

Re: Bolt's Chemical Composition
 Originally Posted by eng.farid.ahmed
Originally Posted by eng.farid.ahmed
There is no picture apparently,
You can physically tear the head off of a grade 5 bolt with a spanner.
An Allen Head grade 8 bolt with fine threads would have a higher actual strength
in dry torqueing and in even greater torque values for a bolt that is lubricated
prior to the act of torqueing the bolt.
Does the application normally require that wired bolt heads be used and bolts without
drilled heads were substituted in thew past at some time? ■
Re: Bolt's Chemical Composition
Originally Posted by lzaharis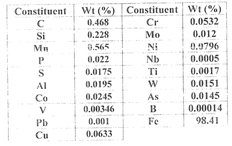
href="showthread.php?p=75107#post75107" rel="nofollow">
Kindly click on the link below to see the picture.
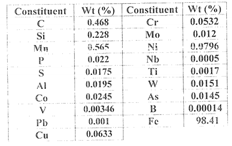
href="https://forum.bulk-online.com/attachment.php?attachmentid=33404&d=1341433664" title="Name: Material analysis.bmpViews: 305Size: 99.3 KB">Material analysis.bmp ■
Bolt Failure
Dear Eng. Ahmed Farid,
it was surely meant whether you could give some pictures of the broken bolts --> both sides of the crack, & perhaps also give some information concerning use, operation, acting forces and so on.
However: Chemical compostion (and mechanical properties) is ultimately defined in EN ISO 898-1:2009. Furthermore the strength over time of a bolt depends on correct heat treatment (This doesn't show in the chemical analysis! but has to be tested with samples) and corrosion protection.
I take it that after 7 month of operation a primary design error could be ruled out. However, pls. ask your maintenance supervisor whether the connection got loose in the past and had to be re-torqued --> see the answers of the other forum members.
Reasons for bolt failure could range from something simple as rusting to something more hidden like hydrogen induced brittleness or vibration due to developing misbalances in rotating equipment +++
So: I would replace (with quality material!!) the damaged bolts and if possible send them in to someone who could professionally analyze the damage + the operational situation on site.
A later information about your findings would be most welcome!
Best regards
R. ■
Bolt Failure Has Nothing To Do With "Improper Torque"
I've clearly come to the table too late; I didn't see the original post until just now. Nevertheless, I hope that my comments might provide some food-for-thought...
In the vast majority of cases when bolts fail, the culprit is often assumed to be the poor fastener. Alas, this is not always true. In fact, more often than not, it's not true! Consider the situation with bolts on grinding mills, either liner or structural. In days of yore, mills were routinely throwing bolts resulting in unplanned shutdown, joint erosion and even motor failure. Just as in this situation, the bolts were blamed. Usually, detailed analysis confirmed proper materials thus confounding the OEMs and Owners. Re-design of the flanges was the next step. This led to vastly oversized flanges and added cost. Frustratingly, the failures continued.
Eventually, to their relief, the OEMs learned that the root cause wasn't related to poor bolt material nor faulty design. The problem was due to improper installation! An earlier comment had referred to bolt "torque", implying that proper torque is necessary for reliable joints. With all due respect, this is nonsense and its widespread misunderstanding is the reason for such failures...
Colloquially speaking, Clamping Force is that which keeps a joint from separating. This force must be greater than the forces conspiring to separate the joint. If less, not only will the joint leak but, the fasteners will begin to experience cyclic loading. Just like a squashed beer can being flexed back and forth, these fasteners will eventually break in such an environment. Fatigue failure, rather than breakage due to poor bolt materials is usually the fault mechanism. Now, let's get back to torque...
Contrary to popular belief, "Torque" is not a metric which can be used to describe "bolt tightness". It is simply a measurement of the resistance encountered when attempting to turn a nut (or bolt head). In some cases it has nothing, nada, nill, diddly-squat to do with how tight the bolt is. Consider, for example, a bolt screwed into a mill trunnion's blind hole. Sometimes, the pitch of the trunnion hole is offset to that of the hole in the mill head. When the bolt is installed in such a hole, it can meet resistance. The natural reaction of most mechanical contractors when facing such resistance is to simply use a cheater bar, impact wrench or massive hammer to drive the obstinate bolt into the hole (ah, this makes me shake my head in bewilderment). The inevitable effect of such ignorance is that the bolt will likely "pick-up" in the hole until it can no longer be driven further. Now, here comes the important part: When the calibrated torque wrench is brought up to "control" (hah!) the tightening process, it turns the bolt until the expected torque is reached (exhibited by the hydraulic pump pressure or, mechanical indication on smaller tools). However, since the bolt had already seized in the hole, no further tightening was achieved; the tightening force was stopped because the "proper torque" had been applied. ...does this start to ring the proverbial bell? It's not just hole misalignment that may cause problems, there are myriad others including thread condition, spotfpace perpendicularity, washer hardness, lube quality, lube quantity, dirt, joint condition and on and on and on...
Design engineers must make assumptions when converting their equipment's required bolt stress into a torque figure for the Bolt Stranglers out in the field. The key assumption is how much friction will be encountered during the tightening process. Unfortunately, unless the designer is a very astute fortune-teller, this is impossible. Even if the designer makes a lucky guess, the friction environment at an adjacent bolt is likely to be completely different! Hence, when fasteners are tightened to a single specific torque value, some can be too loose and some can be too tight while others may be just right ("Goldilocks and the Three Bears" with an industrial bent!). Those which aren't 'right" are those which will cause problems.
When tightening critical fasteners, one must verify that the process had resulted in the proper residual bolt stress. Otherwise, one places the reliability of the joint and the availability of the fastened equipment (and perhaps even safety of one's colleagues and the public) on hopes, guesses, assumptions and prayers. Here's a link to an example of how this is addressed effectively: SAG Mill Failure Averted ■
How To Go (On)?
This is fearsome, in very many & not only technical facettes!
However, i take it from the case study that you stood on standby, did the job let done and then pointed the ....?! What would have been the right counsel on equipment and procedure rightaway before the start? What was the impact on that contractors skill and procedure improvement?
Then, in the mentioned case study, the bolts have been torqued as per contractors procedure anyway, you just pointed on three of the bolts to be replaced. Did i get that right? Is there a warranty on such services?
Thank you.
R. ■
Bolt Failure Has Nothing To Do With "Improper Torque"
In response to Roland's comments and questions:
There was nothing wrong with the contractor. The company was well regarded and no less experienced than many others. Their people had done everything properly, according to accepted conventional practices, including the use of calibrated torque wrenches. Unfortunately, these conventional practices are incorrect. Those who might say that this is an arrogant statement simply need only to re-read the preceding post in order to understand the clear technical rationale of the comment. If that's not enough, here's another example:
During the construction of a new mine in Africa, we were tasked by an Owner to provide the same Technical oversight and QA management of the bolting process during the assembly of a new Ball and SAG mill (link). Again, we worked alongside the project's mechanical contractor to provide this support and to operate the instrumentation. The work went along as expected with the applied torques almost always being different on each bolt in order to achieve the same bolt preload. One morning, we were ready to continue on the SAG mill's girth gear. The contractor had installed all of the remaining bolts and tightened them to 50% of the target torque value during the previous day shift and subsequent night shift. It was our task to ensure that the final tightening resulted in the necessary bolt stress values...
As the contractor's millwright was tightening the nut, we monitored the resultant stress with the intent of telling him to stop at the correct level. At one point, our Technician noticed that the bolt was no longer getting tighter. After asking the millwright, he learned that the torque wrench had "maxed out" and could not apply additional load. This was perplexing because the tool should have had sufficient capacity. Immediately the nut was loosened and the fastener was inspected for galling. This condition wasn't evident. However, our Technician noticed that only the threads were lubricated. The head, washer and nut surfaces were dry. After liberally applying lube on all surfaces, torque was applied again. This time, the necessary bolt stress was achieved well before the maximum capacity of the tool. Upon further inspection, it was found that all other bolts were likewise lubed only on the threads. Consequently every bolt had to be removed and properly lubed prior to final 'tuning'.
The moral of the above story is that, had we not been there to manage the process and control the bolt stress, and the girth gear had been assembled purely on the basis of 'controlling' the torque (sic), nobody would have known that all of the fasteners were woefully under-tightened (particularly, since they were "properly torqued"). It would have only become apparent once the gear slipped and eventually broke a tooth or two. Makes one wonder how many other bolts are out there, ready to fail because they were torqued correctly, doesn't it?... ■
In The End
Dear Mr. Albrecht,
i gather that you deliver QA/QC services to the industry, doing supervision at assembly and commissioning stages of plant erection etc.
Then you might be well placed to reply to the request of the thread starter, as this must closely concern your home patch?!
Furthermore: Thank you for your extensive replies concerning torque application. I feel you could enlighten the community with a short and professionally straightforward compendium of the Go's and NO GO's in that area. Just like Mr. Bates with the SOLID SENSE, which receives much appraise, and i for one am so very thankful about this helpful part of this forum.
Thank you in advance , with my
Regards
R. ■
Bolt's Chemical Composition
Mr. jmalbrecht,
A very good reply to the problem. Indeed high strength bolts are tightened to near proof load in order to achieve a clamping force which develops the frictional resistances that exceed all of the external forces. In a well executed connection the high strength bolt never experiences any load variation. On the other hand if load variation occurs at that bolt it is in trouble since its stress state is already in the yield zone. In a failed wire rope luffing system that I redesigned the high strength bolts clamped the thick plated sheave block against a stiffened wide flange column. The flanges of the column, even with the stiffeners were not capable of developing the proof load so the desired pretension was never accomplished. My redesign addressed this issue with the proper back resistance accomplished with appropriately thick block bars. But I digress.
You mention the false perception that a calibrated torque wrench can deliver an accurate pretension. I agree with you, it cannot. It is worth noting that the the bolt stress distance from near proof load to failure, when subject to tension and the turning torque, is in the 20% range. Thus that error range in the bolts turning resistance can mean failure of the bolts on the one hand or under-pretension on the other. This is even without regard to the other mishaps that you mention. On the other hand, the strain distance from proof load to failure is substantial. This has always been the logical argument for the higher reliability of the turn-of-the-nut method for pretensioning bolts at high strength connections. The procedure is simple but full proof.
Joe Dos Santos ■

Bolt's Chemical Composition
Hi,
Some bolts were broken in a cement mill UMS suddenly after about seven months of the operation.
We analyse the broken bolts, and we know the bolt's chemical composition as shown in the enclosed pic.
I'd be grateful to you if you could please kindly let me know, this chemical composition is suitable material for bolt with grade 5.6 or 8.8?
Thank you. ■