

Wet Or Dry?
Yes, if you can keep it dry: no, if it gets wet.
Degradation is no more serious with a rock box than it is when banging pellets against the chute walls. ■
John Gateley johngateley@hotmail.com www.the-credible-bulk.com
Re: Iron Ore Pellet Chute Stone Box
Yes, the pellets are dry.
However I have read about degradation in stone box in some articles and I would like to know that practically stone box chute has been ever used for iron ore pellet? ■
Pellet Chute
I have seen discussion about iron ore pellet in other threads, so I would like to ask once more:
Who has experience in chutes of iron ore pellet?
Is degradation important in pellet handling or not? ■
Re: Iron Ore Pellet Chute Stone Box
Pellet degradation is important and therefore should be avoided and I disagree that stone boxes are no worse than "bouncing pellets" off a chute wall. If you "bounce material" off a chute wall then the chute design is a lousy one. You should aim to soft load the material by getting the deflection angles in your chute right or by absolutely minimising the drop height
Cheers
Colin Benjamin
Gulf Conveyor Systems Pty Ltd
www.conveyorsystemstechnology.com ■
Chute Design
Sorry for a late answer but it seems you are still trying to design iron ore pellet systems
I agree with Colin. Only under exceptional cases do you want to bounce off the conveyor head or chute wall. Unforturnatly too many conveyor suppliers trying to cut costs believe this is an acceptable practice. Also to blame are consultants without enough experience to know the difference and think all conveyors are made the same. You do not want to run your DRI into a rock box. DRI ends up in a furnace and if it is dust it just end up in the main baghouse in lieu of becomming steel. If due to design constraints you can not properly design the conveyor head or chute under, add a rounded sacrificial deflector plate with easy access as you will need to change them often. ■
Rock Box Disadvantages
So you are disagree with this disadvantage of rock box that increase degradation?
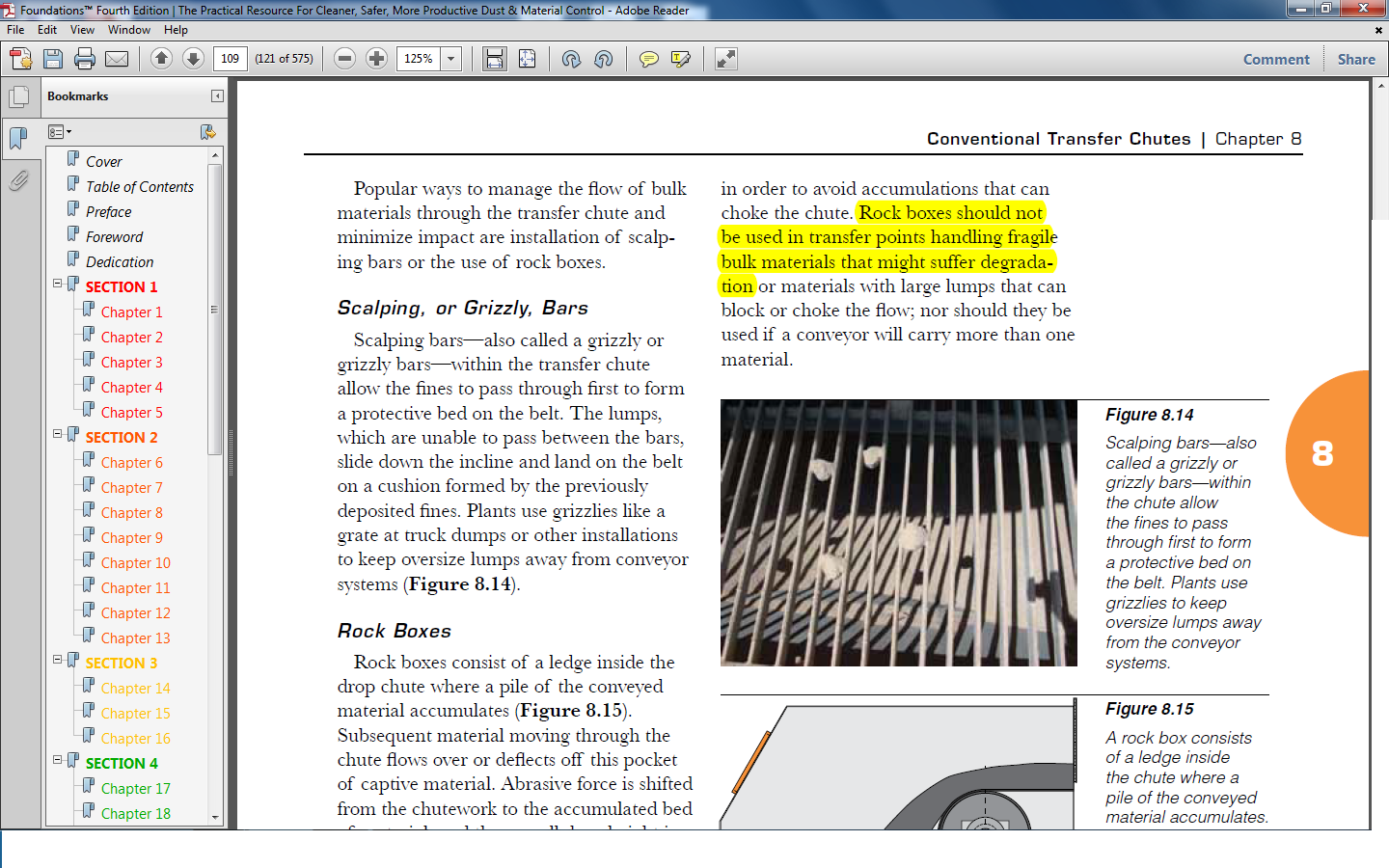
I have attached a page of Martin Foundation book which said:
"Rock boxes should not be used in transfer points handling fragile bulk materials that might suffer degradation"
I have seen in other references similar sentence.
Attachments
■
Dri In Chutes
Please reread my thread. I believe you have misunderstood me. DRI should not impact on the head of your conveyor, should not impact on the chute walls and should not impact into a rock box. That is the ideal world. Learning where you can make concessions and how the accomodate them is what comes with experience.
Good luck ■
Iron Ore Pellet Not Dri
Dear cementhead,
many thanks for your useful information.
However my material is iron ore pellet from pelletizing plant not DRI,
and my previous thread was reply to both you and Colin.
Dear All
Dear Colin,cementhead
I would like to know about your idea of MARTIN text about disadvantages of rock box. ■
6'S & 7'S.
As usual, we are all guessing and sometimes contradicting from well meant standpoints. Such is the essence of bulk handling.
Mohandes seems to have rejected rock boxes for his own particular application although he is uncertain of the friability of his pellets and by association so must be Foundations along with other learned publications which he read. That's his point and his question remains unanswered.
From a few threads away we read that "....by absolutely minimising the drop height". So why is drop height of 17m not an issue with 20,000th-1. A very recent article concerns the efforts of CDI Inc in designing an overland conveyor with a groundbreaking 20,000th-1 throughput which is still under EPC. (Presumably those transfers were designed utilising Rocky.)
"If due to design constraints you can not properly design the conveyor head or chute under, add a rounded sacrificial deflector plate with easy access as you will need to change them often." Why such frequent replacement? If this gadget is any great benefit then where is the wear coming from?
"...think all conveyors are made the same." Within the very broad rules and recommendations governing the business and more importantly the absence of definitive values, this could be rephrased as "...think all conveyors can be made the same." At the end of the day its a strip of rubber running around rollers and masquerading as scientific endeavour. This business is often guesswork and however well that fact is addressed and contained it should not lull us into a false sense of surety. ■
John Gateley johngateley@hotmail.com www.the-credible-bulk.com
Re: Iron Ore Pellet Chute Stone Box
I am a bit confused by what you are trying to say John but the reason we had a 17 metre drop height is because we were replacing a chute whose performance was poor, i.e. the geometry was set. By the way the chute we replaced was designed using a very advanced version of DEM and it failed to perform for the reasons we outline in our article and in various posts by both myself and Peter Donecker. DEM is not a design tool and has major limitations as an evaluation tool especially when dealing with complex or cohesive ores
Cheers
Colin Benjamin
Gulf Conveyor Systems Pty Ltd
www.conveyorsystemstechnology.com ■
Re: Iron Ore Pellet Chute Stone Box
Hello,
I do not have clear or simple answer whether one should use chute with or without stone box for iron ore pellets handling, but have following information related with the issue.
I have seen and dealt with iron ore pellet handling. As one will observe:
1) Stackers are often used to stack the pellets; wherein these will get freely dropped by at least 2 to 2.25 m height (pulley top to boom bottom, and then plus boom clearance on stock pile).
2) There are also bucket wheel type stacker - reclaimers for iron ore pellets (reference TransTech publication, Germany).
Demag, installation Canada: Bucket wheel diameter 6.8 m. In this case during stacking; pellets will be freely falling by bucket wheel radius 3.4 m + 1 m clearance on stock pile i.e nearly 4.4 m. Material mentioned is iron ore and pellets.
Dravo, midwest USA: Bucket wheel diameter 7.92 m (8 m). In this case during stacking pellets will be falling by wheel radius 4 m + 1 m clearance i.e. 5 m free fall. This free fall implies impact velocity = Squareroot of (2 x g x h) i.e. 9.9 m/s. Material mentioned is pellets and iron ore.
3) Iron ore pellets are often stored in huge tall silos, fed by tripper or Contiwell / Flexowell S-type conveyor - elevators. In such silo; pellets will have an average of about 6 m fall in spite of best operational management ? This will happen during filling even when they try to keep the silo nearly full by using low level and high level sensing switches.
4) As for the transfer point between conveyors, the properly designed chute (i.e. without excessive inclination but adequate for chosen speed within chute) will result into minimum degradation. The impact to the plates should never be at right angle, but at shallow angle. Sometimes use of thick and grooved rubber liner or rubber slide blocks (ready to use rubber slide blocks Clouth-German style) can possibly make the degradation minimum, but it will entail liner maintenance.
If one uses stone box, it should be at sufficiently low level from discharge pulley, so that material trajectory hits at shallow angle, on to the static material flow surface on stone box. The dead material lying on stone box gets degraded, but its wear surface will get mixed up with the main flow at a slow rate. Probably it will constitute addition of very minute proportion of degraded material, into total flow.
Use of radial curved chute is also an option, if need be and if there is space for layout.
It seems the answer to the original issue can be both ways. So, often it gets resolved during discussion as per users’ mind-set / preference.
Ishwar G. Mulani
Author of Book : Engineering Science And Application Design For Belt Conveyors (new print November, 2012)
Author of Book : Belt Feeder Design And Hopper Bin Silo
Advisor / Consultant for Bulk Material Handling System & Issues.
Pune, India.
Tel.: 0091 (0)20 25871916
Email: conveyor.ishwar.mulani@gmail.com
Website: www.conveyor.ishwarmulani.com ■
Material Degradation
Dear Mulani,
Many thanks for useful examples and I conclude that stone box is not forbidden for iron ore pellet.
Meanwhile as you have exampled about stacker it seems degradation is not important for pellet, isn't it?
Regarding to Martin book, would you please give me some examples, degradation of which materials in mineral processing is important? I mean which materials considered fragile? ■
Re: Iron Ore Pellet Chute Stone Box
Dear Mulani,
Your comments on rock boxes overlooks the obvious, if a material can be degraded by impact you do not create impact through the design or the way you are handling it. Some iron ore pellets can be quite brittle and will split on impact, some seem to be OK so Mohandes needs to take some advice from his customer before he commits to what you suggest. Rock boxes are impact chutes.
Cheers
Colin Benjamin
Gulf Conveyor Systems Pty Ltd
www.conveyorsystemstechnology.com ■
Rockbox & Iron Ore Pellet Degradation
The degree of degradation can be quantified when using a rockbox or curved chute apparatus. I disagree with Mr. Benjamin and his persistence on declaring DEM codes cannot do a proper simulation of real world events. We have successfully implemented breakage and cohesion/adhesion within our ROCKY DEM code. Non-round particle morphology can be implemented.
First, we test for breakage by pellet self-breakage or by drop-hammer test. Tunra has published an article on this process to determine the degree of energy required to create degradation and further studied the degree with repeated impact. From the laboratory pellet breakage results, the damage constants, as given by JKMRC impact test, produce the a,b,T-10 constants that adequately define pellet breakage behavior over a large range of impact and shear energy.
Second, using the JKMRC constants, we apply the pellet properties to any chute configuration (curved, rockbox, et.al.) to predict the pellet damage result (local particle fracture) that mimics the real world damage with particle--o wall and particle-to-particle interactions.
Third, the simulation is run for an adequate time (maybe steady-state for 60 seconds). Statisitics are collected on the breakage and can then be related to the tonnage vs. degradation for any chute geometry.
No to the ROCKBOX. A well designed curve chute will lessen degradation with respect to a ROCKBOX, provided the surface does not have local interruption (tiles with high edges; welded ribs, etc.) that would lead to pellet damage. Again, a good DEM code can identify the geometry anomalies that lead to breakage and the degree thereof. ■
Re: Iron Ore Pellet Chute Stone Box
We have access now to an enormous number of DEM simulations all having the idea that you can take a sample of ore, size it and from the analysis done on the sized material you can use the physical data so obtained to insert into a mathematical model (DEM) and simulate the flow and other physical aspects of how a material will react in a transfer chute. In virtually all cases the simulation is a failure and if this process is applied to complex materials such as those that contain micro fines or ultra fines and any degree of water content then the simulation is way off the mark. We have one University over here already freely saying that you cannot use sizing techniques to create the physical properties necessary to create a DEM simulation and anyone who has read much of the recent literature on granular flow will also realise the futility of this approach. TUNRA have yet to catch up on this it appears from your comments. Peter Donecker has developed an alternate technique and even with the most complex of materials the simulations he does have proved remarkably accurate. It is through this we have been able to develop much better design models the results of which we will continue to publish over the next year or so. The reality is that the vast majority of granular materials we have to do transfer chute designs for are not "pure" materials such as grains, sized washed coals or even iron ore pellets but far more complex in their composition. The theory I am afraid that created the logic that sizing works has evolved from "pure" materials and frankly it just does not translate.
As for your claims, I think my comments above answer that
Cheers
Colin Benjamin
Gulf Conveyor Systems Pty Ltd
www.conveyorsystemstechnology.com ■
Psycho-Babble Expert
[QUOTE=Colin Benjamin;81817]We have access now to an enormous number of DEM simulations all having the idea that you can take a sample of ore, size it and from the analysis done on the sized material you can use the physical data so obtained to insert into a mathematical model (DEM) and simulate the flow and other physical aspects of how a material will react in a transfer chute. In virtually all cases the simulation is a failure and if this process is applied to complex materials such as those that contain micro fines or ultra fines and any degree of water content then the simulation is way off the mark. We have one University over here already freely saying that you cannot use sizing techniques to create the physical properties necessary to create a DEM simulation and anyone who has read much of the recent literature on granular flow will also realise the futility of this approach. TUNRA have yet to catch up on this it appears from your comments. Peter Donecker has developed an alternate technique and even with the most complex of materials the simulations he does have proved remarkably accurate. It is through this we have been able to develop much better design models the results of which we will continue to publish over the next year or so. The reality is that the vast majority of granular materials we have to do transfer chute designs for are not "pure" materials such as grains, sized washed coals or even iron ore pellets but far more complex in their composition. The theory I am afraid that created the logic that sizing works has evolved from "pure" materials and frankly it just does not translate.
As for your claims, I think my comments above answer that
Cheers
----------------------------------------------------------------------------------------------------------------
I wish we could take you seriously. Having such a blind and inaccurate focus denies credibility. How are lay people to accept your strong claims about DEM accuracy, when we see no evidence other than your anger and underwhelming ■
Alternative Point Of View Between Dem And Not
Dear Colin:
You claimed having studied enormous number of DEM codes? Name them. I know Mr. Donneker has ROCKY, albeit an older version but has adhesion/cohesion.
What does DEM “Size Techniques” have to do with granular rheology? I think you are mixing metaphors.
How are lay people to accept your strong claims about DEM accuracy, when we see no evidence? Am I talking to a sensible and grounded individual who wishes to better the science of granular mechanics? Try a different approach. I did offer to do a ROCKY test against your skills and make it public.
For those that wish a well intended discussion I offer some facts:
1. University of Newcastle has made a strong effort to understand the physics of granular flow and have many 10’s of man-years invested into granular mechanics theory and measurement. They use ROCKY DEM and PFC-3D DEM. Tunra was started by Professor Alan Roberts as the Tunra Research Center to advance granular science.
http://www.bulksolids.com.au/Documen...Perth2014.pdf
University of Wollongong prof. Peter Wypych, a close associate of prof. Roberts, is Assoc. Prof at Wollongong and General Manager of Bulk Materials Engineering Australia (BMEA), has studied and published his findings on granular mechanics using DEM
http:// http://www.cemanet.org/wp-content/up...wardfinal.pdf
University of New South Wales and Prof. Aibing Yu and his DEM methodology http://www.materials.unsw.edu.au/staff/aibing-yu internal DEM code
2. Jenike & Johanson, with 50 years of service, probably have more time and research hours invested than any company throughout the world, share a strong interest in DEM with their own development and in the use of our ROCKY DEM. http://jenike.com/
I find it shameful you take such a loose cannon approach, denigrating serious scientific work without any published facts to back your point of view. It seems you do not have a grasp of modern DEM codes when you claim that they only handle size relationships. Degradation, breakage, liner and belt wear, dust liberation, cohesion, adhesion, belt tracking, spillage, et. al. are not recognized? ■
Dem & Rock Shapes, Sizes, And A Multitude Of Machinery Applica…
I left out other important features of modern DEM codes beyond chutes:
1. Shape Geometries together with a large range of sizes - 20:1 or more from
2. 10 million particles or more with extremely fast computation time
3. Very complex geometries including whole AG, SAG & Ball mill operations to within a few millimeters of accuracy
4. Vibrating screens,
5. Vibrating feeders,
6. Screw feeders,
7. Belt feeders,
8. Mixers,
9. Aggomerators
10. Coating methods
11. Crushers- Gyratory, Cone, HPGR, Impact,
12. Magnetics
13. Fluid & Gas Coupling
14. Applications to: medicine and human anatomy, chemical industry and chemical reactions, phamacitical, mining and mineral processing, .......... ■
Re: Iron Ore Pellet Chute Stone Box
Firstly we have published and there is copies of our papers available (see Technical Articles in the Forum for the latest) Secondly there is no anger, I was one of the very first people to look at DEM for transfer chute design (early 90's) as a possible solution to the issues we were encountering on transfer chute design (something you are aware of as we both talked to Paul Cleary). So please be accurate in your assertions and not attack the person. I have continued the work we have done on transfers as there are a vast number of transfers that are extremely high maintenance and very unreliable and the answers coming from the Universities and other proponents of DEM simulation has not solved the issues especially when dealing with complex materials where cohesive and adhesive properties are apparent. The costs in the iron ore industry in Western Australia are enormous as a result. It has taken us a very long time to work through the issues and the results we are getting are an very significant improvement on what has been the industry norm and we could not have achieved these results nor completed the empirical work required using DEM as the simulations are not accurate enough and that is the facts. Peter Donecker is independent of Gulf but his work has been pioneering and I am a great advocate of what he has done simply because he has been very accurate in his evaluations and this accuracy has made my job a great deal easier as far as working out what are the dynamics of granular flow in transfers. As far as where we are at, it is only 2 years since we installed our first concept transfer using the work we have done. We continue to learn and advance our concepts. We have now achieved in the iron ore industry a fully reliable transfer that has required no maintenance for 12 months and after 12 months the maintenance is minimal (its predecessor required substantial re-builds every 3-4 months). We will publish further as we reach new milestones. In summary, we have the results on the board in the field in the most challenging of circumstances and this is what we are relying on, nothing else
Cheers
Colin Benjamin
Gulf Conveyor Systems Pty Ltd
www.conveyorsystemstechnology.com ■
Insert Appropriate Insult?
Oh dear, Mr. Nordell is back at his aggressive best. Frankly I find his insulting tone and ad hominem attacks to be disgraceful, but most of the regulars here will be familiar with it.
The distinction between quasi-static flows and dense granular flows is slowly beginning to dawn in academe, as I have noted elsewhere. As an example is this quote from Prof. Peter Wypych
“whatever flow data is available is usually based on quasi-static conditions and hence are not relevant or applicable to dynamic flow conditions”
Engineers Australia, August 2012
This is despite a long history of producing reports on quasi-static tests which always include recommendations on chute design. Anyone in the industry will be familiar with these reports. So Peter has been attempting to develop an alternative test and good luck to him, though I haven't noticed anything remarkable popping up in the literature yet. I do recall him being the chair at the session when I presented my views on these matters a year earlier so perhaps that has provided some impetus for change. I certainly can't find any reference to the work of Ralph Bagnold anywhere in any of the literature regarding chutes in this country even to this day.
At the same time, TUNRA were producing reports for DEM calibration that involved
1. Taking a sample of -4mm material, placing it in a funnel, lifting the funnel and measuring the angle of repose of the resulting material. This was repeated thrice!
2. Inclined wall friction test. This involves pressing a sample of -4mm material onto a wall, tilting it and reporting the angle at which it fell off.
3. Shear angle test. Placing a sample of -4mm material in a box, removing one side and reporting the resulting angle of the material, if indeed it did flow from the box.
It would appear that TUNRA were still struggling to break free from quasi-static testing to quantify materials for DEM. Things don't seem to have changed a lot, looking at their test offerings now. Spot the relevant dynamic test in that lot! It is really rather pitiful to see tests such as this put up as being in any way relevant to the simulation of material that may contain rocks 300mm in diameter, travelling at 10m/sec, mixed with fines that may range down to the nanoscale, all at varying moisture content. I note that the box test is only priced at one moisture content. I don't know what it costs, but I can't imagine that a single test at a single moisture content can be of much use in any context. Then of course there is the issue of hysteresis in the wetting procedure. M. Coulomb may have approved of these tests.

A recognition of the critical importance of particle size on the cohesive properties of materials seems to be completely absent from the tests that have been bandied about for the calibration of DEM, including, Larry, the standard test procedure provided with Rocky. I did tell you a long time ago that this test was fatally flawed. Yet there are many papers out there claiming success in DEM simulation on the basis of these tests. And like Colin, I have seen DEM simulations that claim these tests as their basis and I have seen the total failure of these simulations to predict what will happen in chutes. I can't show these simulations here, but YouTube will provide a few good laughs for anyone with time to browse.
Let me state it here once again. The cohesive properties of granular materials can be attributed to two main forces; Van der Waals forces and capillary or liquid bridge forces. For typical materials, the magnitude of these forces increases dramatically as particle size is reduced. As a rule of thumb, the Van der Waals forces increase as the particle size gets below about 150 microns. For the liquid bridge forces, the size is closer to one or two millimetres.
If we take a sample of some ore, which might have a top size of 300 millimetres, then crush it down to less than 4 or 6mm we are going to dramatically increase the cohesive forces within the material. Of course, since the moisture content doesn't scale we are not quite sure where we are by now anyway. To then conduct quasi-static tests on this material and claim that as being relevant for chute design or for DEM calibration is nonsense.
Yet this has been the state of the art for at least 30 years and ever since DEM began.
If you want to change your tune about what testing is appropriate, as Peter Wypych is beginning to do, then you should perhaps be willing to admit that the previous state of the art was nonsense. Psycho-babble even.
And as for the 60 second DEM simulation, what can I say? The adhesive processes that we are simulating and that dominate the effects in the chutes under consideration involve particles in the micron range and they take place over hours. Yes we run our tests for hours.
And just so that you don't think I am being completely disingenuous Larry, I think that Rocky simulates belt feeders quite well, for the cases I have tested anyway. ■
Chute Design Method - Alternatives
[QUOTE=donecker;81844]Oh dear, Mr. Nordell is back at his aggressive best. Frankly I find his insulting tone and ad hominem attacks to be disgraceful, but most of the regulars here will be familiar with it.
-------------------------------------------------------------------------------------------------------------------------------------------------
Thank you Peter & Colin:
I have been somewhat remiss in not first stating the more obvious and appropriate response to Colin’s continued criticism of DEM. He has a right to criticize as do you, if the rhetoric is founded in fact and includes a sense of fair play.
I have known Colin for almost 20 years. We have collaborated early on with the intent of understanding granular flow as a science. I have not degraded any research or published materials of his hand or yours. We can disagree with courtesy or hold comment.
I do however believe some of his strong arguments are misleading and inaccurate. The tone of the rheotic is very strongly focused on what I or others do not know or are not capable of knowing. For the moment, I will leave the physical details aside and state my reason for equally strong comments on the positive side of DEM for all purposes, not just chutes, which is not recognized by him and seemingly not by you.
There is more than one approach to many problems. Colin and you have taken one approach. The DEM world has taken another. Both yield positive insight on how to apply rules, techniques, experience, data libraries, mathematics, et. al. to resolve designs of various sorts, chutes being a small part of the global picture. Colin continues to say, others cannot have a voice on different ways to approach the problem of chute design that might be of equal rank, or not of equal rank, but close. He continues to unequivocally state DEM should not be considered as a legitimate tool for chute flow dynamics. Is this fair play, when our evidence says the contrary? Fair play is to state what you know. Fair play is to put forth conjecture, as opinion, not fact.
Aside from this, there are many DEM codes. Some masquerade in capturing the true physics, and some can do a reasonable job.
I agree with your assessment of a need to characterize granular flow "dynamic rheology" as opposed to "static methods". However, you claimed “static methods” do not capture dynamics. They do, they are just in slow motion. Look at an angle of repose, a surcharge angle, and angle of withdrawal, a vibrating surface with differing planes of acceleration. We do assess granular dynamics from a perspective of more rapid flows and DEM in particular captures the kinetic energy transfer quite well as can easily be demonstrated. Van der Waals, Einsteinium, Zeta Potential, electrostatics, magnetics, chemical reactions, liquid bridge, et. al. can be rheologically quantified in mathematical terms, which can then lead to their contribution to particle-to-particle contact mechanics for fine particles and moisture laden flows. In addition we look to expand our interest in interactions of elastic, visco-elastic and plastic flows, with breakage, agglomeration, et. al.
On another note, we do simulate flows that only manifest their build-up over many minutes, compare these measures with site pluggage, and offer corrective chute action that has proven successful. Sixty second was to give a brief on a typical time to capture features like belt wear, liner wear, or other steady-state measurements including power to accelerate material, lateral thrust,.....
My point is, many researchers world-wide are trying to apply the basic “first principle” science to DEM. I had hoped Colin would give some courtesy to others that practice in this field as being able to understand the necessities, apply best practice, and know we have a contribution. Practitioners of these sciences should not be blind to others that have valid positions and contributions.
For the future, I will abate any further comments on Mr. Benjamin or yourself. ■
Re: Iron Ore Pellet Chute Stone Box
Hi Larry,
The criticism as you call it that we make of DEM is founded very much on facts. We will over the next 12 months or so publish further papers that explain the work we have been doing in more detail. We are fortunate to now have the significant support of a large company and this is allowing us to not only evolve the concepts but to design and install new installations based on these concepts. We would not have this support nor the considerable interest from 2 other very large companies if it was not for the success of the installations we have put in so far. The reason we have this support is because transfer chutes represent most probably the most significant single constraint to production and the largest maintenance cost item in the fixed plants of the iron ore industry. When we start publishing more details it will not be about criticizing DEM as frankly this is irrelevant really but to question some of the very basic tenets that have been used to design transfers over the last 30 or so years. For instance you raise the issue of angle of repose. Except for free flowing material we do not believe that the angle of repose is a relevant physical property in the design of transfers.
If you recall some time ago we did discuss working with you or others who have developed more sophisticated DEM models to see if we could evolve the mathematics by incorporating some of our concepts. We did not get very far and knowing what we now know this was fortunate as the work Peter Donecker has done has proved extremely reliable and accurate as far as concept evaluation and more importantly as we could run the scaled models for a considerable time we could examine time lapse issues and better understand the granular flow dynamics that govern flow through transfers (and for that matter bins and hoppers but that is another story). In Peter's response to your postings he indicated some of the theoretical focus of our work and this comes about as we examine the work done by academics in this area and we try to relate it to our empirical studies.
One final point as I do not intend to write a new paper on our work at this stage. Complex materials do not flow through transfers as a coherent flow mass. In fact as the particles separate and interact the flow takes on the properties of the dominant particle size in the flow mass. This creates a quandary for any mathematical model as the input properties for this flow mass varies significantly i.e. what applies to the larger material and the way it flows is very different to that of the micro fine particles.
Cheers
Colin Benjamin
Gulf Conveyor Systems Pty Ltd
www.conveyorsystemstechnology.com ■

{kind=link}
Iron Ore Pellet Chute Stone Box
Is it allowable using stone box for iron ore pellet?
As I know stone box should not be used for fragile material which cause degradation.
However I don't know this is true for pellet or not?
Attachments
pellet (JPG)
■