the shafts are more likely a result of the manufacturing process when they weld those pipes they attach the electrode to the pipe and weld as it rotates. The arcing will cause those type of superficial defects. Did you have those cracks X-rayed? You will conclusively find that they are not cracks at all. ■
Shaft Cracks
There is something decidedly wrong when failures show such as this on screws that have never been placed into service. The fact that the cracks on each side do not meet would suggect that the shaft has been subjected to repetitive bending, rather than rotation, but the location away from the undressed weld with attended stress concentrations is not compatable with an overhung cantilever loading. A combination of fatigue and stress corrosion can cause rapid failure, but cracks on a new item and in a similar place to others in service is really weird. I confess to being baffled. A drawing of the whole screw and arrangement would be useful to better assess the duty. ■

{kind=link}
{kind=link}
{kind=link}
Heli-Guard Shafted Screw Conveyor Problem
Problem with Heli-Guard Shafted Screw Conveyors
We have recently installed 12" and 16" Heli-Guard Shafted Screw Converyors (Parkson Corp) at the WWTP to transfer centrifuged sludge (cake). We are experiencing fractures @ 3 inches from the augar flanges. Has anyone ever experienced this? They have only been operating for @ 3 months. ■