
(From the archive of ”bulk solids handling", article published in Vol. 35 (2015) No. 5 , ©2015 bulk-online.com)
Standard conveyor belt and pneumatic conveying systems had proven inadequate for the job at Sibelco Qmag’s magnesia products processing plant where dust and spillage were unacceptable and extremely tight routing was absolutely essential. Furthermore a flexible position for three loading and three discharge points was also necessary due to the configuration and footprint of the plant’s relatively small transporting circuit which is quite close to populated areas.The material carried in Sibelco Qmags processing plant is caustic calcined magnesia, a hygroscopic white powder. As a last resort with regard to his conveyance problems, Paul Wilson, Manager Engineering Services, contacted Contitech Australia to discuss the possibility of trialling their unique Sicon conveyor belt system in an effort to help solve their conveying headaches for this conveying task.
The Process Plant
Sibelco Qmag’s Rockhampton, QLD facility is involved in the mining, beneficiation and production of deadburned, electrofused and calcined magnesia products. To produce this range of magnesia products, raw magnesite is fed into furnaces where it is heated by natural gas to 1000°C to produce magnesia (MgO) or caustic calcined magnesium oxide (CCM) products. Further upgrading of the calcined magnesia is completed prior to the production of high-grade deadburned magnesia (DBM), and electrofused (EFM) products.After failing with various traditional conveyor and pneumatic conveying systems Paul Wilson had decided to contact Contitech Australia to see if their unique Sicon conveyor could provide a safe, clean and efficient solution.
A specialised Conveyor
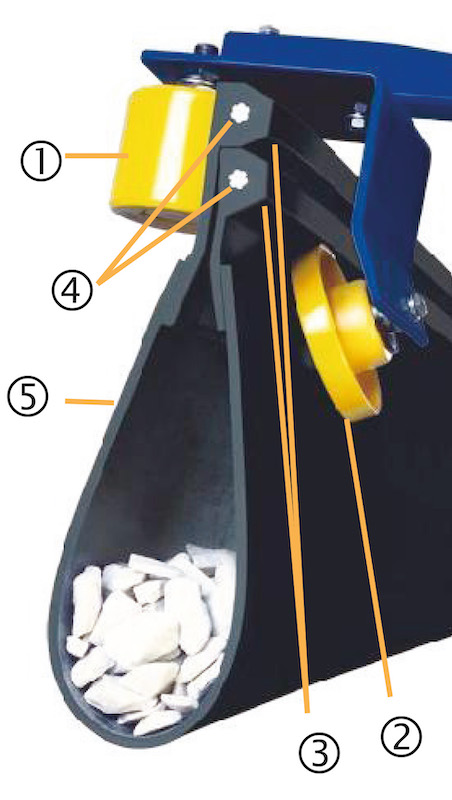
Sicon is an extremely versatile enclosed conveyor belt system, produced by Contitech in Germany. The belt is a closed, endless conveyor belt suitable for all types of bulk material. Because of its high flexibility, the conveying route can be designed with radii of less than a metre, eliminating the need for transfer points at corners and curves. Inclinations up to 35° are possible.The belt opens up only at loading and discharge areas and is also closed on the return trip. Therefore even sensitive material remains protected and pollution can be avoided.Several feeding and discharge areas can be installed along the conveying track and the belt can be used as two-way conveyor system, loaded in both directions, and can run through several paths back and forward. The belt is lightweight and flexible, is self-centring between guide and support rollers and is also self-cleaning.Based on initial studies about the routing, Contitech Australia’s Joern Gehl submitted a proposal for the design and installation of a Sicon belt and its associated mechanical components. After some assessments Sibelco Qmag decided to commence the project and awarded the order. Other than the conveyor structure and installation of the roller sets, Contitech supplied all of the conveyor hardware for the system including roller sets, pulleys, drives, splicing equipment and commissioning technicians.Detailed structural engineering and design for the system was jointly provided by Wave International, Brisbane.
The Solution
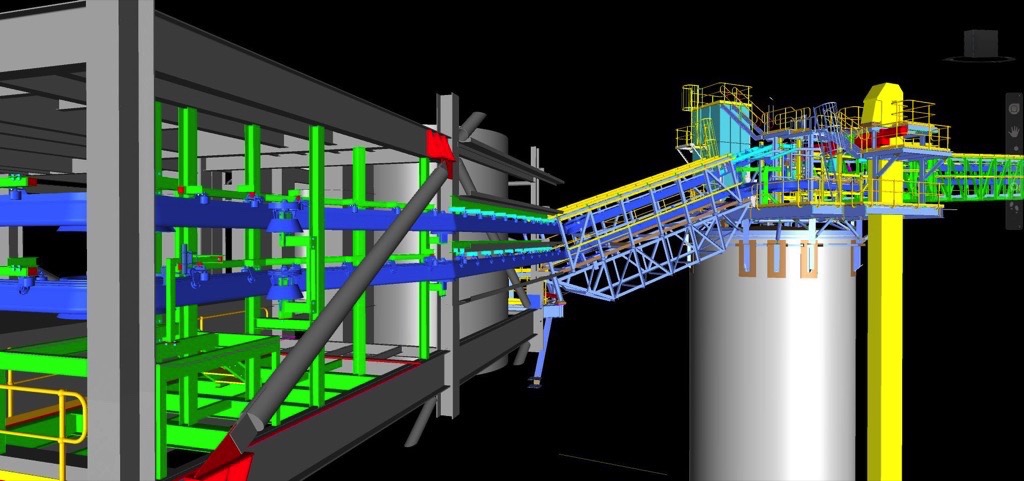
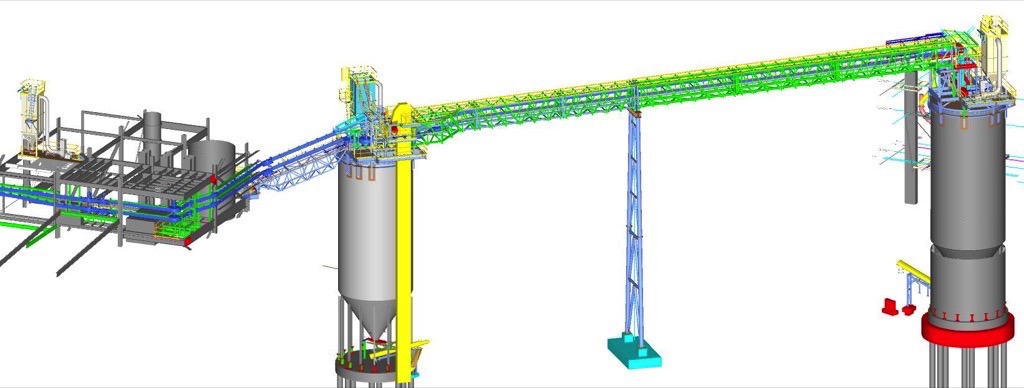
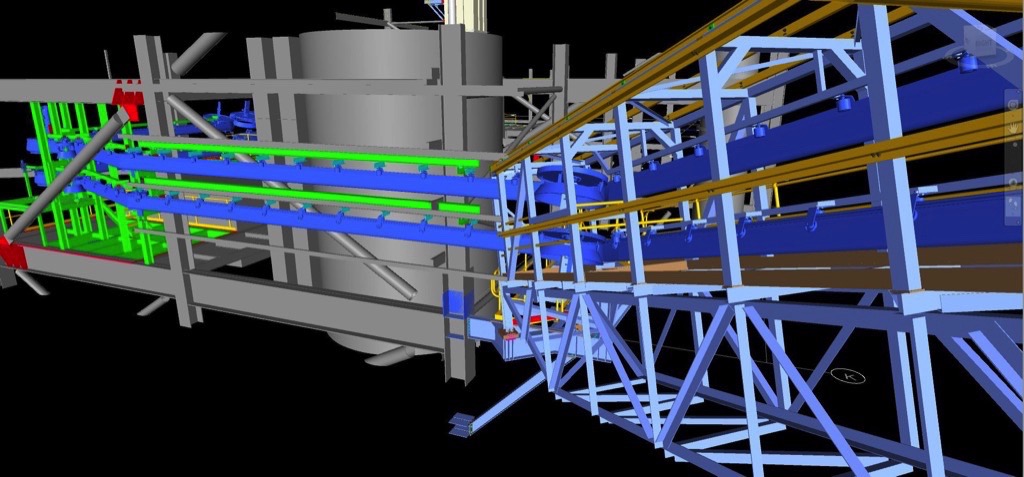
In the process, the main loading point onto the new Sicon conveyor is from a sidewall conveyor which lifts the material to approx. 40 m above ground. The material is then conveyed through the existing plant to the outside of the building, on top of the first silo. Here there is an intermediate discharge station where the material can either be fed into silo 1 or can refeed itself and carry the material onto the top of silo 2 where the final discharge occurs. From there the belt runs empty back to silo 1 where a bucket elevator allows the material to be taken out of the silo again from the bottom, lifted on top of the silo and fed back into the Sicon conveyor. This carries the material back in the building, passing the main loading station and discharges the material into a screw conveyor for further processing. The mass throughput of caustic calcined magnesia is 50 t/h at a belt speed of 1.3 m/sec and has a bulk density of 0.8 t/m3. The entire Sicon belt length is 310 m of which 225 m is actually transporting material.
“Results since the first trials in December 2014 have been very good so far,” Wilson said. “Even though it’s a relatively short travelling distance, the intricacies associated with this CCM material and challenges with our plant location requirements proved too difficult for the conventional conveying systems we tried. But the Sicon system is performing beautifully - we’ve had virtually no issues or problems at all,” he added.Joern Gehl, Application Engineer from Contitech Australia, said it had been some time since a Sicon system had been installed in Australia.
“The first Sicon-S1000 conveyor ever was installed in 1988 at a Swedish cement producer’s site. This conveyor system is still transporting sand and limestone for cement production. Today there are more than 140 Sicon systems installed worldwide, predominantly in Europe and USA. We have installed half a dozen or so systems in Australia and New Zealand – it’s a niche market really. Given the complexity of the conveyor system and process flexibility required by Sibelco this Contitech Sicon conveyor belt was considered the only solution to satisfy all requirements demanded,” he commented.“Our very good working relationship with Mark Stonham and his smart team from Wave International resulted in a seamless design and engineering contribution which further added to the project’s success for Paul and his company,” he added.
| About the Authors | |
| David ChandlerEffektive Mining Advertising, Author forContitech Australia, Australia |
■
