Re: Data Of Industrial Conveying Installations
Dear ManfredH,
I calculated the fly ash installation (Number 10)
Fly ash
Particle size = 15 micron
Particle density = 2270 kg/m3
Bulk density = 970 kg/m3
Suspension velocity = 0.91 m/sec
Horizontal conveying length = 1200 m
Vertical conveying length = 15 m
Number of bends = 3
Pipe diameter = 203 mm (8”) Area = 0.0314 m2
Compressor displacement: 4000 m3/hr # 1.111 m3/sec
From these data:
Vend = 1.111/0.0314 = 35 m/sec
Vbegin = 35/4.5 = 7.86 m/sec
V average = (35+7.86)/2 = 21.6 m/sec.
In your listing, the uaverage is given as 13 m/sec.
The calculated capacity curve is:
1 ton/hr at 1.039 bar
2 tons/hr at 1.044 bar
3 tons/hr at 1.048 bar
5 tons/hr at 1.057 bar
10 tons/hr at 1.08 bar
15 tons/hr at 1.1113 bar
20 tons/hr at 1.141 bar
25 tons/hr at 1.190 bar
30 tons/hr at 1.263 bar
35 tons/hr at 1.367 bar
40 tons/hr at 1.512 bar
45 tons/hr at 1.706 bar
50 tons/hr at 1.984 bar
55 tons/hr at 2.264 bar
60 tons/hr at 2.64 bar
65 tons/hr at 3.086 bar
70 tons/hr at 3.607 bar
At 3.5 bar:
Capacity = 69 tons/hr
SLR = 14.7
Vbegin = 8.5 m/sec
Vend = 36.5 m/sec
Vaverage = 22.5 m/sec
At 50 tons/hr:
Pressure = 1.984 bar
SLR = 10.2
Vbegin = 13.3 m/sec
Vend = 36.4 m/sec
Vaverage = 24.85 m/sec
The calculation for 50 tons/hr with a compressor displacement of 1 m3/sec (instead 1.111 m3/sec) resulted in a pressure drop of 1.9309 bar, which is lower than for the bigger compressor (1.984 bar).
Conclusion: The installation operates in the dilute region.
Note:
For this very fine fly ash (15 micron) with a suspension velocity of 0.91 m/sec, the designed air velocities are extremely high.
Have a nice day.
Teus ■
Teus
Location Of Operating Point
Dear Teus,
the location of the operating point of this pneymatic conveying installation (50 t/h fly ash) is shown in the dilute area of my state diagram, and it forms together with the operating conditions of all the other industrial installations the diagram's sceleton.
Kind regards
ManfredH ■
Re: Data Of Industrial Conveying Installations
Dear ManfredH,
The state diagram is a plot in which the vertical axis is represented by:
0.0015*SQRT((pressure*gasdensity*D3)/(Length*eta2))
(What physical unit is eta?)
And the vertical axis:
Reynolds number =gas velocity * Diameter/viscosity.
Is there a theoretical explanation how these variables are representing the right physical phenomena?
And what are those phenomena?
In the fly ash example you state that the computer calculation correlates with your state diagram, both operating in the dilute phase.
However, In your list Data of Industrial Conveying Installations (10 fly ash), the velocity is stated as 13 m/sec and the computer calculation gives 21.6 m/sec.
This shifts the Reynolds Number (on the horizontal axis by a factor 21.6/13 = 1.66 *
How reliable is the method of comparing operating installations with the state diagram?
The state diagram axis formulas use input as pressure, gas density, velocity and viscosity.
However, these variables are certainly not constant along the pipeline.
-Gas density and pressure are related.
-Gas density and velocity are related.
-Viscosity is temperature related
-Etc.
Which values have to be used in the formulas and how are those values checked to be the right values?
The state diagram is independent of the conveyed material and therefore independent of material conveying properties, s.a. suspension velocity and the collision loss factor.
It is well known that different materials require different gas velocities (influencing the Re-number on the horizontal axis in the state diagram) and that different materials allow for different loading ratios in “comparable” installations for equal pressures.
Have a nice day
Teus ■
Teus
State Diagram Discussion
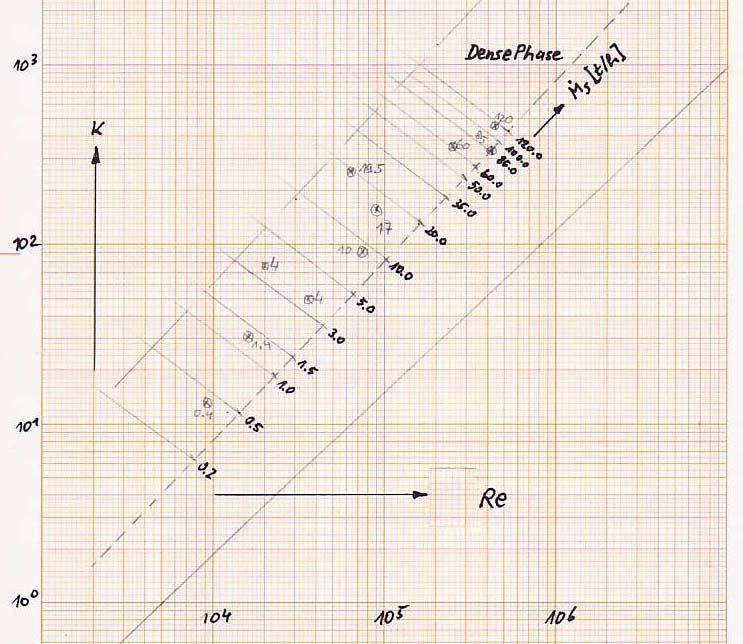
The state diagram shows at the abscissa the well known dimensionless Reynolds number and at the ordinate a dimensionless expression from my theoretical work on the turbulent gas flow in pipes; in this discussion I will name it K number. K contains mainly the pressure loss and the length as well as the diameter of the pipe and the dynamic viscosity of the gas. The diagram is an implied presentation of the physical parameters and makes an iterative way of calculation necessary.
The main reason for such a diagram was, to show this mess of published and discussed conveying conditions in industrial installations in a clear and universal way. I found an abundant number of published data sets as well as scientific investigation results, which I could incorporate into the coordinate system in order to form the sceleton of the state diagram. With the help of the data I could define the dilute phase area as well as the dense phase area. In the dilute phase area there are two characteristic conveying states, represented by the line of minimum pressure loss and by the so called shoking line at the boundary of the instable transition area. Another characteristic conveying state is represented by the boundary line of the dense phase area, that I believe to have determined now with the help of the data of installation No. 23 in the list. Furthermore I extracted the in dense phase mostly used pipe diameter for the industrial installations as ratio to the bulk solid mass flow.
To ease the calculation the current software program suggests a usable value for the pipe diameter. Furthermore there are suggestions for the coordinates of the three characterisic conveying states on the basis of the design data. These values are calculated by simple equations for the three straight lines in the diagram. For all the other possible operating points one has to read the coordinates from the diagram. The upper line of maximum mass flow is only hinted, but it can be easily precised, as I described above.
The dilute phase calculation uses the suggested pipe diameter for a direct calculation, which is corrected in case of deviations from this value. In case of larger particle diameters the gas velocity is sometimes higher than calculated for the minimum pressure loss: 18 m/s instead of 15 m/s for installation No. 18 (2 mm) of the list; 27 m/s instead of 11 m/s for No 17 (25 mm); 35 m/s instead of 21 m/s for No 24 (2.5 mm). For the installation No 21 (4 mm) operating data and calculated values are identic. Interresting is, that the installations No 3 and No 10, because of the particle size predestinated for dense phase conveying, are situated at the boundary line of the dilute phase.
The incorporated dense phase operating points spread over the whole area, offering the possibillity to estimate the lines of equal bulk solid mass flows. The maximum mass flow was 19.5 t/h. Fortunately the installation No 23, described in bulk-online, now gave the opportunity to determine the boundary line more precisely, because this operating point lies almost exactly on the boundary. For the gas temperature of 125 °C and the mass flow of 85 t/h together with the program's coordinates for the boundary line (because of the improvement no longer identic with the diagram's) the calculated values are: 7060 kg/h for the gas flow and 1.66 bar for the pressure drop. For the troughput of 100 t/h discussed in the thread the calculated values are: 7860 kg/h and 1.92 bar, so that the actual compressor performance seems to provide no scope for such an increase; the power limit seems at least to have been reached.
In contrast to the fine materials, for which one dense phase conveying systems usually use, lies the particle size of the installation No 22 in mm range. Nonetheless, the bulk solid is conveyed according to the disclosures without any problems at the given dense phase conditions (Re / K = 250,000 / 350), except in 90° bends, when the pipe, in case it rises vertically upwards, begins to vibrate.
The questions remaining: what are the right operating points in dense phase conveying? Why are the operating points in dense phase so different? How should look a scale-up for comparable conveying conditions?
*) Regarding the horizontal pneumatic conveying installations with vertically orientated pipe sections I normally take them into consideration by increasing their lengths by a factor between 1.5 and 2.
**) "The state diagram is independent of the conveyed material and therefore independent of material conveying properties, s.a. suspension velocity and the collision loss factor." This remark by Teus is correct, and I have nothing to say on this subject. You have to evaluate my presentation yourself. ■
Re: Data Of Industrial Conveying Installations
Dear Manfred,
Reading your explanation, I am still puzzled how you derived the state diagram and how you can use it for dimensioning and/or designing a pneumatic conveying installation for a specific material, without even knowing the conveying properties of that material.
I tried to find the working point of this installation in the state diagram, but ran into dimension uncertainties and could not figure out what I should use as input for the pressure drop and the gas density.
If I use the total conveying pressure drop, what is then the gas density, as the gas density varies from approx. 3.3 kg/m3 at the beginning of the pipeline to approx. 1.2 kg/m3 at the end.
I attached the Zenz diagram calculation for the installation Nu 23 for your convenience.
The calculated Reynolds number for the designed air volume of 1.78 m3/sec is 5.438*10^5
Have a nice day
Teus
Attachments
■
Teus
The State Diagram's Utilize
Dear Tois!
In case of Krambrock's, diagram for maximum mass flows of PE granules I have the impression that in this case the bulk solid can be conveyed at any operating point. But it is correct, that the question for the right operating point cannot directly be answered by the state diagram. The only way is, estimating a pipe diameter in dependence of the solids mass flow as well as the suspension- or floating-velocity of the particles (I refer to your explanations in the thread "Conveying Air Velocity": https://forum.bulk-online.com/showth...g-Air-Velocity) and choose an appropriate operating point on the associated line of equal mass flow. In case of large particle sizes there could possibly help an additional guidance: pipe diameter at least 30 X particle diameter because below this value for instance hopper discharges are being unfavorably influenced.
But let us make it not too complicated. The main aim of the diagram was, to show the positions of operating points from installed conveying lines in order to be able to predict changes of the operating conditions. And may I remind you of the installation No 23. Taking into account the high gas temperatur (that leads in my calculation to a high increase of pressure loss), there was from my point of view no scope for an increase like your calculation resulted.
By the way, there aren't any code-related problems running the software routine. Input and output look like this:
Kind regards
ManfredH ■
Dense Or Dilute Phase?
The fact that in many industrial installations for the conveying of fine-grained bulk materials the operating conditions do not lie in the dense phase area but on the boundary of the dilute phase area has surely certain reasons: the conveying velocity, on the one hand, is as low as possible, on the other hand is the influence of the bulk material properties on the conveying behaviour, difficult to estimate for the dense phase state, not so decisive.
ManfredH ■
Re: Data Of Industrial Conveying Installations
Dear Manfred,
When designing a pneumatic conveying installation, there are many considerations:
-The air velocity must be sufficient to keep the material in suspension. (The lowest possible air flow)
-Material pneumatic conveying properties.
-The capacity must be reached
-The energy consumption in kWh/ton must be as low as possible.
-The return of investment must be as soon as possible, which is a combination of annual throughput, investment, operational cost and technical and process requirements.
The optimum design working point in terms of all the above issues is almost always around the lowest point in the Zenz curve, which is defined as the boundary between dense- and dilute conveying and where the pressure drop per ton/hr per m of length is the lowest.
(The real lowest energy consumption (function of Airflow * pressure drop) is always just below the lowest Zenz point, thus in the dense phase region.)
The mathematical approach of all the influencing physical effects in the technology of pneumatic conveying. s.a. pressure, temperature, acceleration, suspension velocity, collisions, friction, thermodynamics in expansion in the pipe line and compression in the air mover, heat exchanges, etc., is only possible with an iterating algorithm, executed by a computer.
Have a nice day
Teus ■
Teus
Scetch Of Dense Phase
This is a sketch of the dense phase part of my state diagram after the relevant conveying installations from the bulk-online threads have been taken into account. The endpoints of the lines of equal bulk solids throughputs are calculated by my software program.
href="https://forum.bulk-online.com/attachment.php?attachmentid=32812&d=1337071246" id="attachment32812" rel="Lightbox74475" target="blank">■
Turbulent Pipe Flow
To understand the origin of the dimensionless Number "K" (Ratio between tube diameter and wall-related "mixture length" or "Mischungsweglänge" by Prandtl) used for the state diagram, see my interpretation of the turbulent pipe flow and the resulting equations for the calculation of pressure loss and heat transfer. Sorry, the text is in German, but the decisive equations (6-23) and (6-24) as well as (6-37) are easy to find. You can retrieve the document under the following link:
https://skydrive.live.com/redir.aspx...M0fIsQJ09T20A ■
Re: Data Of Industrial Conveying Installations
Dear Manfred,
I am still puzzling the meaning of your State Diagram.
In the file KFaktor.pdf there is the formula (6.23):
∆p=0.097*Re^(1.8)*(^2*L)/(*D^3 )
or
1=(∆p**D^3)/(0.097*Re^(1.8)*^2*L)=√(1/(0.097*Re^(1.8) ))*√((∆p**D^3)/(L*^2 ))
In the State Diagram, the formula for the ordinate is:
y=0.0015*√((∆p**D^3)/(L*^2 ))
Combined:
y=0.0015*√((0.097*Re^(1.8))/1)
resulting in:
y=4.67*Re^(0.9)
The plot of y = function(Re) is a straight line in a logarithmic coordinates system.
The plots, outside of this straight line, must be representing a pneumatic conveying installation, where the pressure drop is influenced by the presence of material.
(In the state diagram, as presented in this thread, there are Zenz like curves noticeable)
Can you explain the background and the meaning and usefulness of your approach?
BR
Teus ■
Teus
Clear And Universal Overview
 Originally Posted by Teus Tuinenburg
Originally Posted by Teus Tuinenburg
Dear Teus,
from the formal point of view I can only say the following: the expression D/lw (K-Faktor) as ordinate is the expression for Re^0.9 from eq. (6-24) substituted in eq. (6-23).
Regarding the usefullness of my state diagram I think to have made this clear by discussing the diagram as well as different industrial conveying installations. With the help of the physically based dimensionless K-faktor I hope to provide a clear and universal overview over the operating conditions of industrial installations and to answer some on bulk-online often asked questions, for example the extent of the different conveying regimes, the characteristic conveying states, or the influence of the temperature on the pressure loss. My software allows quick estimations.
Verifying the different industrial installations under the conditions of my state diagram, I could not discover any clear influences of bulk-solids properties.
Regards
ManfredH ■
Re: Data Of Industrial Conveying Installations
Dear Manfred,
the expression D/lw (K-Faktor) as ordinate is the expression for Re^0.9 from eq. (6-24) substituted in eq. (6-23).
Basically, the diagram represents y=function(x):
4.67*Re^(0.9)=Re
4.67 = Re^(0.1)
Re = 4933655
This representation is independent of any pneumatic conveying condition s.a. Solid Loading Ratio, dilute or dense, pressure drop, suspension velocity, loss factor, etc.
extent of the different conveying regimes, the characteristic conveying states
Here we have 4 flow regimes with increasing airflow (# increasing SLR):
-plug flow
-unstable flow
-dense flow
-dilute flow
Experience proves that the pneumatic conveying properties of a material are determining the possible flow regime.
Designing a pneumatic conveying system cannot be done by ignoring the pneumatic conveying properties of the material in question.
influence of the temperature on the pressure loss
In the presented state diagram, the temperature can only be accounted for in the Re-number.
The gas temperature in the pipeline has multiple effects:
-on the Re number
-on the local suspension velocity
-on the gas density, resulting in a changed gas velocity.
-a changed gas velocity changes the particle velocity
-a changed particle velocity changes the kinetic losses.
-a changed particle velocity changes the residence time of a particle in the pipeline
-a changed residence time changes the pressure drop for keeping the particles in suspension.
The temperature of the intake air and the compressor influence the pneumatic conveying even more, because this determines the mass flow of air and thereby the SLR, which has a significant influence on the above mentioned effects.
Temperatures (material, ambient, compressing temperatures) are influencing the conveying conditions in a complex way.
The compressor compresses the gas to a certain pressure.
Depending on the compression principle, the internal energy in the compressed gas is increased, which is expressed in the compressing temperature. (when compressed isothermally the internal energy increase is zero).
When the (compressed) gas mixes with the material a new internal gas energy is created.
(Note that in vacuum conveying, there is no compression to start with anyway and the internal energy is represented by the ambient temperature)
During conveying, the required energy is delivered by the internal energy of the gas at cost of a temperature drop.
Immediately, the material delivers new heat to keep the gas temperature at the mixture value.
Also the heat exchange with the surroundings (cooling or heating) is important.
Without a mathematical deduction of the presented state diagram, it is hardly possible to understand the value of reducing pneumatic conveying to the diagram.
Have a nice day
Teus ■
Teus
Sorry
Regarding the influence of the gas temperature you neglected the effect on the dynamic viscosity in the K-Faktor. And what is wrong on a dimensionless Number that is based on a verified physical model for the turbulent pipe flow. Otherwise I cannot understand, that your are ignoring all the calculation results presented by me. I wonder, if you had ever been so critical with the Zenz-diagram, that you constantly uses. I am not pleased about this discussion, that in my opinion is applied to undermine my original intentions. So, I will retreat myself.
Regards ■
Re: Data Of Industrial Conveying Installations
Dear Manfred,
Regarding the influence of the gas temperature on the dynamic viscosity, that is accounted for in the influence of the temperature on the Reynolds-number.
Instead of ignoring your calculation results, I am making quite some efforts to understand the background and meaning of them and I am still not sure if I am missing something.
About the Zenz diagram, my opinion is that this diagram has a very high explanatory value in the pneumatic conveying phenomena.
The value in designing practical pneumatic conveying installations is less pronounced.
In addition, this forum is to exchange views, ideas, knowledge, information and understanding bulk handling processes.
Participants are supported and, in case of experts, also challenged.
I regret your intention to retreat.
Take care
Teus ■
Teus
Re: Data Of Industrial Conveying Installations
Dear Manfred,
I think that I figured it out.
Internal gas energy = function (mgas * dp)
Material loss energy = function (1/2 * K *mmat * v^2 * L/D)
SLR = (mmat)/(mgas)
mmat = SLR * mgas
Resulting in:
Internal gas energy = function (mgas * dp)
Material loss energy = function (1/2 * K *= SLR * mgas * v^2 * L/D)
thus:
(mgas * dp) # (1/2 * K * SLR * mgas * v^2 * L/D)
Re = (rhogas * v * D)/(etagas)
v = (Re * etagas) / (rhogas * D)
Combined:
(mgas * dp) # (1/2 * K * SLR * mgas * ((Re * etagas) / (rhogas * D))^2 * L/D)
Worked out:
SQRT(SLR) = [SQRT(2)/(Re*SQRT(K))] * SQRT[(dp*D^3*rhogas^2)/(etagas^2 * L)]
or
SQRT[(dp*D^3*rhogas^2)/(etagas^2 * L)] = SQRT(SLR * K/2) * Re
This formula is representing a line in the State Diagram for a specific material (K) and a specific SLR.
Conclusion:
-The state diagram accounts for material and SLR.
-By calculating “SQRT[(dp*D^3*rhogas^2)/(etagas^2 * L)]” and “Re” the installation parameter “SQRT(SLR * K/2) “ is determined, although SLR and K are not directly known.
Note:
In this derivation, only the pressure drop, caused by material losses, is used and the other pressure drops (Elevation, gas, suspension, acceleration, intake, filter, etc.) are ignored, although the total pressure drop is entered in the formula.
Dear Manfred, please re-retreat yourself from this forum and let us know your comments on the above.
Sincerely,
Teus ■
Teus
Pneumatic Conveying At High Temperatures
In order to return to the practical side of my state diagram I will present now some data from industrial installations working at high temperatures. The installations are described under the following internet adress: http://www.enviro-engineering.de/pdf...nwendungen.pdf
|
No.
|
Material |
dp
|
L
|
h
|
D
|
s
|
g
|
p
|
uaverage
|
µ
|
|
µm
|
m
|
m
|
mm
|
t/h
|
Nm3/h
|
bar
|
m/s
|
--
|
||
|
1
|
Ash[1] / 80 °C |
0-3000
|
20
|
25
|
80
|
0.6
|
ca 350
|
(0.14)
|
(23.6)
|
(ca 1.5)
|
|
2
|
Ash[2] / 250 °C |
0-1000
|
11
|
15
|
178
|
6.5
|
ca 750
|
(0.133)
|
(16.5)
|
6.5
|
|
23
|
Cement[3] / 125 °C |
--
|
216
|
40
|
ca 285
|
85
|
ca 6000
|
1.6
|
--
|
--
|
( ) = calculated values, µ = loading ratio
1. Like in other installations with similar particle sizes the conveying condition is dilute phase working at a gas velocity factor of 1.6 higher than the calculated velocity of minimum pressure drop. The extrapolation from the calculated point of minimum pressure drop gives the values of 100,000 and 25 for Re and K. The calculation looks like this.
2. The Data of this installation are for a gas temperature of 250 °C. The bulk solid flow at that temperature is 6.5 t/h and is considered surprisingly high. The calculated pressure drop for the dense phase boundary is 0.133 bar at a gas flow around 1000 kg/h. Look the following calculation sheet.
The following sheet shows the situation at the design temperature of 450 °C and an equal pressure loss. The gas flow is in this case under 900 kg/h. The bulk solid flow is significantly lower and correspond to the design value of 3500 kg/h.
3. Once more the data set from the following bulk-online thread:https://forum.bulk-online.com/showth...peline-Pigging. The installation gave the opportunity to determine the boundary line more precisely, because this operating point lies almost exactly on the boundary. For the gas temperature of 125 °C and the mass flow of 85 t/h together with the program's coordinates for the boundary line (because of the improvement no longer identic with the diagram's) the calculated values are: 7060 kg/h for the gas flow and 1.66 bar for the pressure drop. For the troughput of 100 t/h discussed in the thread the calculated values are: 7860 kg/h and 1.92 bar, so that the actual compressor performance seems to provide no scope for such an increase; the power limit seems at least to have been reached.
From given cause let me add, that this thread was intended to show published data of industrial installations, to discuss them under the conditions of my state diagram, and to improve the relationships if possible. This thread was not intended to compete to any other (possibly not comparable) calculation model. So, I was not waiting for great declarations in favour of ........., and I was not waiting for instruction on physical matters. ■
My State Diagram, A "Cumulative" Presentation!?
Of course, I asked myself, too, why the bulk properties in my state diagram are not visible, and why friction-factor-bounded interpretations obviously are failing. An explanation for that could be, that the state diagram is a cumulative presentation. Influencing factors like friction, acceleration and gravity (and their contributions) as well as the resulting flow pattern such as plug flow and dune flow hide themselves in the total pressure loss (or K-factor). I tried and failed to discover (and to extract) relations between the map and parameters like particle size, SLR or particle density. I found data of different installations that fit into the state diagram without any problems and independently of the specific bulk solid data.
A sort of analogy can one find in simplier functioning fluidized beds. The pressure loss depends only on the mass of bulk solid, not on its characteristics, and remains constant with increasing gas flow. The respective flow condition and bulk solid behaviour in the fluidized bed are only indirectly visible for example in the gas velocity, in the hight of the expanded bed, as well as in the heat transfer and in the results of catalytical gas phase reactions. ■
Re: Data Of Industrial Conveying Installations
Dear Manfred,
A point in the state diagram is given by:
SQRT[(dp*D^3*rhogas^2)/(etagas^2 * L)] = SQRT(SLR * K/2) * Re
(see derivation in reply #17 of this thread.
In the state diagram, the y-axis is noted as:
SQRT[(dp*D^3*rhogas^2)/(etagas^2 * L)] = 0.0015 * Re
hence,
SQRT(SLR * K/2) = 0.0015
SLR is an operating variable
K is a material variable
By setting the value to 0.0015, all materials are treated as the same material.
By calculating the value “SQRT(SLR * K/2) = 0.0015”, the operating point shifts in the state diagram to a material- and operating condition related point.
I believe that the structure of the state diagram is now explained.
As to the analogy to fluidized beds, a must admit that I have no relevant experience with.
Have a nice day
Teus ■
Teus
Re: Data Of Industrial Conveying Installations
Originally Posted by Teus Tuinenburg
Hi, Mr. Tuinenburg!
Sorry, but what you are expressing leads in my opinion away from the real essence of the state diagram . Not the possibly neglected influence of bulk solid characteristics is the main thing. First and foremost lies the importance of the state-diagram in its presentation of similarity laws, so that different conditions in pneumatic conveying are comparable. In this context it would also be possible to reformulate the K-factor on the basis of indicators like Euler number, Froude number and Galilei number.
In fact, for the dilute phase it was necessary to consider an influence of the tube diameter. However, as I stated earlier, I have observed nothing of the sort for the dense flow.
And what is the meaning of "the same materials", and what are their characteristics, and how can the (up until now invisible) influences be determined and taken into account.
Regards
Manfred ■
The Misunderstanding
I'm really not a great physicist, and it is the first time for me that I am in such a situation. But the mathematical efforts of Mr. Tuinenburg regarding my state diagram gave me reason to point out misunderstandigs on which his efforts are based.
The only physical elements of the diagram are the abcissa and the ordinate. Together with the straight line on the right side they represent the equation for the turbulent pipe flow as a result of a verified physical model.
All the other lines in the diagram are representing measurement results. One can try to interpret their physical meaning, one can try to find locations for spezific conveying states and describe them graphically or mathematically, and, if possible, one can use verified results as similarity laws.
Regarding the whole mathematical efforts by Mr. Tuinenburg the conclusion is: without any specific measurement results or specific interpretations of measurement results it is not possible to develop the state diagram any further or to discuss for example influences of the bulk solid characteristics.
And that's it. ■
Re: Data Of Industrial Conveying Installations
Dear Manfred,
Pieces are now falling into place.
Air only measurements result in a point on the straight line in the State Diagram.
The air only situation corresponds with a direction coefficient of the value 0.0015.
In case of the presence of material, a different (higher) pressure drop is measured.
As often found in literature, this pressure drop is defined as:
dpmat = (dpgas + K*dpgas) = (1+K) * dpgas
The calculated point in the State Diagram with material lies always above the air only (straight) line.
The direction coefficient is then higher than the value of 0.0015.
Understandable from : SQRT(SLR * K/2)
As dpmat follows the Zenz diagram, then for a specific installation and a specific material a Zenz-like curve is built.
This is shown in the State diagram in reply #1 in this thread.
As the definition of dense- or dilute phase is based on the position of the lowest point in the Zenz diagram, it is not possible to determine whether a system is operating under dense- or dilute phase conditions.
Therefore a number of measurements are required for various Re-numbers. (Actually a number of airflows)
The approach is valid for dense- and dilute phase conveying, as long as the conveying is stable.
Pneumatic conveying is stable as long as the pressure drop is not fluctuating, caused by irregular plug formation due to excessive sedimentation at very low airflows.
In thread:
https://forum.bulk-online.com/showth...t=Zenz+diagram
a Zenz diagram is calculated.
Probably a good reference for you to check the State diagram against the above theory.
Have a nice day
Teus ■
Teus
Re: Data Of Industrial Conveying Installations
Dear Manfred,
I managed to create a State Diagram from my calculation Nu 23.
I must admit that I massaged the coordinate value a bit, to get the straight line under the "Zenz"-like curve.
As you have written a program to calculate the points in the State Diagram, you should be able to perform a better check than I just did.
All for now
Teus
Attachments
■
Teus
Broschüre Bis Zum 15. Oktober 2012 In Deutschland Versandkosten…
Der theoretische Hintergrund zur pneumatischen Förderung ist Teil meines bei epubli erschienenen ebook
Fluidisieren von Schüttgütern,
das für begrenzte Zeit innerhalb von Deutschland unter folgendem Link versandkostenfrei bestellt werden kann.
http://www.epubli.de/shop/autor/Manfred-Heyde/3168
Dafür gibt es folgenden Gutscheincode:
epubli-SOMMER2012
Der Gutschein hat einen Wert von 4,95 € und ist bis 15. Oktober 2012 gültig. ■

Data of Industrial Conveying Installations
Published sets of data of Industrial Conveying Installations
Because of the lack of information about published sets of data from industrial conveying installations here are some of those, also supporting the use of the pneumatic conveying section in my software program:
href="https://forum.bulk-online.com/showthread.php?23647-Software-Estimates-Bulk-Solid-Behaviour" target="blank">https://forum.bulk-online.com/showth...olid-Behaviour
Field Data published by
Muschelknautz, E.; und W. Krambrock: Vereinfachte Berechnung horizontaler pneumatischer Förderleitungen bei hoher Gutbeladung mit feinkörnigen Partikeln. Chem.-Ing.-Tech. 41(1969)21, S.1164-1172.
Muschelknautz, E.; und H. Wojahn: VDI-Wärmeatlas 1973, Kap Lh
Data from bulk-online threads:
( ) = calculated values, µ = loading ratio
1. Data set from the following bulk-online thread:
href="https://forum.bulk-online.com/showthread.php?4754-Pneumatic-Conveying-of-PP" target="blank">https://forum.bulk-online.com/showth...onveying-of-PP
2. Data set from the following bulk-online thread:
href="https://forum.bulk-online.com/showthread.php?3348-Conveying-of-LLDPE-Granules" target="blank">https://forum.bulk-online.com/showth...LLDPE-Granules (These operating data fit exquisitely into the dense phase area of my state diagram) In contrast to the fine materials, for which one dense phase conveying systems usually use, lies the particle size in this case in mm range. Nonetheless, the bulk solid is conveyed according to the disclosures without any problems, exept in 90° bends, when the pipe, in case it rises vertically upwards, begins to vibrate. I guess that the low gas velocity is responsible for this. It corresponds to the sinking velocity of a particle with a diameter of about 4 mm. Because of this, a certain mass of particles accumulates in the bend. There, the mass possibly moves like a pulsating spouting bed or form plugs and causes thereby vibrations. A large bend radius and a reduced diameter of the rising pipe is possibly a way, to solve this problem.
3. Data set from the following bulk-online thread:
href="https://forum.bulk-online.com/showthread.php?7057-Pneumatic-Transport-Cement-Pipeline-Pigging" target="blank">https://forum.bulk-online.com/showth...peline-Pigging. Remark by Teus: "It is an interesting case, because the cement temperature is 120 °C, causing a high conveying air temperature (ca 125 °C, if I understood it right), as the cement dictates the air temperature, due to the high heat content of the cement compared to the heat content of the air."
4. Data set from the following bulk-online thread:
href="https://forum.bulk-online.com/showthread.php?21119-Increasing-the-Conveying-Capacity" target="blank">https://forum.bulk-online.com/showth...eying-Capacity
5. Data set from the following bulk-online thread:
href="https://forum.bulk-online.com/showthread.php?16367-Optimisation-of-a-Pneumatic-Conveying-Line" target="blank">https://forum.bulk-online.com/showth...Conveying-Line. After my software's calculation lies the operating point at the boundary of the dilute phase area.
6. Data set from the following bulk-online thread:
href="https://forum.bulk-online.com/showthread.php?7259-Conveying-of-PTA" target="blank">https://forum.bulk-online.com/showth...nveying-of-PTA. After my software's calculation lies the operating point at the boundary of the dilute phase area. The calculated pressure loss matches the measured value when using a gas temperature of 90 °C.
7. Data set from the following bulk-online thread:
href="https://forum.bulk-online.com/showthread.php?4797-PP-Pellet-Conveying-Problem" target="blank">https://forum.bulk-online.com/showth...veying-Problem. After my software's calculation lies the operating point near to the boundary of the dilute phase area. The calculation for the conveying state on the "shoking" line results in a little smaller gas flow and looks like this:
The average flow velocity is significantly lower than that of installation No 21.
8. Data set from the following bulk-online thread:
href="https://forum.bulk-online.com/showthread.php?5655-Pneumatic-Conveying-of-Rapeseed" target="blank">https://forum.bulk-online.com/showth...ng-of-Rapeseed. This is another good example verifying the calculation results of my software program. As the calculation sheet for the operating point of minimum pressure loss in dilute phase shows, the pressure loss reaches at a bulk solid flow of 12 t/h almost the available value of 0.4 bar and thus limits the throughput.
9. Data set from the following bulk-online thread:
href="https://forum.bulk-online.com/showthread.php?4794-Why-Is-Throughput-Reduced" target="blank">https://forum.bulk-online.com/showth...ughput-Reduced. As usual for larger particle diameters the gas velocity is significantly higher than calculated for the minimum pressure loss: 32 m/s instead of 14 m/s. I agree to the opinion that the feeding capacity was limited by the poor rotary feeder, while the rootblower with a pressure up to 0.5 bar and a capacity up to 700 m3/h was designed for a higher throughput. The calculation sheet for this conveying line looks like this:
10. Data set of a test rig from the following bulk-online thread:
href="https://forum.bulk-online.com/showthread.php?5597-Typical-Solids-Friction-Factor-for-Cement" target="blank">https://forum.bulk-online.com/showth...tor-for-Cement. The calculation sheet for this case shows, that a (not confirmed) gas temperatur of 110 °C results a perfect match between measurement values and calculation for the boundary of dilute phase:
11. For completeness I would like to add the pneumatic transport of spent, very abrasive cell liner:
href="https://forum.bulk-online.com/showthread.php?5437-Lean-Phase-Conveying-of-Abrasive-Cell-Liner" target="blank">https://forum.bulk-online.com/showth...ive-Cell-Liner. The details of the installation are not complete, but the for the dilute phase boundary calculated pressure loss of 30 kPa fits very well into the for the blower specified range of up to 40 to 60 kPa.
12. Data set from the following bulk-online thread:
href="https://forum.bulk-online.com/showthread.php?3709-Determinining-Pneumatic-Conveying-Parameters" target="blank">https://forum.bulk-online.com/showth...ing-Parameters. The operating point lies a little left of the boundary of the dense phase area (estimated state diagram parameter values for K and Re are 450 and 450000). The calculation results for the gas flow and the pressure loss confirm this assessment.
State Diagram
The state diagram's base is formed by the data sets of the list and by some published results of researches. It is an implied, dimensionless presentation of the physical parameters and makes an iterative way of calculation necessary. Its bulk solid-related interpretation is as follows: the published values apply in the dense phase region only to fine materials with particle diameters up to about 300 microns, possibly up to 700 microns. The maximum mass flow rate in these installations is 19,5 t/h. In contrast lie the operating data from systems with higher mass flow rates (35 t/h of soda, 50 t/h of fly ash) in the dilute phase area near the instable transition area. The reason for conveying the two bulk solids in dilute phase instead in dense phase could lie in their properties. Bulk solids with particle diameters in the millimeter range lie always in the dilute phase area. An exception with resulting problems is the installation No. 22 of the list.
Moreover shows the state diagram, that in dense phase conveying different conditions are possible, so, for instance a lower gas flow at higher pressure loss. For me, however, the question remains, which are the really stable conveying conditions. An example for the wide variation of conveying conditions was published by
Krambrock, W.: Dichtstromförderung. Chem.-Ing.-Tech. 54(1982)9, S.793-803
The publication presents a diagram with the characteristics field for the maximum mass flow of PE granules, that in my state diagram is represented by its left/upper border. The current border line is only hinted, but it can be easily precised by the help of this information.
href="https://forum.bulk-online.com/attachment.php?attachmentid=32203&d=1332859182" id="attachment32203" rel="Lightbox74112" target="blank"> ■
■