

Power Calculation
Dear Roland,
I hope Mr. Lyn Bates contribute in this topic and inform us about his idea and experience on power calculation.
Parallely I try to check other possibilities.
some texts suggest to use chock plate immediately after hopper, but I don't know how much it can effect on power consumption, what is your idea?
Attachments
■
Stalled Drive
Dear Mrs. Mohandes,
unfortunately I cannot comment on the chock plate and its virtue concerning your installation.
However, I'd be grateful if you could share the root cause for the stalled drive, as you said Quote /"My guess is that the problem of this screw feeder isn't motor power"/ Unquote.
Thank you very much in advance
Regards
R. ■
Re: Screw Feeder-Power
awaiting outcome too. Will be interesting to find out. ■
Screw Feeder Design
Dear Mrs. Mohandes,
from a rough design calculation I conclude that 0,75 kW might really be not enough, installed hp should rather be 1,1 .. 1,5 kW.
However, I'd like to point out some issues as arise from your request:
- Is the density of the iron ore dust really only 1 t/ m?
- Is this not a material which should be considered to increase friction and wear? What is your specific experience with your installation?
- Do you have a reputable supplier of your screw feeder installation, or are you left alone with a piece of noname brand & w/o warranty or service?
Pls. see, that screw conveyor manufacturing as well as design & layout are very much a process based of in-depth knowledge of bulk behaviour vs. specificalities of the screw design. So in the end only a reputable manufacturer (because of his substantial experience & expertise) would design a srew feeder to your specification & be able to guarantee the satisfactorial functioning.
A last comment regarding your calculation: You consider the breakaway state at the beginning of conveying. This state should be matched by the overload capabilities of the electric motor, i.e. breakaway torque. If we assume this overlaod capability to be 2,2 .. 2,5 times the nominal torque & considering your results, we arrive at a range of 3kW / 2,2 = 1,4kW to 4,8kW / 2,8 = 2kW. So the installed motors hp as per your own calc.s would be either 1,5kW or 2,2kW.
Kind regards
R. ■
Re: Screw Feeder-Power
Dear Roland,
1- density of dust has measured. it seems that in iron ore processing, most of dust include clay not iron so the density is not the density of iron.
2- practically I know that 0.75 kW should be enough. why? I have installed many bagfilter in cement plant which include screw feeder under hopper even with the length 4.5m and they works without problem.
My guess is that the problem of this screw feeder isn't motor power, and I would like to check it with power calculation.
This book says that power during operation can be 0.1 power in start. So the power of running should be 0.3-0.4kW, is it true?
Note: bagfilter sequence of stoppage: screw conveyor is the last equipment so the hopper empty when screw conveyor started. ■
Clay, Not Iron
Dear Mrs. Mohandes,
yes, for clay dust the required operational power could be in the vicinity of 0,3 to 0,4 kW or even less. This even if the density of the filter dust would be greater than 1 and the specific resistance greater than of that of pure clay.
So if a 0,75 kW drive stalls, you might want to look into the mode in which this drive stalls, then check in-depth for the possible hindrances to the movement of either material or screw. An internal issue to the drive / gearbox has been excluded?
To the start-up vs. steady running power ratio I cannot comment, this is beyond my experience and is surely very specific as per screw desig, loading, bulk material and so on.
Your last remark is unclear to me, do you mean the srew conveyor starts on an empty hopper and already stalls without any material? Then this is a mechanical issue and your maintenance team should be involved.
Regards
R. ■
Ask Lynn...
...for the definitive answer.
But for now..
I suspect you need a variable pitch auger considering that your hopper in-feed length is 2600mm and the width is only 270mm.
Auger flights are surprisingly cheap and you could modify as you think fit.
There are also many US manufacturers' websites which give a very thorough insight into design. Although most of them are still in North American units they are still well worth a read. ■
John Gateley johngateley@hotmail.com www.the-credible-bulk.com
Ask The Op
Dear Mrs. Mohandes,
pls. share the outcome of the issue, or else how you decided to proceed.
Thank you,
Regards
R. ■
Power Of Feeder Screws
The power requirements of Feeder Screws must take into account the hopper design, range of product conditions in long term ambient use and operational factors. There is a lot to consider.
The first thing to establish is the maximum forces acting from the hopper outlet during starting and running, including starting from first fill and re-starts. Initial starts may incur exceptionally high shear loads due to the expansion demand on the shear plane of firmly confined hard, granular products. It is always prudent to set this condition aside for special consideration and advise techniques to alleviate, if appropriate, by such means as hopper inserts, expanded outlets, first start at very low fill levels, etc.
The overpressure on outlets then depends on the degree to which the span exceeds the critical arching dimension of the product, the excess causing an overpressure of (the maximum principle stress in the arch developed over the outlet- the unconfined failure stress x the ratio of principle stresses), depending whether a mass flow or funnel flow is developed. To this must be added the weight of product resting between the stressed arch and the screw surface and the total multiplied by the shear strength of the product at failure. Unless the design is based on the screw extracting progressively over the total length of the hopper outlet the local torsional load must be considered in two sections, those of the 'live' and the 'dead' shear regions. The exposed screw length in the example quoted exceeds 10 times the screw diameter, which is considered somewhat excessive for a well designed screw, so a detailed calculation for a screw that is constructed with a stepped pitch only would be more complicated.
The final conveying section is normally 100% full, but has no overload, so is straightforward.
An important consideration is what is happening to in the clearance layer between the screw and casing. Presumable the ore if fine, so that jamming in the clearance layer is not a potential hazard. However, Red lights flash when it is noted that the iron ore contains clay as this may pack hard in this flight tip clearance and exert high drag loads and wear on the flight tips, especially if any moisture is present.
Regrettably, it is not practical to provide a free design service, but indicate that some experience and full knowledge of the operation may be required to establish an optimum design and appropriate powder needs. It should be emphasised that whereas many applications may be addressed by generous allowances, in general brute force is not an efficient answer and long term value should be the objective. ■

{kind=link}
Screw feeder-Power
Dears,
As we encountered electrical trip in a screw feeder, I would like to do power calculation more precisely. So I would be pleased if you review my calculation and inform me about your comments and/or yourself experience.
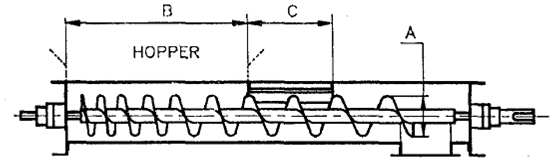
Screw Feeder Specification:
Application: bagfilter of iron ore processing
Hopper Dimension: B=270 mm, L=2600 mm
Screw Total length: 4200 mm
Screw Diameter x pitch: D=250 mm x P=250 mm
Helix angle: teta=arctan(P/pixD)=arctan(250/3.14x250)=17 deg
GearedMotor Installed: 0.75 kW, omega=29 rpm
Bulk Density of dust, ro=1000 kg/m3
angle of interface friction: not measured, assumed, phi=22 deg. so friction, mu=tan22=0.4
Find: Power required
Answer:
Ref.: Guide to the Design selection and application of screw feeders, Lyne Bates
Note: some relations are my understanding from above book and other references and it should be checked if it is true or not.
Fv: Vertical load from material in the hopper
Fv= 3 (ro)g(B)=3*1000*9.8*0.27=7938 N/m2
Fs: shear load
Fs=muxFv=0.4x7938=3170 N/m2
T: torque from screw blade per pitch in start
T=(pi)(D^2)(P)(Fs)sin(phi+teta)=3.14x0.250^3x3170xsin(22+17)=100 N.m
P: Power per pitch in start
P=Txomega/9550=100*29/9550=0.3 kw/pitch
Pitch numbers in the hopper=10, total pitch=16
Total power=3-4.8 kW
Practically I think this is too much!
Is this true? what is your experience? ■